
Along with the growing economy, thestainless steelsMaterial plate, the application of the field has become more and more extensive, and its related products, has been in the machinery manufacturing, shipbuilding, bridge construction and many other industries have been widely used. Stainless steel plate processing, mainly in the form of laser cutting this way, if you want to reach a high quality cutting effect, then you need to master certain process skills.
Generally speaking, the medium plate refers to the steel plate with a specific thickness range, that is, the thickness is between 10.0 and 25.0mm, while the thickness in the range of 25.0 to 60.0mm is called thick plate, and when the thickness is more than 60.0mm, it will be the extra thick plate.
Criteria for the excellence of laser cut thick plates
1. Roughness
After laser cutting, the section will appear vertical lines, the depth of these lines will have an impact on the roughness of the cut surface, when the lines are shallow, the cut section will be smoother, while the lines are deeper, the section will be rougher, and the shallower the lines, the higher the quality of the cut.
2. Verticality
For thick sheet metal, the perpendicularity of the cutting edge is critical. When away from the focal point, the laser beam becomes divergent, which can lead to inconsistencies in the width of the cut above and below. If the cutting edge deviates too much from the vertical line, the workpiece will not be up to standard and will be difficult to use. Moreover, the more vertical the edges of the workpiece, the higher the quality of the cut.
3. Cutting width
The width of the cut, which determines the inner diameter of the contour, is adjusted during the actual cutting process to compensate for the cut material and to ensure that the workpiece is of the required size.
4. Texture
When cutting thick plates at high speeds, the molten metal is not ejected from the kerf below the vertical laser beam, but rather from the back of the laser beam, which results in curved lines at the cutting edge, which can be greatly eliminated by lowering the feed rate at the end of the cutting process to solve this problem.
5. Burr
The presence or absence of burrs and the number of burrs are extremely critical factors in determining the quality of the laser cut, and the extra work required to remove them is factored into the time and labour costs. Therefore, the presence or absence of burrs is the fundamental criterion to judge whether the laser cutting is qualified or not.
6. Heat affected areas
The depth of what is called the heat-affected zone is defined as the depth of the area where the internal structure has changed. In the laser cutting process, the metal area near the cut is heated, and this heating may cause the structure of the metal to change. For example, some metals may become hardened.
7. Deformation
If the cutting causes the part to heat up dramatically, it will deform, which is especially critical in fine machining. Controlling the laser power and using short laser pulses reduces part heating and prevents distortion.
Process requirements for laser cutting of thick stainless steel plates
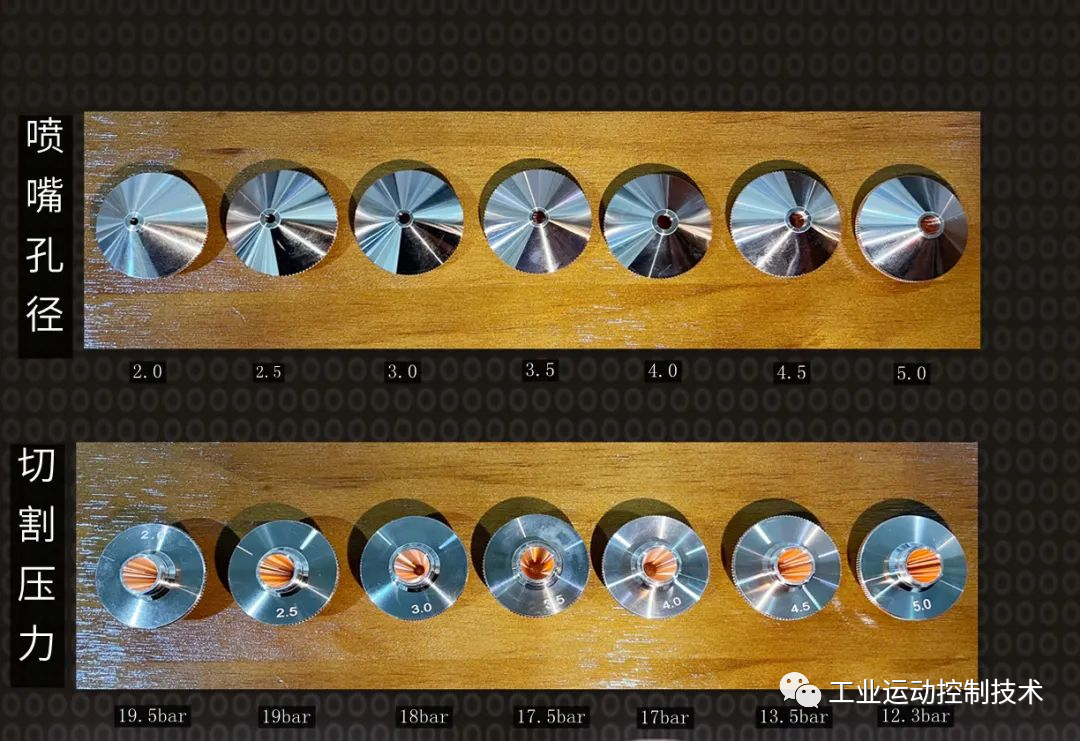
1. Nozzle selection
The size of the nozzle diameter determines the shape of the gas flow into the kerf, the gas diffusion area, the gas flow rate, which in turn affects the melt removal and the stability of the cut. The gas flow into the kerf is large, fast, and the workpiece is properly positioned in the gas flow, then the stronger the ability of the jet to remove the melt. The thicker the stainless steel, the larger the nozzle should be used, and the larger the proportional valve setting, the greater the flow rate to ensure the pressure to cut a normal section result.
Here, the specifications of the nozzle specifications, mainly refers to the end of the aperture, take the cutting nozzle, its aperture range is from 1.5mm to 5.0mm. aperture why this choice, mainly related to the cutting power, the greater the power, the heat generated will be more, which requires a larger volume of air. When we cut the plate below 3mm, generally use 2.0mm hole diameter nozzle; cutting 3mm to 10mm plate, will use 3.0mm nozzle, cutting more than 10mm plate, we need to use 3.5 and above the nozzle.
In the case of single and double nozzles for oxidising cuts (for which the auxiliary gas is oxygen), the nozzles are generally double-decked; in the case of single and double nozzles for fusion cuts (for which the auxiliary gas is nitrogen), the nozzles are usually single-decked. However, some lasers have specific instructions on whether to use single or double nozzles, and in this particular case it is necessary to follow the laser instructions.
![图片[1]-不锈钢中厚板的激光切割工艺-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771037174933_2.png)
2. Auxiliary gas selection and gas purity
In the stainless steel laser cutting process, often use a number of auxiliary gases, such as oxygen, nitrogen, air and so on, the use of different types of gases, the cutting section presents a different effect, oxygen will present a black section, air caused by the yellowish section, nitrogen allows stainless steel has been to maintain the original colour is not oxidized, stainless steel cutting of nitrogen as the first choice of auxiliary gases.
3. Focus position
There are different focal points, the thickness, material and quality of the cut there are differences, cutting different materials and thickness, have to be adjusted to a different focal point, before cutting, to measure out the actual zero focal point to zero focal point as a benchmark to carry out the cutting process parameters of the test and analysis of the stainless steel cutting negative focus as the main direction of choice of process.
4. Influence of laser frequency adjustment and pulse duty cycle on cutting quality
Effect of frequency variation on cutting of thick stainless steel plates:
From the range of 500Hz to 100Hz, the frequency decreases, the cutting section effect becomes more delicate, and the delamination is gradually improved. When the frequency is set to 100Hz; cutting is not possible and anti-blue light phenomenon occurs. With the help of frequency change; find out the best frequency range. In order to ensure the best cutting section; it is necessary to ensure that the number of pulses and single pulse energy to achieve a perfect match.













No comments