

Hitsaus on yleinen menetelmä rakenteellisten teräsrakenteiden liittämisessä, ja joissakin kriittisissä hitsauksissa käytetään yleensä täyttä tunkeumahitsausta. Kun metallia hitsataan, se kuumenee ja sulaa paikallisesti, ja kuumennetulla alueella olevan metallin ja ympäröivän perusmetallin välillä on suuri lämpötilaero, mikä aiheuttaa hitsausprosessin aikana hetkellisiä jännityksiä.
Kun hitsisauma on jäähtynyt alkuperäiseen lämpötilaansa, hitsisauman ja sauman lähialueen vetojännitykset ja perusmateriaalin puristusjännitykset tasoittuvat koko liitosalueella, jolloin rakenteeseen syntyy hitsin jäännösjännityksiä.
Tällä hetkellä hitsausjännityksen vaikutuksesta hitsatun osan rakenteessa näkyy erilaisia muodonmuutoksia. Jäännösjännitysten olemassaolo ja muodonmuutosten syntyminen muuttuvat vastavuoroisesti, eikä ole helppoa löytää keinoja estää, vähentää ja korjata muodonmuutoksia selvittämällä muodonmuutosten malli.
I. Muodon hitsauksen aiheuttamat muodonmuutokset ja niiden syyt
Teräsrakenteiden hitsauksen jälkeen tapahtuvat muodonmuutokset voidaan jakaa karkeasti kahteen tilanteeseen: rakenteen muodonmuutoksiin kokonaisuutena ja rakenteen muodonmuutoksiin paikallisissa kohdissa. Kokonaisrakenteen muodonmuutos kattaa rakenteen pituussuuntaisen ja poikittaisen lyhenemisen sekä taivutuksen eli vääntymisen. Paikallisiin muodonmuutoksiin kuuluvat kuperat, aaltomaiset ja kulmamaiset muodonmuutokset.
1.1 Muodonmuutosten yleiset perusmuodot
Levyn viistehitsaus puskuhitsaus, pituus lyhenee, eli tämän tilanteen pituussuuntainen supistuminen, leveys kapenee, eli muodonmuutoksen poikittainen supistuminen, ja ne sekä levyn viistehitsaus kulmamuodonmuutoksen jälkeen, joka on yleinen hitsausmuodonmuutos erityisten perusmuotojen perusmuodot ovat seuraavanlaisia.
Jäsenessä tapahtuu hitsauksen jälkeen kulmamuodonmuutoksia, joiden arvot vaihtelevat jäsenen pituusakselin suuntaisesti, ja jäsenen laippojen ja rungon pituussuuntaisessa kutistumisessa on epäjohdonmukaisuutta, mikä johtaa vääntömuodonmuutoksiin.
Ohuiden levyjen hitsauksen jälkeen perusaineen puristusjännitysalue horjuu, mikä johtaa levyn pinnan vääntymiseen ja aaltomuodonmuutokseen; hitsaussauman pituussuuntainen supistuminen ja poikittaissuuntainen supistuminen on epäsymmetristä jäsenen keskipisteeseen ja akseliin nähden, mikä aiheuttaa jäsenen kokonaistaivutuksen, ja tällainen muodonmuutos on taivutusmuodonmuutos.
Nämä muodonmuutokset kuuluvat muodonmuutosten perusmuotoihin, ja erilaiset monimutkaiset rakenteelliset muodonmuutokset ovat näiden perusmuodonmuutosten kehitystä, näiden perusmuodonmuutosten muuntumista ja näiden perusmuodonmuutosten synteesiä.
1.2 Hitsauksen muodonmuutosten syyt
Hitsausprosessin aikana hitsauskappale kuumenee paikallisesti ja epätasaisesti, mikä aiheuttaa hitsausjännityksiä ja muodonmuutoksia. Hitsausprosessin aikana metalli hitsaussaumassa ja sauman viereisellä lämmitetyllä alueella laajenee, ja koska ympäröivä kylmempi metalli estää tämän laajenemisen, hitsausalueella syntyy puristusjännityksiä ja plastisia kutistumismuodonmuutoksia, jotka johtavat eriasteiseen poikittaiseen ja pitkittäiseen kutistumiseen. Molempiin suuntiin tapahtuvan kutistumisen seurauksena hitsatussa rakenteessa esiintyy erilaisia muodonmuutoksia.
II Hitsattujen rakenteiden muodonmuutokseen vaikuttavat tekijät
Koska hitsauksen muodonmuutokseen vaikuttavien tekijöiden määrästä johtuen joskus sama tekijä vastaa pitkittäistä muodonmuutosta, poikittainen muodonmuutos ja kulmamuodonmuutos vaikuttavat päinvastoin. Analysoida kattavasti eri tekijöiden vaikutusta eri muodonmuutoksiin, hallita sen vaikutusta lakiin, mikä on kohtuullisten toimenpiteiden toteuttaminen muodonmuutoksen hallitsemiseksi, jotta saavutetaan halutut tulokset perustan. Muuten on vaikea saavuttaa haluttuja tuloksia.
(1) hitsin poikkipinta-alalla on vaikutusta, hitsin poikkipinta-alalla tarkoitetaan sulatuslinjaa metallitilan alueen sisällä, hitsin pinta-ala kerran suurempi, jäähdytyksen supistuminen, joka aiheutuu plastisen muodonmuutoksen määrästä, on suurempi.
(2) hitsauksen lämmöntuotto miten tuoda vaikutus: yleensä, jos lämmöntuotto on suuri, niin alue korkean lämpötilan vyöhyke lämmitetään, jäähdytysnopeus on hidas, ja anna sitten yhteinen muovinen muodonmuutosvyöhyke kasvaa, onko se pitkittäinen, poikittainen tai kulmamuodonmuutos, tekee muodonmuutoksen lisäävät rooli. Kuitenkin, kun pintaverhous, kun lämmöntuotto kasvaa jossain määrin, koska koko levyn paksuuden lämpötila pyrkii olemaan lähellä, joten vaikka lämmöntuotto jatkaa kasvuaan, kulmamuodonmuutos ei kasva, vaan se vähenee.
Työn esilämmitys, kerrosten välisen lämpötilan vaikutus, mitä korkeampi esilämmityslämpötila on, mikä vastaa lämmönsyötön lisääntymistä, mikä hidastaa jäähdytysnopeutta, kutistumista ja muodonmuutoksen lisääntymistä, mitä korkeampi kerrosten välinen lämpötila on, sama.
(4) hitsausmenetelmän vaikutus: teräsrakenteiden rakentamisessa hitsausta käytetään usein monissa menetelmissä, lukuun ottamatta sähkökuonahitsauksen tapausta, upotetun kaarihitsauksen lämmöntuotto on suurin läsnäolo, kuten hitsausalue ja muut saman tilan olosuhteet, kutistumismuodonmuutos on suurin suorituskyky. Käsikäyttöisen kaarihitsauksen lämmöntuotto on keskellä aluetta, ja kutistumismuodonmuutos on pienempi verrattuna uppokaarihitsaukseen, kun taas hiilidioksidikaasulla suojatun hitsauksen lämmöntuotto on pienin, ja kutistumismuodonmuutoksen vaste on myös pienin.
(5) Hitsin sijainnin vaikutus muodonmuutoksiin: Kun otetaan huomioon hitsin epäsymmetrinen sijainti rakenteessa, tällainen tilanne johtaa erilaisiin muodonmuutoksiin.
(6) jäykkyys rakenteen hitsauksen muodonmuutos vaikuttaa rakenteen jäykkyyden kokoon, lähinnä rakenteen muoto ja sen poikkileikkauksen koko määräytyy rakenteen jäykkyys on suhteellisen pieni, hitsauksen muodonmuutos on suhteellisen suuri, rakenteen jäykkyys, hitsauksen muodonmuutos suhteellisen pienen valmistumisen jälkeen.
Käytettyjen kokoonpanomenetelmien eroista johtuen tämä voi vaikuttaa rakenteen muodonmuutokseen, joka on kokoonpano- ja hitsauseritelmien vaikutus hitsauksen muodonmuutokseen, joka on yleensä pienempi kuin muodonmuutos, joka tapahtuu, kun hitsaus tehdään koko kokoonpanon valmistumisen jälkeen.
Projektin hitsausaika, ottaen huomioon eri olosuhteissa ja monet tekijät ovat osansa, hitsaus jäännösmuodonmuutos esittämä laki on suhteellisen monimutkainen, tietää jokainen tekijä yksin pelata roolinsa tuovat vaikutuksen projektin auttaa suorittamaan erityisiä kattava analyysi erityistilanteen.
III Toimenpiteet rakenteellisten muodonmuutosten ehkäisemiseksi ja vähentämiseksi
Yksi, pienennä hitsin poikkipinta-alaa, kaksi, sillä edellytyksellä, että saadaan ehjä hitsi, jossa ei ole liiallisia vikoja, kolme, valitse pienin mahdollinen viistekoko, ja neljä, tämä viistekoko sisältää sekä kulman että raon, ajanjakson.
Toiseksi, kun myötölujuus on sen alapuolella, kovettuvuus ei ole kovin vahvaa terästä, käyttämällä suhteellisen pientä lämmöntuottotilannetta, mahdollisimman vähän esilämmitystä tai esilämmityslämpötilan ja välikerroksen lämpötilan kohtuullista vähentämistä; etusijalle asetetaan pienemmän lämmöntuottotason hitsausmenetelmän, kuten CO2-kaasulla suojatun hitsausmenetelmän, valinta.
(3) paksujen levyjen hitsaus mahdollisimman pitkälle käyttämällä monikerroksista hitsausta yksikerroksisen hitsauksen sijasta.
(4) Kun molemmin puolin voidaan hitsata toiminta na, on käytettävä molemmin puolin symmetrinen viiste, ja monikerroksinen hitsaus käytettäväksi ja komponentti ja symmetria-akselin hitsaus järjestyksessä, kuten on esitetty kuvassa 2, alla.
Kuva 2: Kulmavääristymien vähentäminen symmetrisellä hitsausjaksolla, jossa on kaksipuolinen viisteytys.
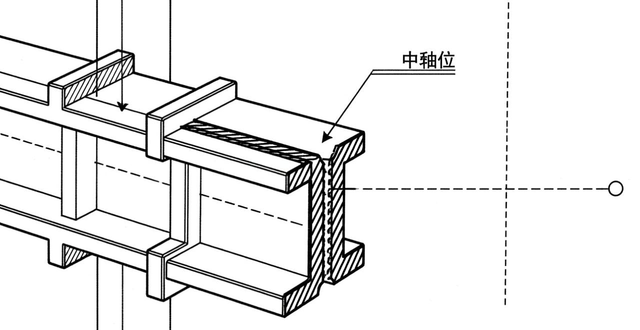
(5) T-liitoslevyn paksuus on suurempi avoimen viistetyn kulmahitsin kanssa, katso kuva 3:
Kuva 3: Avoin viistetty täytehitsaus T-liitosten suurta levypaksuutta varten.
(6) Esihitsausta edeltävän muodonmuutosmenetelmän käyttö hitsauksen jälkeisen kulmamuutoksen hallitsemiseksi, mikä on erittäin yleistä menetelmän tuotannossa esihitsattujen osien valmistamiseksi perusoffsetiin (kompensointi).
Tarkoituksena on estää muodonmuutos hitsauksen jälkeen käyttämällä vastamuodonmuutosmenetelmää, joka esittää kaarevaa tilaa hitsauksen jälkeen. Taulukossa 1 ja kuvassa 4 esitetään laatikkopilarien ennen hitsausta ja H-palkkien ennen hitsausta tapahtuvan vastamuodonmuutoksen viitearvot:
![图片[1]-一、焊接变形的形式与原因-大连富泓机械有限公司](https://cndlfh.com/wp-content/uploads/2025/12/QQ20251002-201911.png)
Kuva 4 H-teräslaipan takaiskumuodonmuutoksen viitearvo ennen hitsausta.
(7) Jäykkä kiinnitysmenetelmä, joka tunnetaan myös nimellä pakotettu menetelmä. Käytännössä hitsauksen jälkeinen vääristymä on yleensä vähäisempi, kun kyseessä ovat komponentit, joiden jäykkyys on suuri. Vähemmän jäykkien osien tapauksessa osan jäykkyyttä voidaan lisätä ennen hitsausta, jolloin myös hitsauksen jälkeinen muodonmuutos pienenee. Tätä menetelmää käytettäessä on tärkeää odottaa, että hitsaus on jäähtynyt, ennen kuin kiinnikkeet ja tuet poistetaan. Useita yleisiä menetelmiä ovat kiinnitysmenetelmä, tukimenetelmä, rengasmenetelmä, tilapäinen kiinnitysmenetelmä (kuten naulakiinnitys ja puristuskiinnitysmenetelmä) ja puikkohitsausmenetelmä.
(8) vasarahitsausmenetelmä: tätä menetelmää sovelletaan pääasiassa ohuiden levyjen hitsaukseen, kun ohuen levyn ja sen lämpövaikutteisen vyöhykkeen hitsaus ei ole vielä täysin jäähtynyt, välittömästi vasaraa kyseiselle alueelle, paksulle levylle on tuulipistoolin käyttö vasaraan.
(9) Hitsin pituussuuntaisen kutistumismuodonmuutoksen kompensointi käyttämällä menetelmää, jossa varaudutaan jäsenen pituuteen.
(10) Suunnittelussa on tarpeen vähentää hitsaussaumojen lukumäärää ja kokoa mahdollisimman paljon; hitsaussaumojen järjestämiseksi järkevästi, sen lisäksi, että estetään hitsaussaumojen näkyminen tiheinä, on myös tarpeen sijoittaa hitsaussaumat mahdollisimman lähelle jäsenen keskipistettä ja akselia ja tehdä hitsaussaumat mahdollisimman lähelle jäsenen .
Symmetrinen akseliin nähden.
(11) Hitsausjärjestys olisi valittava oikein. Kun teräsrakenteessa on puskuhitsauksia ja täytehitsauksia, puskuhitsaukset olisi hitsattava ensin ja sitten täytehitsit olisi hitsattava vastakkaiseen suuntaan periaatteen mukaisesti; ristihitsit ja T-hitsit olisi otettava käyttöön oikeassa järjestyksessä hitsausjännityksen keskittymisen välttämiseksi, jotta varmistetaan liitosten laatu; hitsausmenetelmä, jossa hitsataan symmetrisesti teräsrakenteen keskellä ja akseleissa, ja hitsausmenetelmä, jossa hitsataan keskeltä kahteen osaan, ovat erittäin hyödyllisiä muodonmuutosten vähentämiseksi. Hitsausmenetelmä, joka on symmetrinen koko teräsrakenteen ja akselin suhteen, ja hitsausmenetelmä keskeltä kahteen osaan on erittäin suotuisa muodonmuutosten vähentämiseksi, ja kun hitsataan teräsrakenteen tärkeitä osia, joilla on korkeat lujuusvaatimukset, saumojen olisi annettava supistua vapaasti ilman rajoituksia niin pitkälle kuin mahdollista.
Neljä, hitsauksen jälkeisen korjausmenetelmän hitsauksen muodonmuutos
Suunnittelun ja eritelmien vaatimusten täyttämiseksi hitsattujen rakenneosien hitsausmuodonmuutokset on korjattava, toisin sanoen korjaus on itse asiassa keinojen etsimistä uuden muodonmuutoksen aikaansaamiseksi, jotta tapahtunutta muodonmuutosta voidaan kompensoida tai kompensoida. Rakennustuotannossa yleisimmin käytetty hitsauksen jälkeinen jäännösmuodonmuutoksen korjausmenetelmä voidaan jakaa voimakorjaukseen, lämmityskorjaukseen ja näiden kahden menetelmän yhdistelmään, joita käytetään näissä tapauksissa.
4.1 Voiman korjausmenetelmä
Suoristus suoritetaan yleensä tunkilla, ruuvikuormaajalla, rullasuoristuskoneella tai suurella puristimella.
4.2 Lämmityksen korjausmenetelmä
Tämä tarkoittaa sitä, että epätasaisen kuumenemisen avulla rakenne saa käänteisen muodonmuutoksen, jonka tarkoituksena on kompensoida tai torjua alkuperäistä hitsausvääristymää. Lämmönkorjauksen lämmitysmenetelmä voidaan jakaa pistelämmitykseen, linjalämmitykseen ja kolmiolämmitykseen. Lämmityksen korjaus voi poistaa monia voiman korjaus ei voi käsitellä muodonmuutos, hallita liekki paikallinen lämmitys aiheuttama muodonmuutos laki on tehdä hyvää työtä korjaus painopisteen, määrittää vaikutus liekki korjaus on lähinnä sijainti lämmitys ja lämmitys lämpötila. Lievästä teräksestä ja tavallisesta seoksesta hitsattuja rakenteita käytetään yleensä 650-8000C lämmityslämpötila, yleensä ei sovellu yli 9000C. katso taulukko 2 eri väreillä voidaan erottaa lämpötila-alue.

Kun korjaaminen lämmityksen avulla, jotta korjausvaikutus voidaan parantaa, sitten lämmitysprosessissa voidaan myös käyttää ulkoista voimaa korjaamaan, kun liekkikorjaus, lämmityspisteen jäähdytys on olemassa kahdella tavalla, eli luonnollisella jäähdytyksellä ja vesijäähdytyksellä, veden ja tulipalon korjausmenetelmän käyttö voi tehdä rakenteellisesta korjauksesta nopeampien tulosten keräämiseksi, ja se voi tehdä korjauksen määrän ylittävän luonnollisen jäähdytyksen korjausmäärän, kuten korjaamalla suuren poikkileikkauksen H teräsprofiilien korjaaminen.













Ei kommentteja