
Neben der wachsenden Wirtschaft ist dierostfreie StähleMaterial Platte, die Anwendung des Feldes hat sich mehr und mehr umfangreich, und die damit verbundenen Produkte, wurde in den Maschinenbau, Schiffbau, Brückenbau und viele andere Industrien wurden häufig verwendet. Edelstahl-Platte Verarbeitung, vor allem in Form von Laserschneiden auf diese Weise, wenn Sie eine hohe Qualität erreichen wollen Schneiden Wirkung, dann müssen Sie bestimmte Prozess Fähigkeiten zu beherrschen.
Im Allgemeinen bezieht sich das mittlere Blech auf das Stahlblech mit einem bestimmten Dickenbereich, d.h. die Dicke liegt zwischen 10,0 und 25,0 mm, während die Dicke im Bereich von 25,0 bis 60,0 mm als dickes Blech bezeichnet wird, und wenn die Dicke mehr als 60,0 mm beträgt, handelt es sich um das extra dicke Blech.
Kriterien für die Qualität von lasergeschnittenen dicken Blechen
1. die Rauhigkeit
Nach dem Laserschneiden entstehen vertikale Linien, deren Tiefe sich auf die Rauheit der Schnittfläche auswirkt. Je flacher die Linien sind, desto glatter ist der Schnitt, je tiefer die Linien sind, desto rauer ist der Schnitt, und je flacher die Linien sind, desto höher ist die Qualität des Schnitts.
2. die Vertikalität
Bei dicken Blechen ist die Rechtwinkligkeit der Schnittkante entscheidend. Entfernt man sich vom Brennpunkt, wird der Laserstrahl divergent, was zu Unstimmigkeiten in der Breite des Schnitts oben und unten führen kann. Weicht die Schnittkante zu stark von der vertikalen Linie ab, entspricht das Werkstück nicht mehr den Anforderungen und lässt sich nur noch schwer bearbeiten. Je senkrechter die Kanten des Werkstücks sind, desto besser ist die Qualität des Schnitts.
3. die Schnittbreite
Die Schnittbreite, die den Innendurchmesser der Kontur bestimmt, wird während des eigentlichen Schneidprozesses angepasst, um das geschnittene Material zu kompensieren und sicherzustellen, dass das Werkstück die gewünschte Größe hat.
4. textur
Beim Schneiden dicker Bleche mit hohen Geschwindigkeiten wird das geschmolzene Metall nicht aus der Schnittfuge unterhalb des vertikalen Laserstrahls, sondern aus dem hinteren Teil des Laserstrahls herausgeschleudert, was zu gekrümmten Linien an der Schnittkante führt, die durch eine Verringerung der Vorschubgeschwindigkeit am Ende des Schneidprozesses weitgehend beseitigt werden können.
5) Grat
Das Vorhandensein oder Nichtvorhandensein von Graten und die Anzahl der Grate sind äußerst kritische Faktoren bei der Bestimmung der Qualität des Laserschnitts, und die zusätzliche Arbeit, die erforderlich ist, um sie zu entfernen, wird in die Zeit- und Arbeitskosten eingerechnet. Daher ist das Vorhandensein oder Nichtvorhandensein von Graten das grundlegende Kriterium für die Beurteilung, ob der Laserschnitt qualifiziert ist oder nicht.
6. von Hitze betroffene Gebiete
Die Tiefe der so genannten Wärmeeinflusszone ist definiert als die Tiefe des Bereichs, in dem sich die innere Struktur verändert hat. Beim Laserschneiden wird der Metallbereich in der Nähe des Schnitts erwärmt, und diese Erwärmung kann dazu führen, dass sich die Struktur des Metalls verändert. Einige Metalle können beispielsweise gehärtet werden.
7 Verformung
Wenn sich das Teil beim Schneiden stark erwärmt, verformt es sich, was besonders bei der Feinbearbeitung kritisch ist. Durch die Steuerung der Laserleistung und die Verwendung kurzer Laserpulse wird die Erwärmung des Werkstücks reduziert und Verformungen vermieden.
Prozessanforderungen für das Laserschneiden von dicken Edelstahlblechen
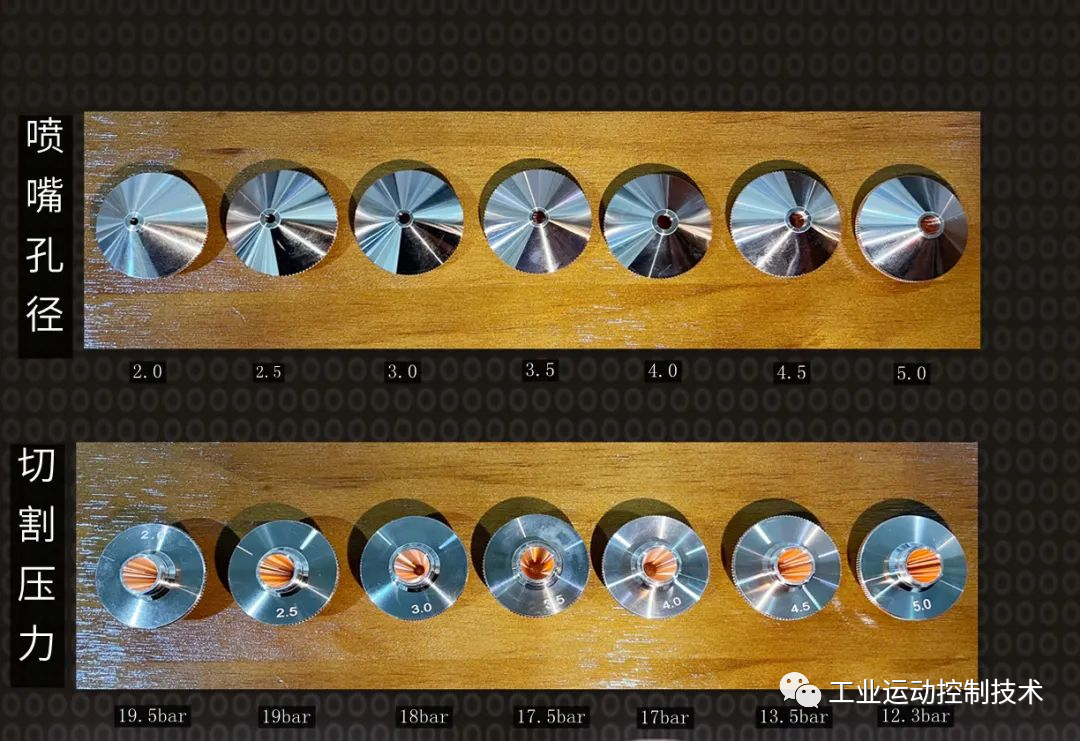
1. die Wahl der Düse
Die Größe des Düsendurchmessers bestimmt die Form des Gasstroms in die Schnittfuge, die Gasdiffusionsfläche und die Gasdurchflussmenge, was sich wiederum auf den Schmelzeabtrag und die Stabilität des Schnitts auswirkt. Je größer und schneller der Gasstrom in die Schnittfuge ist und je besser das Werkstück im Gasstrom positioniert ist, desto stärker ist die Fähigkeit des Strahls, die Schmelze zu entfernen. Je dicker der Edelstahl ist, desto größer sollte die Düse sein, und je größer das Proportionalventil eingestellt ist, desto größer ist die Durchflussmenge, um den Druck für einen normalen Schnitt zu gewährleisten.
Hier, die Spezifikationen der Düse Spezifikationen, vor allem bezieht sich auf das Ende der Öffnung, nehmen Sie die Schneiddüse, seine Öffnung Bereich ist von 1,5 mm bis 5,0 mm. Öffnung, warum diese Wahl, vor allem im Zusammenhang mit der Schneidleistung, desto größer ist die Leistung, die Wärme erzeugt wird mehr, die ein größeres Volumen von Luft erfordert. Wenn wir die Platte unter 3mm schneiden, verwenden Sie in der Regel 2,0mm Lochdurchmesser Düse; Schneiden 3mm bis 10mm Platte, wird 3,0mm Düse verwenden, Schneiden von mehr als 10mm Platte, müssen wir 3,5 und über die Düse zu verwenden.
Bei Einzel- und Doppeldüsen für oxidierende Schnitte (bei denen das Hilfsgas Sauerstoff ist) sind die Düsen im Allgemeinen doppelstöckig; bei Einzel- und Doppeldüsen für Schmelzschnitte (bei denen das Hilfsgas Stickstoff ist) sind die Düsen in der Regel einstöckig. Bei einigen Lasern gibt es jedoch spezielle Anweisungen, ob Einzel- oder Doppeldüsen zu verwenden sind, und in diesem besonderen Fall ist die Anleitung des Lasers zu beachten.
![图片[1]-不锈钢中厚板的激光切割工艺-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771037174933_2.png)
2. die Auswahl des Hilfsgases und die Gasreinheit
In der Edelstahl-Laserschneiden, verwenden oft eine Reihe von Hilfs-Gase, wie Sauerstoff, Stickstoff, Luft und so weiter, die Verwendung von verschiedenen Arten von Gasen, die Schneiden Abschnitt stellt eine andere Wirkung, Sauerstoff wird ein schwarzer Abschnitt, Luft, die durch die gelbliche Abschnitt, Stickstoff ermöglicht Edelstahl wurde, um die ursprüngliche Farbe nicht oxidiert, Edelstahl Schneiden von Stickstoff als die erste Wahl von Hilfs-Gase.
3. die Position des Fokus
Es gibt verschiedene Brennpunkte, die Dicke, das Material und die Qualität des Schnittes gibt es Unterschiede, Schneiden von verschiedenen Materialien und Dicke, müssen auf eine andere Brennpunkt, vor dem Schneiden, zu messen, die tatsächliche Null-Brennpunkt zu Null-Brennpunkt als Benchmark für die Durchführung des Schneidprozesses Parameter der Prüfung und Analyse der Edelstahl Schneiden negativen Fokus als die wichtigste Richtung der Wahl des Prozesses.
4 Einfluss der Einstellung der Laserfrequenz und des Pulstastverhältnisses auf die Schnittqualität
Auswirkung der Frequenzvariation auf das Schneiden von dicken Edelstahlplatten:
Im Bereich von 500 Hz bis 100 Hz nimmt die Frequenz ab, der Schneideeffekt wird empfindlicher, und die Delaminierung wird allmählich verbessert. Wenn die Frequenz auf 100 Hz eingestellt ist, ist das Schneiden nicht möglich und das Phänomen des blauen Lichts tritt auf. Finden Sie mit Hilfe der Frequenzänderung den besten Frequenzbereich heraus. Um den besten Schnitt zu gewährleisten, muss sichergestellt werden, dass die Anzahl der Pulse und die Energie des einzelnen Pulses perfekt aufeinander abgestimmt sind.













Keine Kommentare