

Based on two automated production lines, elaborated on the production line processing, many types of parts and complicated state, single-process processing time is short, varieties change extremely frequently, the production line running beat appear stuck and not smooth, etc., and also analysed the main reasons for the low utilization rate of CNC machine tools, production line inefficiency; based on the manufacturing pain points, innovative research in the production line of multi-species and variable batch products in the high-efficiency processing technology, to reach the high efficiency processing and maximize the utilization rate of equipment, and the development of intelligent production line, and the development of intelligent production line. Achieved the efficient processing of automated intelligent production line and the maximisation of equipment utilisation, which is important for the development ofsmart manufacturingtechnology, constructing automatic production lines and implementing the application of smart manufacturing in production have a good reference value.
1 Preamble
Accompanied by the continuous development of intelligent manufacturing technology, the traditional manufacturing industry continues to carry out transformation and upgrading, the construction of automated production lines more and more mature, including articulated robots, logistics forklifts, such as the use of RGV more and more widely used, the production line processed by the object to show the number of batches of many varieties of complex structures and a series of characteristics, resulting in the production line as well as the utilization of the equipment is relatively low, part Processing efficiency is also very low, the existing production line manufacturing model in the depth of the technical level to adapt to the above products with these characteristics appear to be somewhat weak. In this paper, in view of the above situation, around the automated production line innovation of a number of core technologies, puts forward a production line for different degrees of complexity of the product processing method, the method contains automatic unmanned intervention, semi-automatic, intermittent automatic three production line operation mode, as well as multi-station multi-turntable clamping technology, innovative all-in-one process design technology, to solve a single process of processing time for a short period of time classified as a part of the production line processing efficiency is low The invention of automatic reset technology of processing environment solves the problem of no one intervening in the first piece of multi-batch parts, and stimulates the comprehensive efficiency of the production line through the invention of new technologies.
2 Background, purpose and significance
2.1 Background of the study
In the process of digitalisation and intelligence gradually implemented, the market competition has become more and more intense, the traditional manufacturing industry is facing great opportunities as well as challenges, and urgently need to carry out in-depth transformation and upgrading.
However, labour costs are on the rise, product value-added is on the low side, and the demand for personalized consumption is growing. These three problems are constraining the transformation and upgrading of China's manufacturing industry. Mass customisation, make full use of the existing resources of enterprises, with the help of modern design methods, grouping technology, information technology and advanced manufacturing technology, according to the personalized needs of customers, with the scale of mass production, to provide customized products and services. At that time, the discrete intelligent production line has a high degree of manufacturing flexibility, has a flexible process route, it can be based on data, the manufacturing process of the product to be improved, but also for quality testing, which helps to improve the efficiency of the manager's decision-making, and can be based on the production situation, to make dynamic real-time scheduling decisions. Therefore, under the mass customisation model, the construction of more efficient, more autonomous, more accurate and more energy-saving discrete intelligent production line will be the future of China's manufacturing industry to break the road.
The continuous development of science and technology, in the aerospace, automotive, shipbuilding and mould and other industrial areas, the production model from the earlier large quantities, a single species, and gradually evolved into today's small and medium batches, multi-species, parts and components of the shape has become more and more complex, the requirements of the process technology is increasingly improved, and once the scrap, the loss caused by the immeasurable, so how to enhance automated processing technology, improve processing efficiency and stable product quality will be particularly important. So how to enhance automated processing technology, improve processing efficiency and stabilise product quality, which will be particularly important.
2.2 Purpose and significance of the study
In the development process of aerospace products, presenting a wide variety of products, with the characteristics of variable batch size, short cycle, high complexity, and very frequent changes in the state of the parts and other characteristics, the traditional stand-alone discrete machining has not been able to meet the increasingly complex and diversified aerospace parts processing needs, in the stand-alone discrete machining towards the transformation of the process of intelligent machining, the automation production line In the process of transformation of single-machine discrete machining to intelligent machining, the in-depth application of automated production line has become a problem that needs to be solved.
Multiple CNC machine tools, logistics systems, scheduling systems, offline pre-setting systems, online measurement systems, together constitute an automated machining line, if the production line of the system, and the depth of the integration of product processing, then the degree of automated processing of parts will be greatly improved, the intensity of manual labour will be significantly reduced, product quality can be stable, the production cycle is guaranteed.
3 Characteristics and difficulties of production line processing
It has the characteristics of high production efficiency, it has the characteristics of less manual operation, and it contains the qualities of strong flexibility. With the help of automation technology, with the help of intelligent technology, can significantly improve production efficiency, can reduce production costs, can improve the economic efficiency of enterprises; for some repetitive work, for some dangerous work, can significantly reduce manual operation, can reduce the risk of quality can improve the safety of production; in the production of complicated and busy tasks, can be based on the demand for rapid adjustment can improve the core competitiveness of enterprises. enterprise core competitiveness.
At the same time, the development of automated production line processing and production line operation contains a number of difficulties: First, in the technical level to carry out independent research and development, break through the assembly and software technology bottlenecks, and pay attention to the core technology in the entire eco-chain; Second, in the management aspect need to promote organisational and management changes, so as to adapt to the management changes brought about by information technology; Third, in the development of the road of intelligent to introduce systems engineering top design, so that there is the possibility of achieving the deep integration of the three manufacturing technology and information technology. Third, on the road to intelligent development, system engineering and top-level design should be introduced, so that there is the possibility of achieving the deep integration of manufacturing technology, information technology and organisational management.

An example of the production line layout is shown in Figure 1.

Figure 1 Example of production line layout
4 Research and application of new technologies for production line processing
4.1 Research on new technologies for line processing
(1) The workshop has a number of machining production lines, on the basis of which the design of hybrid operation mode, first debugging of the production line, followed by application attempts, and then summarised, and finally innovative exploration, so as to successfully design a set of hybrid mode of operation, which covers the full-automatic, semi-automatic, and intermittent automatic three modes.
Tooling, cutting tools, zero point references, clamping positions and on-line measurement references are all unified and solidified to form a fully automated mode of operation, which also incorporates on-line inspection and automatic compensation technology to ultimately realise fully automated, 24-hour, unmanned intervention in the processing of products, a mode of machining that is primarily aimed at the on-line processing of high-volume, conventional parts.
For batch parts of high complexity, there exists such a production line processing mode, that is, semi-automatic mode of operation, the existing means can not be unmanned intervention, but requires a small amount of human intervention. For example, in the processing of a part, such as the installation and removal of cylindrical pins and other operations, it is necessary to stop the programme, to rely on human assistance to participate in order to continue to run; however, the part of the line clamping pre-adjustment and automatic measurement of the middle of the operation, such as these operations, is still automatically reached. This method is suitable for efficient machining of complex parts in the production line mode.
Intermittent automatic operation mode means that the pallet in-line switch is switched on during a labour break or before the end of the shift. Once the current programme has been executed, a fully automated product task is performed. This addresses the cross-scheduling of development and batch production parts. Complex pre-developed parts require more manual intervention. This situation is not favourable for the automation of the production line. Especially in the middle of the day and after midnight, there was a lot of wastage on the machines. This is why intermittent automation was invented. In the stage of complex parts processing development, during the day, manual participation in the measurement, adjustment, test cutting and other tasks, at the same time, but also on the fully automated operation of the part order operation, to be the operator before the end of the day, to light up the pallet online buttons, until the cabin program execution is complete, will automatically start the daytime order task, the machine tool to achieve continuous operation, and ultimately maximise the utilization of the equipment.
(2) The design of all-in-one process and the clamping design of multi-station and multi-rotary table, some parts require less time (less than 0.5 hours) for single-process machining, but the automatic transport of the workpiece, pallet exchange and other steps are quite frequent, which results in a higher proportion of the total machining time. Therefore, with the help of changing the clamping method of parts, the design of multi-process tooling, so that the parts can be clamped once to complete the processing of multiple processes, thereby reducing the proportion of auxiliary time in the total processing time such as transport of parts, and thus improve the machining efficiency of the parts. For large batches and complicated parts, the design of special multi-station tooling, parts can be clamped once to complete the processing of all the contents of the process.
(3) Processing environment automatic reset technology for large batches of parts, generally divided into multiple batches to schedule production, there is no way to do a one-time all scheduling. Therefore, during the operation of the production line mode, the first piece of each batch have to manually intervene to debug, and there is a certain risk of quality, through the study of the “machining environment automatic reset technology”, the preparation of the zero-point assignment procedure, the zero point of the machining, machining benchmarks, machining procedures, and the machining tool for binding. When entering the next batch of scheduling, the system will automatically restore the processing environment of the previous batch.
The idea of optimising the design of the automated production line is shown in Figure 2.
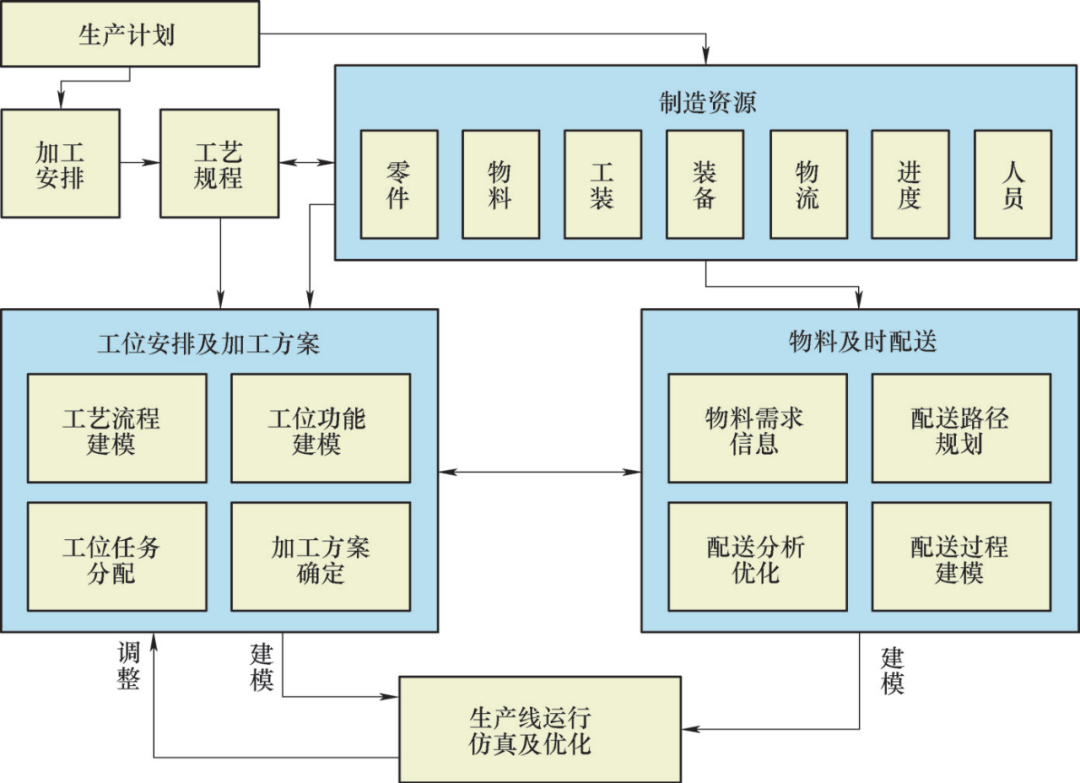
Fig. 2 Optimisation of automated production line design
4.2 Application validation of new technologies
In an intermittent and automatic mode, cross-producing parts for that batch of production as well as parts for research, the line's equipment utilisation efficiency increased from 47.09 per cent to 80.17 per cent, a significant improvement, as shown in Figure III.
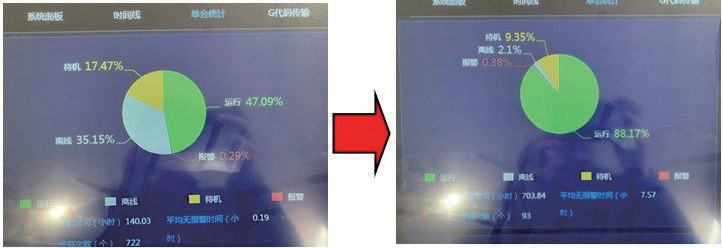
Figure 3 Comparison of production line equipment utilisation
A part of the finishing process covers both sides of the front and back of the clear root of this processing, as well as the end of the finishing process, through the design of the all-in-one process, the design of a special tooling, but also the design of a special machining program, reached the front finishing process in the machine tool to complete a one-time, the reverse side of the finishing process in the machine tool to complete a one-time, end of the finishing process in the machine tool to complete a one-time, reducing the two parts transfer time, reducing the time of two parts in storage out of time, the processing time is reduced to, efficiency increased by 33%, making the machine run more and more continuously. time, reducing the time of two parts into the warehouse and out of the warehouse, processing time is reduced to, the efficiency increased by 33%, making the equipment run more and more continuous, as shown in Figure 4, Figure 5.
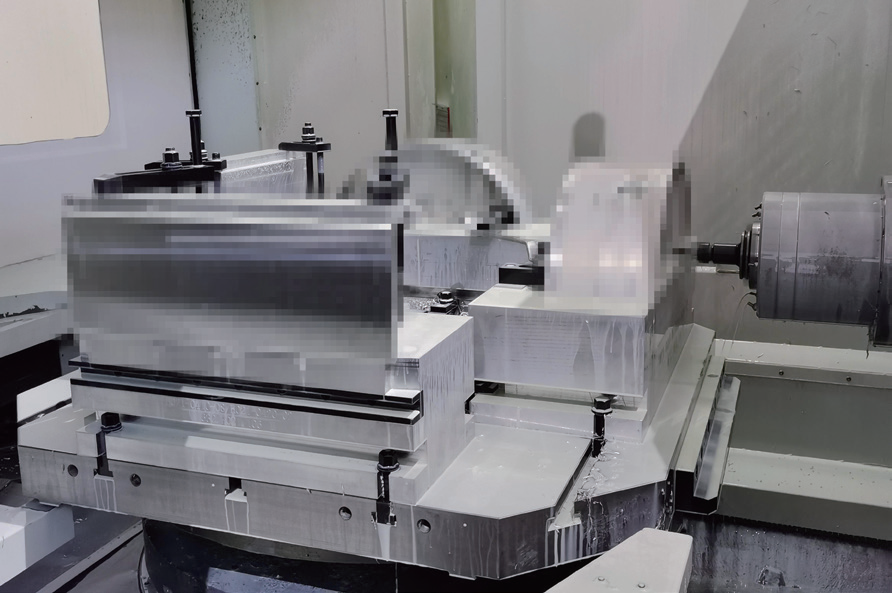
Fig. 4 All-in-one process design and multi-station clamping of parts
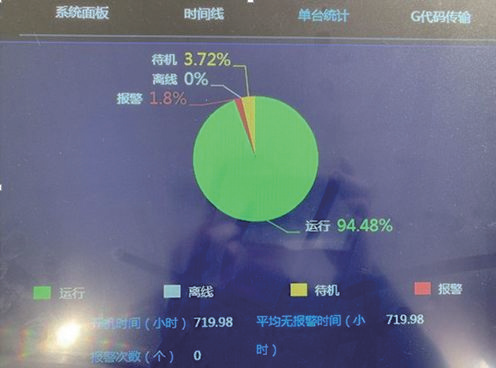
Figure 5: Equipment utilization rate after technological upgrades
For example, a box parts, number of milling process exists deep cavity such a process, number of milling process also exists shallow cavity such a process, number of milling process has 4 processes, number of milling process is not possible to complete a clamping, so the design of the multi-station tooling, multi-station tooling can reach the parts continue to process, multi-station tooling to reach the box parts of the continuous processing of the 4-station multi-station tooling reached the continuous machining of the 3 pallets, each group of machining The required time is 8h, with the help of 3 rotary tables can meet the 24h scheduling, 3 rotary tables centralised operator offline clamping time, the number of manual participation from 4 times to 1 time, so that one person can achieve the operation of 3 machines.
In the case of a front frame part, for example, a large batch of individual parts that are processed in the process is usually divided into several batches, and each batch is often discontinuous when it is put into production. With the help of the technology called “automatic reset of the machining environment”, the technicians prepared a zero-point assignment programme specifically for the machining of this part, and at the beginning of the programme used for the machining of this part, all the bias values associated with it were cleared to zero, and the coordinate system corresponding to the machining of this part was written to the front connection. Afterwards, the probe is used to accurately set the zero point, the tooling and pallets used for machining the part are placed in the pallets numbered 30 to 33, the tools used for machining the part are stored in the tool magazines numbered T36 to T40, and the name of the main programme is fixed to O5001, thus forming a properly solidified machining environment. This creates a solid machining environment that can be accessed by the production line system at any time.
5 Conclusion
When analysing the main causes of low utilisation of CNC machine tools and poor production line efficiency in automated production line processing, we have summarised and refined a number of core production line technologies, including hybrid operation mode, all-in-one process design, multi-station and multi-rotary table clamping, and automatic reset of the processing environment, which have overcome the problem of automatic restoration of the processing environment for the first part of multi-batch processing, and have achieved seamless, continuous and automated operation of the production line, and have innovated the production line. The multi-station and multi-rotary table clamping method of the production line not only achieves continuous processing of batch parts, but also achieves the fully automatic and semi-automatic operation mode of the production line. Invented a production line operation mode, which is intermittent, and realised the cross-scheduling of batch production tasks and development tasks, and achieved the maximization of the equipment utilization rate, which is as high as 94.48%!













No comments