
That said, the use of stainless steel in custom material processing, power generation, transport and other applications is increasing. The challenges of cutting austenitic stainless steel can be successfully overcome with good machining techniques, advanced materials and insert technology. In this article, theStainless steel processingThe characteristics of the characteristics to you, at the same time, will also be stainless steel long shaft processing measures to introduce you to some.
There are many types of materials used in machining production, such as plastics, aluminium, ceramics, brass, bronze, stainless steel, composites, titanium, copper, and Ni 200, which are some of the materials used in precision machining. Within the category of raw materials for workpieces mentioned above, stainless steel is the king of any type of machining process, due to its high ductility, high durability, and excellent corrosion resistance, which makes it the most widely used material for every type of machining.
Stainless steel is generally more challenging to machine than standard carbon steel, and the rule is that the higher the alloy content of the steel, the more difficult it is to machine. When machining something like a stainless steel part, it is important to ensure that there is no stoppage or friction caused by machine vibration or tool chatter.
Processing characteristics of stainless steel
First of all, there is a tendency to stick to the knife as well as the formation of chip tumours, this is so because stainless steel has a very high degree of plasticity, there is also a strong adhesion, which is prone to the formation of chip tumours, which can have a serious impact on the quality of the surface that has been processed, and ultimately difficult to obtain a smooth surface, that is the case.
![图片[1]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_0.webp)
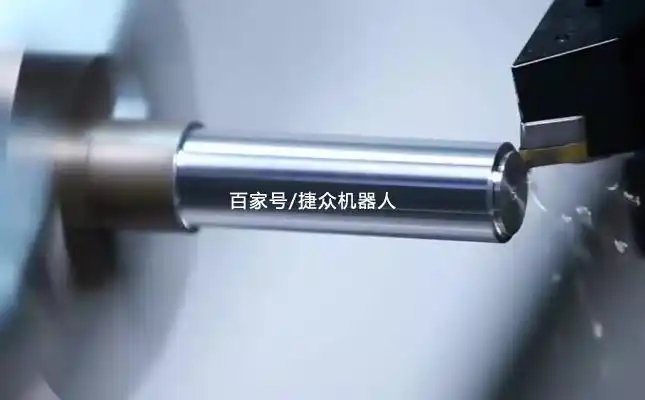
Stainless steel long shaft machining
2, stainless steel for cutting, the temperature will be very high, the tool will be prone to wear. In the cutting of stainless steel, the cutting temperature compared to cutting 45 steel, will be 200 to 300 degrees higher. The main reasons for this include: first, the cutting force is relatively large, the amount of power consumed is higher. Secondly, the thermal conductivity of stainless steel is poor, its thermal conductivity is only 1/3 of 45 steel, the heat taken away by cutting is very little, cutting heat conduction is very slow, resulting in the cutting area as well as the knife surface shows a very high temperature, coupled with the stainless steel material in the formation of hardness carbide hardness point on the knife surface constitutes the abrasion as well as hardening for a number of reasons, resulting in easy wear of the tool.
![图片[2]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_1.png)
Stainless steel has a large coefficient of linear expansion, which is about 1.5 times higher than that of 45 steel, and when machining is performed, thermal expansion as well as thermal deformation will have an impact on the machining accuracy of the workpiece.
4, the chip is not curled, nor broken, given the stainless steel with high plasticity, high strength and high toughness, while its high temperature resistance characteristics are significant, in the cutting process, the chip is difficult to be broken, which for workers there are safety hazards, so the solution to the broken chip and chip problems, has become one of the problems faced by the cutting of stainless steel.
5, stainless steel has a large plasticity, in which the elongation exceeds 45 steel more than two times, in cutting, plastic deformation, and, turning hardening degree is large, resulting in shear slip area of the metal material of the shear stress increases and increase the total cutting force, so it will increase the total cutting force.
Stainless steel long shaft machining process measures
For stainless steel long shaft during machining, chips in the formation process with the front edge of the tool to produce strong friction, resulting in chip breakage difficult, the front edge of the tool must be sharpened with an inclination of the arc with the chip groove, the inclination needs to be the kind of shallow after the depth of the front, which is quite beneficial for the roll of chips and chip breakage: the tool should be used in the larger back angle of 10 °, and choose the appropriate tip radius r = 0.2 to 0.8; but also to apply a large main deflection angle, so that the workpiece can be formed under the axial component of the cutting force under compressive stress conditions, which can greatly improve the quality of processing stainless steel long shaft. Apply a large main deflection angle, so that the workpiece in the cutting force axial component of the action of the formation of compressive stress state, which can greatly improve the cutting conditions, and thus improve the quality of machining stainless steel long shafts, at the same time, resulting in the slowing down of the wear of the cutting edge.
Cutting stainless steel long shaft, to use a larger front angle, increase the front angle of the tool, in order to reduce the chip in the cutting and sliding out of the process of resistance encountered in the process of cutting, reduce the cutting force and the heat generated by cutting, reduce the vibration of cutting stainless steel long shaft, weakening the effect of machining hardening, will generally choose 15 ° to 30 °.
3, the use of coolant on the implementation of forced cooling of the workpiece, stainless steel coefficient of linear expansion is large, in the turning process of cutting heat on the workpiece is also more significant, coolant not only can take away a large amount of heat, directly resulting in the cutting zone and the cutting edge of the tool temperature drop, and also has a lubricating effect, so that friction is reduced, to improve the physical properties of the material being processed. There is a lubricating effect, it can make the cutting force down 15% to 30%, and then reduce the cutting heat towards the stainless steel long axis exerts influence on the parts to appear bending and deformation of the situation, for the cemented carbide cutting tool, the cooling operation needs to be carried out before the tool for cutting, in order to prevent the cutting part of the tool temperature has risen after cooling, resulting in the cemented carbide inserts appearing cracking phenomenon, the workpiece measurement must be adequate. Measurement of the workpiece must be carried out only after sufficient cooling, so as to avoid measurement errors.
![图片[3]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_2.webp)
Stainless steel long shaft machining
![图片[4]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_3.png)
4, the stainless steel long shaft turning, usually to reduce the cutting speed, but also to increase the amount of tool travelling it, the purpose is to reduce the vibration and deformation produced when turning.
5, turning stainless steel long shaft, often need to use three-jaw chuck, but also to use the tool holder, and to use the centre frame, the purpose is to balance the cutting force, and then prevent vibration, so as to improve the rigidity of stainless steel long shaft.
6, the use of automatic expansion of the elasticity of the top, in order to overcome the stainless steel long shaft parts due to heat elongation and deformation of the problem; at the same time, the use of reverse feed, that is, when the tool feed, is from the chuck towards the direction of the tailstock feed, use this way to make the parts are in a kind of tensile state, so that the parts will not be bending and thus produce deformation.
We know through this article the machining characteristics of stainless steel and stainless steel long shaft machining process measures, in the processing of stainless steel long shaft, chips in the formation process will produce strong friction with the front edge of the tool, resulting in chip breakage has become difficult, so the front edge of the tool must be sharpened with a circular arc of the chip groove and chip groove should be tilted, the kind of chip groove with a deep back shallow tilt, so that it is conducive to the volume of chips and chip breakage, if you want to Know more about stainless steel long shaft processing knowledge, can pay attention to us.
Heavy Duty Truss Robot for Automatic Motor Rotor Processing".
Machining programme for long shafts Basic processes in the long shaft process
Stepped shaft machining Tubular steel shaft machining process steps













No comments