
järjestää järjestykseen

Esittelemme muutamia yleisiä hitsauspölyn käsittelyratkaisuja – löydä itsellesi sopiva vaihtoehto!
Monet tehtaat etsivät myös erilaisia keinoja hitsauspölyongelman ratkaisemiseksi hitsausosastoillaan, mutta eräiden tekijöiden vuoksi hitsauspölyn hallinta ei useinkaan ole toivottua, eikä se täytä ympäristövaikutusten arviointivaatimuksia, tai sitten ympäristövaikutusten arviointi on tuolloin hyväksytty.


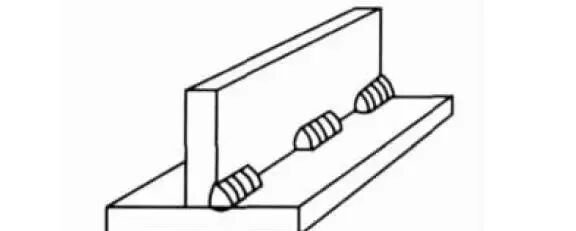
Yksipuolinen hitsaus, jossa sauma muodostuu molemmin puolin, on vaikeaa – missä se vaikeus piilee?
Kun hitsauslangan ulkonema on liian pitkä, lanka ylikuumenee ja sulaa paloittain, mikä aiheuttaa hitsausprosessin epävakautta, lisää roiskeita, heikentää sauman muodostumista ja heikentää kaasun suojaavaa vaikutusta sulakammioon. Jos kyseessä on kaasuhitsaus tai jatkuvakaarihitsaus pohjakerroksen hitsauksessa
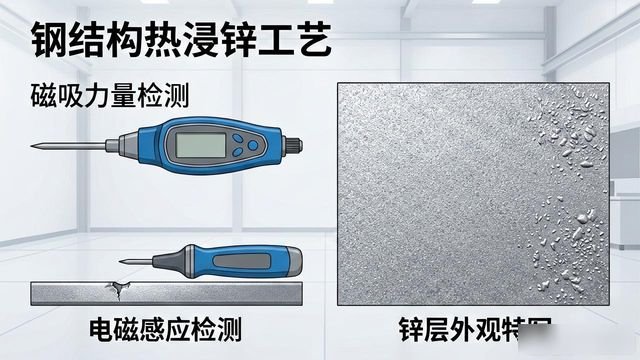
Esittely teräsrakenteiden kuumasinkitysprosessista
Teräsrakenteiden kuumasinkitys (http://.steelguard/) 1. Tekniset vaatimukset: Verkkorakenteiden (mukaan lukien kulkutiet, tikkaat ja muut vastaavat rakenteet) sekä kattopalkkien korroosiosuojaus: Teräs on hiekkapuhallettava ruosteenpoistoksi ennen happopesua. Ruosteenpoistoluokka...

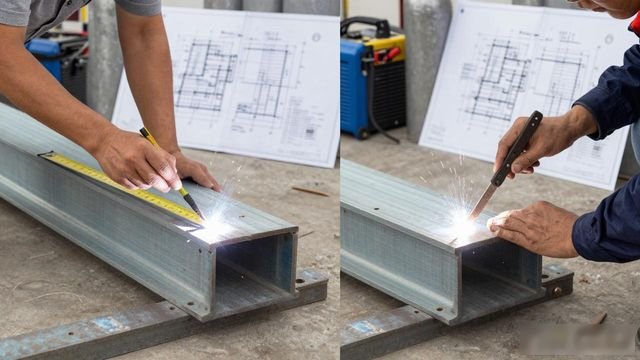
Tunnetko todella nämä hitsausapuvälineet?
(1) Perusosat: Työpöydän viidellä työpinnalla on 100 mm × 100 mm:n ruudukko (yleensä D28-sarja) tai 50 mm × 50 mm:n ruudukko (yleensä D16-sarja), ja työpöydällä on asteikkomerkinnät.
刃板齿座的焊接-AY解析.ppt
刃板齿座的焊接-AY解析.ppt,齿座和主刃板的焊接 Editor: Kent O Norling. Translator: Simon He Date: *

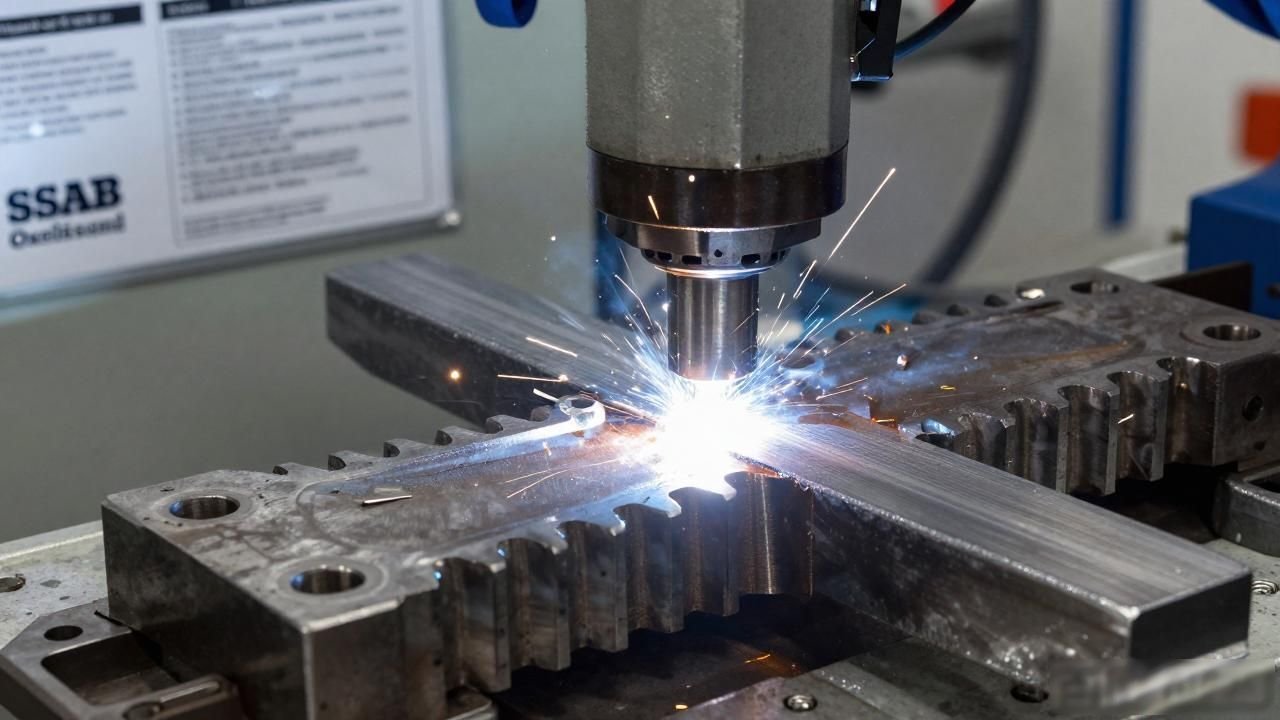
Erilaisia metallien 3D-tulostustekniikoita
Metallin 3D-tulostusta pidetään kaiken 3D-tulostuksen huipuna. Lujuuden ja kestävyyden suhteen mikään ei vedä vertoja metallille. Ensimmäinen metallin 3D-tulostusta koskeva patentti oli DMLS (suora metallin laser-sintraus), jonka saksalainen EOS-yhtiö sai 1990-luvulla

