
In der Realität, viele Unternehmen, um eine Menge Kosten zu sparen, eine große Anzahl von hausgemachten einseitig bohrenden Werkzeug für die Durchführung der Verarbeitung, für diese Situation analysiert werden, unter Hinweis auf die Mängel der einseitigen Schneiden, auf der Grundlage der tatsächlichen Verarbeitung der gesammelten Erfahrungen, um eine Multi-Schneide bohren Scheibe, so dass die Verarbeitung Effizienz verbessert wurde, die Kosten für die Herstellung eingespart werden kann.
Es gibt eine Art von Werkzeug für Multi-Messer Schneiden grobe Bohrung verwendet wird, heißt es Bohrer Fräser Scheibe, Bohrer Fräser Scheibe ist von 4 bis 8 Maschine Spannen Bohrer, symmetrisch in den Schneidstoff Schlitz der Fräser Scheibe montiert, und dann durch die sechseckigen Schrauben auf der Fräserscheibe geschraubt, zwei rechteckige Platte mit gezackten Einstellzähne, jeweils, sind in der unteren Oberfläche des Fräsers Körper und der Fräser Scheibe fixiert, wenn die beiden oberen und unteren Einstellplatte jeweils gestaffelten Zahn, wird die Bearbeitung Durchmesser eine Differenz von 1 mm. installiert werden. Alle Schneidkanten des Bohrwerkzeugs sind in der gleichen Ebene in der axialen Richtung, der Neigungswinkel der Kante ist 0°, der Bearbeitungsradius ist genau die gleiche Größe, und der Einstellradius kann bis zu 20mm sein. die Struktur dieser Fräserscheibe ist extrem einfach, seine Schneiden ist sehr glatt, es ist sehr bequem zu justieren, es ist einfach, die Fertigungsseite zu erreichen, die Kosten sind extrem niedrig, und es ist die Bearbeitung Effizienz ist höher als die einzelnen Fräser um mehr als 10 mal.
1、Mängel der einschneidigen Bohrstange
Große Schmiedeteile für die Verarbeitung, die Entfernung des Betrags sind sehr groß, gibt es einige Fälle sogar mehr als 100mm, grobe Bearbeitung Zeit erforderlich oft für die gesamte Bearbeitungszeit von etwa 70%. Vor allem in der Bohrmaschine für grobe Bohrung Betrieb der Bohrung, verbraucht durch die Arbeitszeit auch für die gesamte Bohrung Zeit von 80% bis 90%. Bohrmaschine in grobe Bohrung Verarbeitungseffizienz ist sehr gering. Die Effizienz der Bohrmaschine in grobe Bohrung ist sehr gering, das ist, weil in der Bohrung gehört zu einem einzigen Cutter Schneiden, Schneide ist ein großer Winkel der Neigung sowie der Schaft ist dünn und lang, und andere Faktoren überschneiden sich in den Zustand der Vibration ausgelöst.
Die meisten Bohrstangen, die in Bohrmaschinen verwendet werden, haben eine Nut in der Mitte der Stange, was dazu führt, dass die Schneide nicht zentriert ist, wie in Abbildung 1 dargestellt. Es gibt drei Mängel in dieser Art von Bar, erstens, das Werkzeug ist einseitig Schneiden, weil die Schnittkraft auf einer Seite konzentriert ist und somit Vibrationen verursachen; zweitens, das Werkzeug der Schneide Neigungswinkel ist relativ groß, aber der Span Raum ist relativ klein, in der Bildung von Spänen, wird an der Wand des Loches durch die Extrusion und Kollision, die Vibrationen verursacht unterzogen werden; drittens, mit dem Lochdurchmesser allmählich größer und größer werden, die Spitze der Schneide mit der Mitte der Bar Abstand wird immer weiter entfernt, und die Toolbar ist dünn und lang, nicht steif genug, wodurch Vibrationen. Drittens, wenn der Bohrungsdurchmesser größer wird, wird der Abstand zwischen der Werkzeugspitze und der Mitte der Bohrstange immer größer, und die Stange ist dünn und lang, die Steifigkeit ist nicht genug, um Vibrationen zu verursachen. In diesem Fall kann nur gehen, um die Schnittgeschwindigkeit zu reduzieren, reduzieren Sie die Tiefe des Vorschubs, reduzieren Sie die Höhe der Werkzeugbewegung.
(a) Vibration und Abweichung durch einseitiges Schneiden. (b) Vibration und Abweichung durch Vorwärtsbewegung des Werkzeugs.
Abbildung 1 Schnittkante außerhalb der Mittellinie
Im Falle der Motorleistung ist die gleiche, in der Bohrstange Durchmesser und Länge der gleichen Bedingungen, bei der Verarbeitung der gleichen Werkstück Loch Bedingungen, Bohrmaschine grobe Bohrung Schnittgeschwindigkeit, sondern auch weniger als die Hälfte der Drehmaschine, und die Tiefe der Futtermittel, sowie die Menge der Werkzeuge, sind deutlich kleiner als die Drehmaschine. Daher ist die Bohrmaschine, um ein Schneiden nicht produzieren Vibrationen, und die Effizienz der Verarbeitung der Bohr-Werkzeug, das grobe Bohren ist dringend notwendig, um das Problem zu lösen.
2、 Merkmale der Bohrscheibe
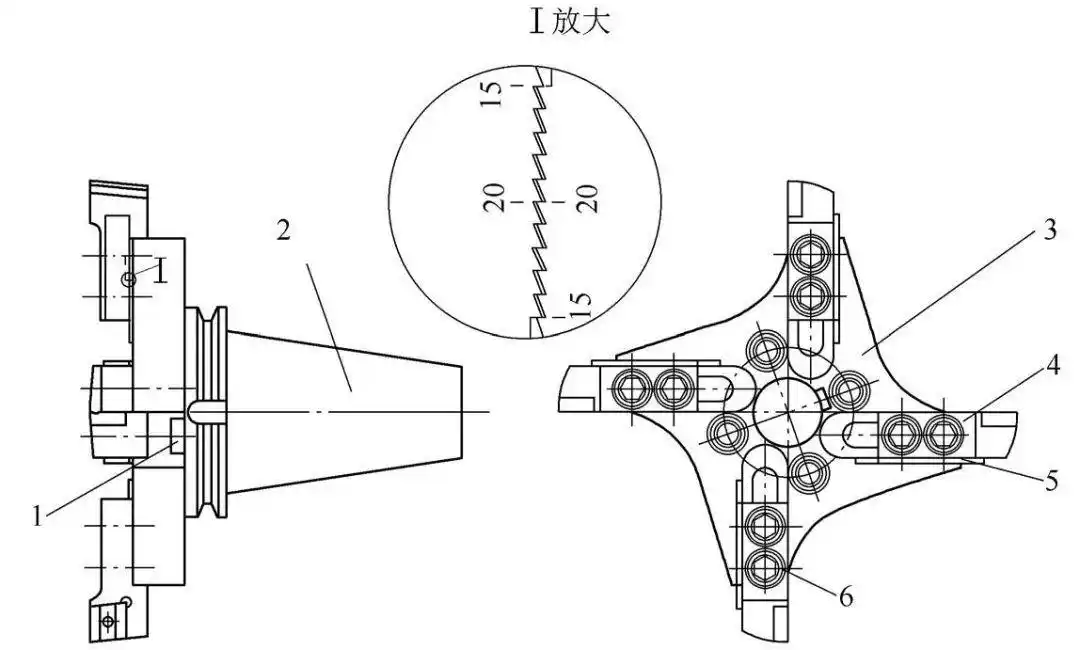
In Anlehnung an die Verwendung von Mehrschneidern auf Frässcheiben zum Schruppen von Bohrungen können die Frässcheiben mit einigen geringfügigen Modifikationen als effizient schneidende Bohrscheiben verwendet werden (siehe Abbildung 2). Die Ausdrehscheibe besteht aus der Messerplatte, einem rechtsgängigen, maschinengeklemmten Ausdrehfräser, einer gezahnten Einstellplatte, einem Kegelschaft, einer Innensechskantschraube und einer Vierkantmutter.
![图片[1]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_2.webp)
Abb. 2 Bohrerscheibe
1-Vierkantmutter 2-Kegelschaft 3-Werkzeughalter 4-Rechtsversetztes Spannen von Bohrwerkzeugen
5 - Gezahnte Einstellplatte 6 - Befestigungsschrauben mit Innensechskant
Es gibt vier 55 mm mal 20 mm mal 6 mm offene taillenförmige Nuten, diese taillenförmigen Nuten sind gleichmäßig im linken Ende der Scheibe verteilt (siehe Abbildung 3) und zeigen eine Verteilung des Zustands der taillenförmigen Nuten in der Mittellinie der Scheibe, und in den taillenförmigen Nuten wird aus einem 38 mm mal 11 mm taillenförmigen Durchgangsloch und einer anderen Bearbeitungssituation herausgearbeitet, die andere Seite der Scheibe ist auch die Rückseite der Scheibe, die mit vier 53 mm mal 18 mal 6 mm offenen taillenförmigen Nuten zu bearbeiten ist, diese Nut und ein weiteres taillenförmiges Durchgangsloch liegen in der gleichen Ebene mit der Mittellinie des linken Endes der offenen taillenförmigen Nuten. Die andere Seite der Fräserplatte, d.h. die Rückseite der Fräserplatte, ist mit vier 53 mm x 18 x 6 mm großen offenen taillenförmigen Nuten zu bearbeiten, wobei die Mittellinie dieser Nut und der anderen taillenförmigen Durchgangsbohrung und die Mittellinie der taillenförmigen Nuten an der linken Stirnseite in derselben Ebene liegen, und auf der Oberseite der taillenförmigen Nuten ist eine Spanabfuhrkerbe eingearbeitet, und das rechte Ende der Fräserplatte ist mit dem Kegelschaft verbunden.
Abbildung 3 Trennscheibe
Der rechts gekröpfte, maschinell eingespannte Ausdrehfräser mit einer Gesamtlänge des Fräserkörpers von sechzig Millimetern, wie er in Abbildung 4 dargestellt ist, hat einen vierzig mal zwanzig mal zwanzig Millimeter großen, rechteckigen Schaft mit zwei Durchgangslöchern von zehneinhalb Millimetern Durchmesser, die in der Mitte der Vorder- und Rückseite des Fräserschaftes im Abstand von achtzehn Millimetern angebracht sind, und zwei Senkungen von siebzehn Millimetern Durchmesser und zehn Millimetern Tiefe, die vor den Durchgangslöchern angebracht sind. Es gibt zwei Zylinderschrauben mit Innensechskant M10, die durch die Durchgangslöcher des Fräserkörpers und dann durch die Durchgangslöcher in der Taille der Frässcheibe gehen und dann mit der rechteckigen Mutter M10, die sich in der offenen Taillennut auf der Rückseite der Frässcheibe befindet, gekoppelt werden, wodurch der Bohrer in der offenen Taillennut am linken Ende der Frässcheibe in einer Tiefe von sechs Millimetern festgezogen wird. Zwischen dem Fräser und der Nut besteht eine kleine dynamische Spielpassung. Nach dem Einsetzen haben die Schneidkanten der Bohrungen eine Neigung von 0° und alle Schneidkanten der Ausdrehfräser liegen in axialer Richtung in derselben Ebene, während die zugehörigen bearbeiteten Radien gleich groß sind.
![图片[2]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_5.webp)
Abbildung 4 Rechtsversetzte Spannbohrwerkzeuge
Gezahnte Anpassungsplatte, siehe Abbildung 5, ist es, besteht aus zwei rechteckigen Platte, ist ein 50mm × 10mm × 3mm, der andere ist 50mm × 2mm × 3mm, diese beiden haben eine gezahnte Anpassung Zähne, seine Zähne sind rechtwinklige Dreiecke, die Größe der 0,5mm × 0,2mm. 4 Gruppen von einer solchen gezahnten Anpassungsplatte, die Verwendung von Draht schneiden zur gleichen Zeit, so dass wir sicherstellen können, dass die Abmessungen genau die gleichen sind. 4 Gruppen dieser gezackten Platten werden gleichzeitig durch Drahtschneiden bearbeitet, um sicherzustellen, dass die Abmessungen identisch sind. Die Einstellplatten sind an der Unterseite des Messerkörpers und an der linken Seite der Messerscheibe neben der offenen Taillennut befestigt, um sicherzustellen, dass die vier Spitzen mit demselben Radius bearbeitet werden, wenn jeder Plattensatz an der 0-Prozent-Markierung ausgerichtet wird. Die Einstellung bedeutet, dass jedes Mal, wenn die obere und die untere Platte um einen Zahn versetzt sind, ein Unterschied von 1 mm im Bearbeitungsdurchmesser besteht, und die Einstellung ist bis zu einem Durchmesser von 40 mm möglich.
Abbildung 5 Gezahnte Einstellplatte
Verwendet für die Verarbeitung größerer Durchmesser Bohrung Scheibe, kann in die Form in Abbildung 6, diese Scheibe zusätzlich zu der Installation von 8 Bohrwerkzeug, und die Scheibe äußeren Abmessungen sind größer, und seine beiden Endfläche Öffnung Taille-förmige Nut, Taille-förmige Durchgangsloch, und Bohrwerkzeug Größe, und die gleiche wie die 4-Werkzeug-Kopf Bohrung Scheibe, die Bohrung Scheibe für größere Durchmesser Bohrung Verarbeitung, die Verarbeitung Effizienz ist doppelt so viel wie die 4-Werkzeug-Kopf Bohrwerkzeug.
Boring Cutter Platte für die Bearbeitung von kleineren Durchmesser Löcher ist in Abbildung 7, die linke Stirnseite der Cutter-Platte in Form von gleichmäßig verarbeitet 4 offenen taillenförmigen Nuten, die Größe der Nut ist 25mm × 16mm × 6mm, die taillenförmigen Nuten der Mittellinie von der Cutter-Platte Mittellinie von 8mm, in diesen taillenförmigen Nuten innerhalb der taillenförmigen Löcher verarbeitet werden aus einem 10mm × 11mm taillenförmigen durch Löcher, die Cutter-Platte zurück auf die Rückseite der Cutter-Platte ist auch verarbeitet 4 23mm × 15mm × 6mm offenen taillenförmigen Nuten, die Rückseite und der Schaft mit Kegel Schaft mit dem Cutter bar verbunden. ×Die Rückseite der Scheibe ist mit vier 23mm × 15mm × 6mm offenen taillenförmigen Nuten bearbeitet, und die Rückseite der Scheibe ist mit einem Kegelschaft mit dem Werkzeughalter verbunden. Die Wendeschneidplatte wird mit einem rechtwinklig gekröpften Spannbohrer mit kurzem Schaft betrieben (siehe Abb. 8). Die Gesamtlänge des Fräserkörpers beträgt 33 mm, und der Schaft hat eine rechteckige Form von 18 mm x 16 mm x 20 mm, und in der Mitte der Vorder- und Rückseite des Fräserschafts ist ein Durchgangsloch von φ10,5 mm gefräst, und in der Vorderseite des Durchgangslochs ist eine Senkung von φ17 mm x 10 mm gefräst, und der Bohrer ist mit Hilfe einer M10-Innensechskantschraube sicher befestigt. Mit Hilfe von M10-Sechskantschrauben wird das Ausbohrwerkzeug fest in die taillenförmige Nut am linken Ende der Mähscheibe geschraubt. Die Schneiden aller installierten Ausdrehfräser liegen in der gleichen axialen Ebene mit der gleichen Bearbeitungsradiusgröße, und die Neigung der Ausdrehschneide beträgt 0°.
![图片[3]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_7.webp)
![图片[4]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_8.png)
Abbildung 6 Bohrscheibe für die Bearbeitung von Bohrungen mit größerem Durchmesser
![图片[5]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_9.webp)
Abbildung 7 Bohrscheibe für die Bearbeitung von Bohrungen mit kleinerem Durchmesser
Abb. 8 Rechtsversetzte Spannbohrwerkzeuge mit kurzen Schäften
Die Einstellplatte ist gezahnt und besteht aus zwei rechteckigen Platten, eine mit den Abmessungen 25mm x 10mm x 3mm und die andere mit den Abmessungen 25mm x 2mm x 3mm, und beide rechteckigen Platten haben gezahnte Einstellzähne mit einem Einstelldurchmesser von 20mm.
3. der Verarbeitungseffekt
Die Verwendung von 4 bis 8 Bohrwerkzeug Bohrscheibe zu bohren, die Verarbeitung aller Schneiden zusammen geschnitten, ist der Messerkopf symmetrisch verteilt, die radiale Schnittkraft ist genau das gleiche, und die Richtung der umgekehrten, die obere und untere, links und rechts gegenseitig versetzt. Gewöhnliche Bohrwerkzeug große Kante Neigung, Schnittkraft auf einer Seite konzentriert, der Mangel an Steifigkeit der Bohrstange und Spanabfuhr Mängel zu überwinden, ist die Vibration beseitigt, kann die Schnittgeschwindigkeit um 1 bis 2 mal erhöht werden, kann die Menge der Werkzeuge um 50% erhöht werden, kann die Bearbeitung Effizienz um mehr als 10 mal erhöht werden. Die Schnittgeschwindigkeit kann um das 1- bis 2-fache erhöht werden, das Zerspanungsvolumen kann um 50% erhöht werden, und die Bearbeitungseffizienz kann um mehr als das 10-fache gesteigert werden. Das Einstellen des Bearbeitungsradius mit der gezahnten Einstellplatte ist schneller, einfacher und genauer.
Die gleichen Spezifikationen der Bohrscheibe können so konfiguriert werden, dass zwei verwendet werden, wenn eine Scheibe zum Bohren verwendet wird, kann die andere Scheibe auf den Durchmesser des nächsten Schnitts in der Position eingestellt werden, bis der vorherige Schnitt bearbeitet ist, können Sie sofort die bereits eingestellte Scheibe ersetzen, um die Bearbeitung fortzusetzen. Auf diese Weise kann die Nichtbearbeitungszeit minimiert und die Bearbeitungseffizienz verbessert werden.
Beim Schruppen der Bohrung ist die Bearbeitungseffizienz der Ausdrehscheibe zwei- bis viermal so hoch wie die eines importierten Doppelwerkzeugs, wobei die Herstellungskosten nur etwa halb so hoch sind wie die eines Doppelwerkzeugs, so dass die Kosteneffizienz weitaus höher ist als die eines Doppelwerkzeugs.
Mit extrem einfache Struktur, gute Steifigkeit, hohe Festigkeit, glatte Schneiden, bequeme Anpassung, die Herstellung ist nicht schwierig, Low-Cost-Eigenschaften der Bohrscheibe, kann in der Bohrmaschine verwendet werden, sondern auch in der Kegelschaft in einen Vierkantschaft kann in der Drehmaschine verwendet werden, sowie die Gantry-Fräsmaschine für den Einsatz.













Keine Kommentare