

溶接は構造用鋼材を接合する一般的な方法であ り、一部の重要な溶接部には通常、完全溶け込み 溶接が使用される。金属が溶接されると、局部的に加熱されて溶融し、加熱された部分の金属と周囲の母材との間に大きな温度差が生じるため、溶接プロセス中に過渡応力が発生する。
元の温度まで冷却すると、溶接継ぎ目および継ぎ目近傍の引張応力と母材の圧縮応力が接合部全体でバランスし、その結果、構造物自体に溶接残留応力が発生する。
この時、溶接応力の作用により、溶接部の構造には様々な変形が現れる。残留応力の存在と変形の発生は相互に変容しており、変形のパターンを明らかにして変形の防止、低減、矯正の方法を見出すことは容易ではない。
I. 形状の溶接変形とその原因
鋼構造物の溶接後に発生する変形は、構造物全体の変形と局部的な変形という2つの状況に大別できる。構造物全体の変形は、構造物の縦方向および横方向の短縮、ならびに曲げ、すなわち反りを対象とする。局所的な変形には、凸変形、波状変形、角度変形が含まれる。
1.1 変形の一般的な基本形
板開先突合せ溶接は、長さの短縮、すなわち、このような状況の縦収縮があるでしょう、また、幅の狭小化、すなわち、変形の種類の横収縮があるでしょう、そして、彼らは、特定の基本的な形態の一般的な溶接変形である角度変形の後に板開先突合せ溶接と同様に、次の種類になります。
溶接後の部材には角度変形が生じ、部材の長手方向に沿って異なる値を示し、部材のフランジとウェブの長手方向の収縮に不整合が生じ、ねじり変形が生じる。
薄板の溶接後、母材の圧縮応力領域は不安定化し、その結果、板表面の反りと波状変形が生じる。溶接継ぎ目の縦方向の収縮と横方向の収縮は、部材の中心と軸に対して非対称であり、これが部材の全体的な曲げを誘発し、このような変形は曲げ変形である。
これらの変形は変形の基本形に属し、さまざまな複雑な構造変形は、これらの基本変形の発展形であり、基本変形の変形であり、基本変形の合成である。
1.2 溶接変形の原因
溶接工程では、溶接部が局部的かつ不均一に加熱され、これが溶接応力と変形の原因となる。溶接工程中、溶接継ぎ目および継ぎ目に隣接する加熱部位の金属は膨張し、周囲の低温の金属がこの膨張を妨げるため、溶接部内で圧縮応力および塑性収縮変形が発生し、その結果、横方向および縦方向の収縮の程度が異なる。両方向の収縮の結果、溶接構造物には様々な変形が生じる。
溶接構造物の変形に影響を及ぼす要因
溶接の変形量に影響する因子の数が多いため、同じ因子が縦方向の変形に対応することもあれば、横方向の変形と角度のある変形が逆の効果を示すこともある。総合的に様々な変形のための様々な要因の影響を分析するために、基礎の所望の結果を達成するために変形を制御するための合理的な措置を講じることである法則にその影響を習得する。そうでなければ、望ましい結果を得ることは難しい。
(1)溶接断面積が影響し、溶接断面積は、金属空間面積の範囲内の融合線を指し、溶接面積が大きくなると、量の塑性変形によって引き起こされる冷却収縮が大きくなります。
(2)溶接入熱の影響をもたらす方法:通常、入熱が大きい場合は、高温ゾーンの範囲が加熱され、冷却速度が遅くなり、関節の塑性変形ゾーンが増加し、それが縦、横、または角度変形のためであるかどうか、変形の役割を増加させます。しかし、表面クラッディングの場合、入熱がある程度まで増加すると、板厚全体の温度が近くなる傾向があるため、入熱が増加し続けても、角変形は増加せず、減少する。
作業の予熱、層間温度の影響は、冷却速度の減速、収縮や変形の増加をもたらし、熱入力の増加に相当する予熱温度が高いほど、層間温度は、同じです。
(4)溶接方法の影響:鋼構造物の溶接施工では、エレクトロスラグ溶接の場合を除き、多くの方法で使用されることが多く、サブマージアーク溶接の入熱が最大の存在であり、溶接面積などの条件は同じで、収縮変形が最大の性能である。手動アーク溶接の入熱は中間の範囲にあり、サブマージアーク溶接に比べて収縮変形は小さく、CO2ガスシールド溶接の入熱は最も小さく、収縮変形の反応も最も小さい。
(5) 変形に及ぼす溶接位置の影響:構造物における溶接部の位置が非対称であることを考えると、このような状況はさまざまな変形をもたらす。
(6)溶接変形の構造の剛性は、主に構造の形状とその断面の大きさによって決定される構造の剛性の大きさに影響を与える構造の剛性は比較的小さいですが、溶接の変形は比較的大きくなる、構造の剛性、比較的小さいの完了後の溶接の変形。
これは、使用される組立方法の違いにより、構造体の変形に影響を及ぼす可能性がある。これは、組立と溶接の仕様が溶接変形に及ぼす影響であり、通常、組立全体が完了した後に溶接を行う場合に発生する変形よりも小さい。
プロジェクトの溶接時間では、様々な条件と多くの要因の観点から役割を果たし、溶接残留変形は、法律で提示され、比較的複雑であり、単独でプロジェクトの影響をもたらす役割を果たす各要因を知っている特定の状況の特定の包括的な分析を実施するのに役立ちます。
III.構造的変形を防止・軽減するための対策
1つは、溶接の断面積を小さくすること、2つ目は、過度の欠陥のない無傷の溶接を得るという前提条件の下で、3つ目は、可能な限り小さな開先サイズを目指すこと、4つ目は、この開先サイズには、角度だけでなくギャップも含まれることである。
第二に、降伏強度がそれ以下の場合、焼入れ性はあまり強くない鋼材で、比較的小さな入熱状況を利用し、できるだけ予熱を行わないか、予熱温度と層間温度を適度に下げる;CO2ガスシールド溶接法などの小さな入熱溶接法を優先的に選択する。
(3) 厚板溶接は、単層溶接ではなく、できるだけ多層溶接で行う。
(4)両面を溶接することができる場合操作 na、対称開先の両側を使用する必要があり、多層溶接で使用するコンポーネントと溶接シーケンスの対称軸、図2に示すように、下。
図2:両面開先による対称溶接シーケンスによる角ひずみの低減
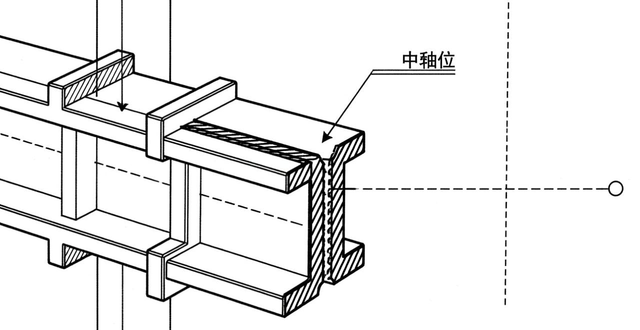
(5)T型継手の板厚は、図3を参照し、開角突き合わせ溶接の方が大きい:
図3:T型継手の板厚が大きい場合の開先すみ肉突合せ溶接
(6)基本的なオフセット(補償)に事前に溶接部品を製造する方法の非常に一般的である溶接後の角度変形を制御するための溶接前の変形防止方法の使用。
溶接後の変形を防止する目的は、溶接後に曲がった状態を呈する反り変形法によって達成される。表1に溶接前の箱柱、図4に溶接前のH形鋼の反り変形量の参考値を示す:
![图片[1]-一、焊接变形的形式与原因-大连富泓机械有限公司](https://cndlfh.com/wp-content/uploads/2025/12/QQ20251002-201911.png)
図4 H型鋼フランジの溶接前背面変形の参考値
(7)剛性固定法、強制法とも呼ばれる。実際には、剛性の高い部材の方が溶接後の変形は少ないのが普通である。剛性の低い部材の場合は、溶接前に部材の剛性を高めておけば、溶接後の変形も小さくなる。この方法を適用する場合は、溶接が冷めるまで待ってから固定具や支持具を取り外すことが重要である。 一般的な方法には、固定具法、支持具法、タイヤ法、仮固定法(釘固定法、圧縮固定法など)、鋲溶接法などがある。
(8)ハンマー溶接法:この方法は、主に薄板溶接に適用され、薄板とその熱影響部の溶接がまだ完全に冷却された状態にない場合は、すぐにその領域のためにハンマーに、厚板のためにハンマーに風銃の使用です。
(9) 部材の長さを確保する方法による、溶接継ぎ目の長手方向の収縮変形の補正。
(10) 設計に際しては、溶接継ぎ目の数と大きさをできるだけ少なくすることが必要である。溶接継ぎ目を合理的に配置するには、溶接継ぎ目が密に見えるのを防ぐだけでなく、溶接継ぎ目をできるだけ部材の中心および軸に近づける必要がある。
シャフトに対して左右対称。
(11)溶接順序は正しく選択する必要があり、鋼構造物に突合せ溶接と隅肉溶接がある場合、原則に従って突合せ溶接を先に溶接し、隅肉溶接は反対方向に溶接する必要があります。十字形溶接とT字形溶接の場合、溶接応力の集中を避け、接合部の品質を確保するために、正しい順序を採用する必要があります。鋼構造物の中心と軸に対称に溶接する溶接方法と、中間から2つのセクションに溶接する溶接方法は、変形を低減するのに非常に有利です。鋼構造全体と軸線に対称な溶接方法を採用し、中央から2つのセクションに溶接する方法を採用し、変形を減少させるのに非常に有利であり、高い強度が要求される鋼構造の重要な部分を溶接する場合、接合部はできるだけ拘束されずに自由に収縮させるべきである。
四、溶接後の修正方法の溶接変形
設計や仕様の要求を満たすためには、溶接された構造部品の溶接変形を矯正しなければならない。別の言い方をすれば、この矯正は実際には、発生した変形を補ったり相殺したりするために、新たな変形を作り出す方法を見つけようとしているのである。建設生産、最も一般的に使用される溶接後の残留変形補正方法は、力補正、加熱補正、およびこれらの場合に使用されるこれらの2つの方法の組み合わせに分けることができます。
4.1 力補正方法
矯正作業は通常、ジャッキ、スクリューローダー、ローラー矯正機、大型プレス機などを使って行われる。
4.2 加熱補正方法
これは、不均一な加熱によって、構造物が逆の変形を獲得することを意味し、元の溶接歪みを補正または打ち消すことを目的としている。加熱補正の加熱方法は、点加熱、線加熱、三角加熱に分けることができます。加熱補正は、多くの力の補正が変形に対処することはできません排除することができ、法律の変形によって引き起こされる火炎局所加熱を制御することは、焦点の補正の良い仕事をすることです、火炎補正の効果を決定するには、主に加熱と加熱温度の場所です。軟鋼と一般的な合金の溶接構造は、通常650〜8000Cの加熱温度を使用し、一般的に9000C以上には適していません。

加熱の助けを借りて修正するとき、修正効果を向上させることができるようにするために、その後、加熱プロセスでも修正するために外力を加えることができ、炎の修正時に、加熱点の冷却は、2つの方法、すなわち、自然冷却と水冷が存在し、水と火の修正方法を使用すると、より速い結果を収穫するために構造修正を行うことができ、修正量は、H鋼の大きな断面の修正として、自然冷却の修正量を超えることができます。鋼断面の修正として、自然冷却の修正量を上回る修正量を得ることができる。













コメントなし