
说的是,不锈钢于定制材料的加工,发电的领域,运输的范畴以及其他应用当中的使用,正愈发增多着。具备那般挺好的加工技术,还有先进的材料再加上镶件技术,这都能够成功战胜切割奥氏体不锈钢时所面临的挑战。而在这本文里,将会对不锈钢加工所拥有的特性给各位讲一讲的,同时,也会把不锈钢长轴加工工艺措施给诸位介绍一番。
用于机械加工生产的材料存有多种类型,像塑料、铝、陶瓷、黄铜、青铜、不锈钢、复合材料、钛、铜、还有 Ni 200 等,这些是精密加工里会用到的一些材料。在上述提到的工件原材料范畴内,不锈钢于任何一种类型的加工过程中均可称作无冕之王,这是由于它拥有高延展性、高耐久性以及出色的耐腐蚀性等特性,进而致使它成为每种加工中被广泛运用的材料。
通常来讲,相较于标准碳钢,其更具挑战性,而且一般存在这样的规则,那就是钢的合金含量一旦越高,那么其加工难度也就会越大。当在对不锈钢零件这种东西进行加工的时候,重要的一点在于要切实保证不存在因为机器振动或者刀具颤动所引发的停顿或者摩擦。
不锈钢的加工特性
首先,其存在易出现粘刀以及会形成积屑瘤的情况,之所以如此,是因为不锈钢具备极高的塑性,还有超強的粘附性,进而容易形成积屑瘤,而这能够对已加工过的表面质量造成严重影响,最终难以获取到光洁的表面,就是这样。
![图片[1]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_0.webp)
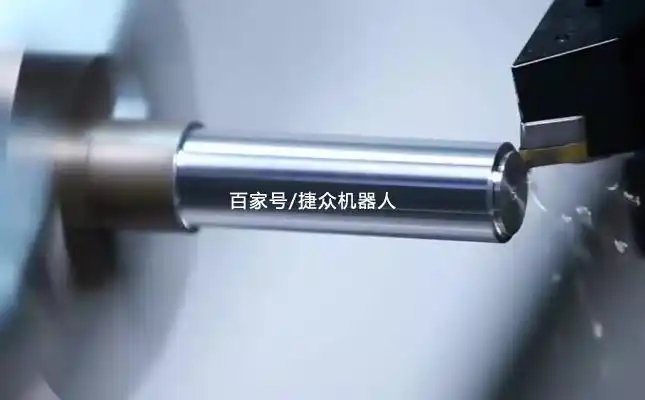
不锈钢长轴加工
2、不锈钢进行切削时,温度会显得很高,刀具也就容易出现磨损情况。在切削不锈钢之际,切削温度相较于切削45钢而言,会高出200至300度。其存在的主要原因包含:其一,切削力比较大,消耗的功率数量较多。其二,不锈钢的导热性能较差,它的热导率仅仅是45钢的1/3,通过切削所带走的热量极少,切削热传导得很慢,致使切削区以及刀面上呈现出很高的温度,再加上不锈钢材料里高硬度碳化物形成的硬度点对刀面构成磨损以及加工硬化等诸多缘由,导致刀具易于磨损。
![图片[2]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_1.png)
不锈钢的线膨胀系数大,其线膨胀系数大,大约是45钢的1.5倍,而在进行加工时,热膨胀以及热变形会对工件加工精度产生影响。
4、切屑既不卷曲,也不折断,鉴于不锈钢具备高塑性、高强度以及高韧性,同时其耐高温度的特性显著,在切削过程中,切屑难以被折断,这对于工人而言存在安全隐患,所以解决断屑以及排屑问题,成为了切削不锈钢时面临的难题之一。
5、不锈钢具有较大的塑性,其中,其伸长率超出45钢两倍有余,在切削时,塑性变形大,并且,车削硬化程度大,致使剪切滑移区金属材料的剪切应力增大而增加总的切削力,所以会增大总的切削力。
不锈钢长轴加工工艺措施
对于不锈钢长轴在加工期间,切屑于形成进程里跟刀具的前刃产生强烈摩擦,致使断屑艰难,刀具的前刃得刃磨出带有倾斜度的带圆弧卷屑槽,此倾斜度需是前深后浅的那种,这对于卷屑以及断屑颇具益处:刀具要采用较大后角10°,并且选择适宜的刀尖圆角半径r = 0.2至0.8;还要应用大的主偏角,如此能让工件在切削力轴向分力的作用下形成受压的应力状态,这可以极大地改善切削条件,进而提升加工不锈钢长轴的质量,同时致使刀刃的磨损得以减缓。
切削不锈钢长轴的时候,要采用较大的前角,增大刀具的前角,以此减小切屑在切离以及滑出过程当中所碰到的阻力,降低切削的力以及切削产生的热,减小切削不锈钢长轴时出现的振动,减弱加工硬化的效应,一般会选择15°至30°。
3、运用冷却液对工件实施强制冷却,不锈钢的线膨胀系数大,在车削过程里切削热对工件的影响也较为显著,冷却液不但能够带走大量热量,直接致使切削区以及刀具切削刃的温度下降,并且还具备润滑作用,让摩擦力减小,改善被加工材料的物理性能。存在一种润滑作用,其能够让切削力下降15%至30%,进而减小因切削热朝不锈钢长轴施加影响致使零件出现弯曲变形的情况,针对硬质合金刀具而言,冷却操作需于刀具进行切削之前开展,以防刀具切削部分的温度已然升高以后再冷却,导致硬质合金刀片出现开裂现象,工件的测量必须要在充分冷却之后才得以进行,如此一来能够避免测量误差。
![图片[3]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_2.webp)
不锈钢长轴加工
![图片[4]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_3.png)
4、对不锈钢长轴进行车削,通常是去降低切削速度吧,还要增大走刀量呢,目的在于减小车削的时候所产生的振动以及变形。
5、车削不锈钢细长轴时,常常需要同时运用三爪卡盘,还要用到刀架,并且要使用中心架,目的是平衡切削分力,进而防止振动,以此提高不锈钢长轴的刚性。
6、运用自动伸缩的弹性顶尖,以此来克服不锈钢长轴零件由于受热出现伸长情况进而产生变形的问题;与此同时,采用反向进给,也就是刀具进行进给时,是从卡盘朝着尾座方向进给,利用这样的方式可使零件处于一种拉伸状态,如此一来零件便不会因被压弯从而产生变形。
我们通过本文知晓了不锈钢的加工特性以及不锈钢长轴加工工艺措施,在加工不锈钢长轴时,切屑于形成过程中会和刀具的前刃产生强烈摩擦,致使断屑变得困难,因此刀具的前刃须刃磨出带圆弧的卷屑槽,且卷屑槽要有倾斜度,是那种带有前深后浅的倾斜度,如此才有利于卷屑和断屑,若想了解更多有关不锈钢长轴加工方面的知识,能够关注我们。
重载桁架机械手应用电机转子自动加工「」
长轴加工方案 长轴工艺过程的基本工序
阶梯轴加工 管状钢轴的加工工艺步骤













暂无评论内容