

2つの自動化生産ラインに基づいて、生産ラインの処理、多くの種類の部品と複雑な状態、単一工程の処理時間が短い、品種が非常に頻繁に変更され、生産ラインの実行ビートがスタックして表示され、スムーズではないなどを精緻化し、また、CNC工作機械の低稼働率、生産ラインの非効率の主な理由を分析した。製造のペインポイントに基づいて、高効率加工技術の多品種変量バッチ製品の生産ラインの革新的な研究、高効率処理に到達し、設備の稼働率を最大化し、インテリジェント生産ラインの開発、インテリジェント生産ラインの開発。の発展にとって重要な自動化インテリジェント生産ラインの高効率処理と設備利用率の最大化を達成した。スマート製造技術、自動生産ラインの建設、生産におけるスマート製造の応用は、良い参考価値がある。
1 前文
インテリジェントな製造技術の継続的な発展に伴い、伝統的な製造業は、変換とアップグレードを実施し続け、自動化された生産ラインの建設は、多関節ロボット、物流フォークリフトなど、より多くの成熟した、より広く使用されるRGVの使用など、生産ラインは、オブジェクトによって処理される複雑な構造と特性の一連の多くの品種のバッチの数を表示するには、その結果、生産ラインだけでなく、機器の利用率は比較的低い、一部です。処理効率も非常に低いですが、これらの特性を持つ上記の製品に適応するための技術的なレベルの深さの既存の生産ラインの製造モデルは、やや弱いように見える。本稿では、上記の状況を考慮して、コア技術の数の自動化生産ラインの技術革新の周りに、製品の処理方法の複雑さの異なる程度の生産ラインを提唱し、メソッドは、自動無人介入、半自動、断続的な自動3つの生産ラインの動作モードだけでなく、マルチステーションマルチターンテーブルクランプ技術、革新的なオールインワンのプロセス設計技術が含まれています、生産ラインの処理効率の一部として分類される時間の短い期間の処理時間の単一のプロセスを解決するために低いです。処理環境の自動リセット技術の発明は、マルチバッチ部品の最初の部分に誰も介入しない問題を解決し、新技術の発明を通じて生産ラインの総合効率を刺激する。
2 背景、目的、意義
2.1 研究の背景
デジタル化とインテリジェント化が徐々に実施される過程で、市場競争はますます激化しており、伝統的な製造業は大きなチャンスと課題に直面している。
しかし、人件費は上昇傾向にあり、製品の付加価値は低い水準にあり、個別化消費への需要が高まっている。 これら3つの問題は、中国製造業の転換と高度化を制約している。マスカスタマイゼーションは、企業の既存の資源をフルに活用し、現代的な設計方法、グループ化技術、情報技術、先進的な製造技術の助けを借りて、顧客の個別化されたニーズに応じて、大量生産の規模で、カスタマイズされた製品とサービスを提供する。その時、離散インテリジェント生産ラインは、製造の柔軟性が高く、柔軟なプロセスルートを持っている、それはデータに基づいて、製品の製造工程を改善することができますだけでなく、品質テストのために、管理者の意思決定の効率を向上させるのに役立ち、動的なリアルタイムのスケジューリングの意思決定を行うために、生産状況に基づいて行うことができます。したがって、マスカスタマイゼーションモデルの下で、より効率的で、より自律的で、より正確で、より省エネな離散インテリジェント生産ラインの建設は、中国の製造業の未来を切り開くでしょう。
科学技術の絶え間ない発展は、航空宇宙、自動車、造船、金型などの産業分野では、以前の大量から生産モデル、単一種、そして徐々に今日の中小バッチ、多品種に進化し、部品や形状のコンポーネントは、ますます複雑になっている、プロセス技術の要件は、ますます改善され、一度スクラップ、計り知れない損失によって引き起こされるので、どのように自動化された加工技術を強化し、処理効率を向上させ、安定した製品品質が特に重要になります。だから、どのように自動化された加工技術を強化し、処理効率を向上させ、製品の品質を安定させることが特に重要になります。
2.2 研究の目的と意義
航空宇宙製品の開発プロセスでは、多種多様な製品が存在し、バッチサイズが可変で、サイクルが短く、複雑性が高く、部品の状態が頻繁に変化するなどの特徴があるため、従来の単体ディスクリート加工では、複雑化・多様化する航空宇宙部品の加工ニーズに対応することができませんでした。単機ディスクリート加工からインテリジェント加工への転換の過程において、自動化生産ラインの徹底的な適用が解決すべき課題となっている。
複数のCNC工作機械、物流システム、スケジューリングシステム、オフラインプリセットシステム、オンライン測定システムは、一緒に自動加工ラインを構成し、システムの生産ライン、および製品加工の統合の深さであれば、部品の自動処理の程度が大幅に改善され、手作業の強度が大幅に削減され、製品の品質が安定させることができ、生産サイクルが保証されています。
3 生産ライン加工の特徴と難しさ
自動化技術は生産効率が高く、手作業が少なく、柔軟性が高いという特徴がある。自動化技術の助けを借りて、知能化技術の助けを借りて、大幅に生産効率を向上させることができ、生産コストを削減することができ、企業の経済効率を向上させることができる;いくつかの反復作業、いくつかの危険な作業のために、大幅に手動操作を減らすことができ、品質のリスクを減らすことができ、生産の安全性を向上させることができます;複雑で忙しいタスクの生産では、迅速な調整の需要に基づいて行うことができ、企業のコア競争力を向上させることができます。企業のコア競争力。
同時に、自動化された生産ライン加工と生産ライン運営の発展は、多くの困難を含んでいる:第一に、技術レベルでは、自主的な研究開発を実施し、組立とソフトウェア技術のボトルネックを突破し、エコチェーン全体のコア技術に注意を払うこと;第二に、管理面では、情報技術によってもたらされた管理の変化に適応するように、組織と管理の変化を促進する必要がある;第三に、知能化の道の発展では、システムエンジニアリングのトップデザインを導入し、3つの製造技術と情報技術の深い統合を達成する可能性がある。第三に、インテリジェント化の発展の道では、システムエンジニアリングとトップレベルの設計を導入し、製造技術、情報技術、組織管理の深い統合を実現する可能性がある。

生産ラインのレイアウト例を図1に示す。

図1 生産ラインのレイアウト例
4 生産ライン加工における新技術の研究と応用
4.1 ライン加工の新技術に関する研究
(1)当工房は多くの機械加工生産ラインを持っており、ハイブリッド運転モードの設計を基礎として、まず生産ラインのデバッグを行い、次に応用を試み、そして総括し、最後に革新と探求を行い、ハイブリッド運転モード一式の設計に成功し、全自動、半自動、間欠自動の3つのモードをカバーした。
金型、工具、ゼロ点基準、クランプ位置、オンライン測定基準はすべて統一され、強固なものとなり、その結果、オンライン検査と自動補正技術も取り入れた完全自動運転モードが実現され、最終的には、製品の加工における完全自動化、24時間無人介入が実現される。
複雑性の高いバッチ部品については、このような生産ラインの処理モード、すなわち半自動運転モードが存在し、既存の手段は無人介入することはできませんが、少量の人間の介入を必要とします。例えば、そのような円筒ピンや他の操作の取り付けと取り外しなどの部品の処理では、それが実行し続けるために参加する人間の援助に頼るために、プログラムを停止する必要がある、しかし、そのようなこれらの操作のような操作の途中の事前調整と自動測定をクランプラインの一部は、まだ自動的に達している。この方法は、生産ラインモードで複雑な部品の効率的な加工に適しています。
間欠自動運転モードとは、休憩中またはシフト終了前にパレット・インライン・スイッチがオンになることを意味します。現在のプログラムが実行されると、完全に自動化された製品タスクが実行されます。これは、開発部品とバッチ生産部品のクロススケジューリングに対応します。複雑な事前開発部品は、より多くの手動介入を必要とする。この状況は、生産ラインの自動化には不利である。特に、日中と夜中の12時以降は、機械に多くの無駄が発生していた。そのため、断続的な自動化が考案されたのである。複雑な部品加工の開発段階では、日中、測定、調整、テスト切断や他のタスクで、同時に、手動で参加するだけでなく、部品注文操作の完全自動化された操作では、キャビンプログラムの実行が完了するまで、パレットオンラインボタンを点灯するように、一日の終わりの前にオペレータであるために、自動的に昼間の注文タスクを開始します、工作機械は、連続運転を達成するために、最終的に機器の利用率を最大化します。
(2)オールインワンプロセスの設計とマルチステーションとマルチロータリテーブルのクランプ設計により、一部の部品は単工程の加工時間が短い(0.5時間以下)が、ワークの自動搬送、パレット交換などの工程がかなり多いため、全加工時間に占める割合が高くなる。そのため、部品のクランプ方法を変更することで、多工程ツーリングを設計し、部品を一度クランプするだけで多工程の加工を完了できるようにすることで、部品搬送の総加工時間に占める補助時間の割合を減らし、部品加工の効率を向上させることができる。大ロットや複雑な部品のために、特別なマルチステーションツーリングの設計は、部品は、プロセスのすべての内容の処理を完了するために一度クランプすることができます。
(3)加工環境自動リセット技術大バッチの部品は、一般的に生産をスケジュールする複数のバッチに分割され、1回限りのすべてのスケジューリングを行う方法はありません。したがって、生産ラインモードの動作中に、各バッチの最初の作品は、手動でデバッグに介入する必要があり、品質の一定のリスクは、「加工環境自動リセット技術」の研究を通じて、ゼロ点の割り当て手順、加工のゼロ点、加工ベンチマーク、加工手順、および結合のための加工ツールの準備。次バッチのスケジューリングに入ると、システムは自動的に前バッチの加工環境を復元する。
自動生産ラインの設計を最適化する考え方を図2に示す。
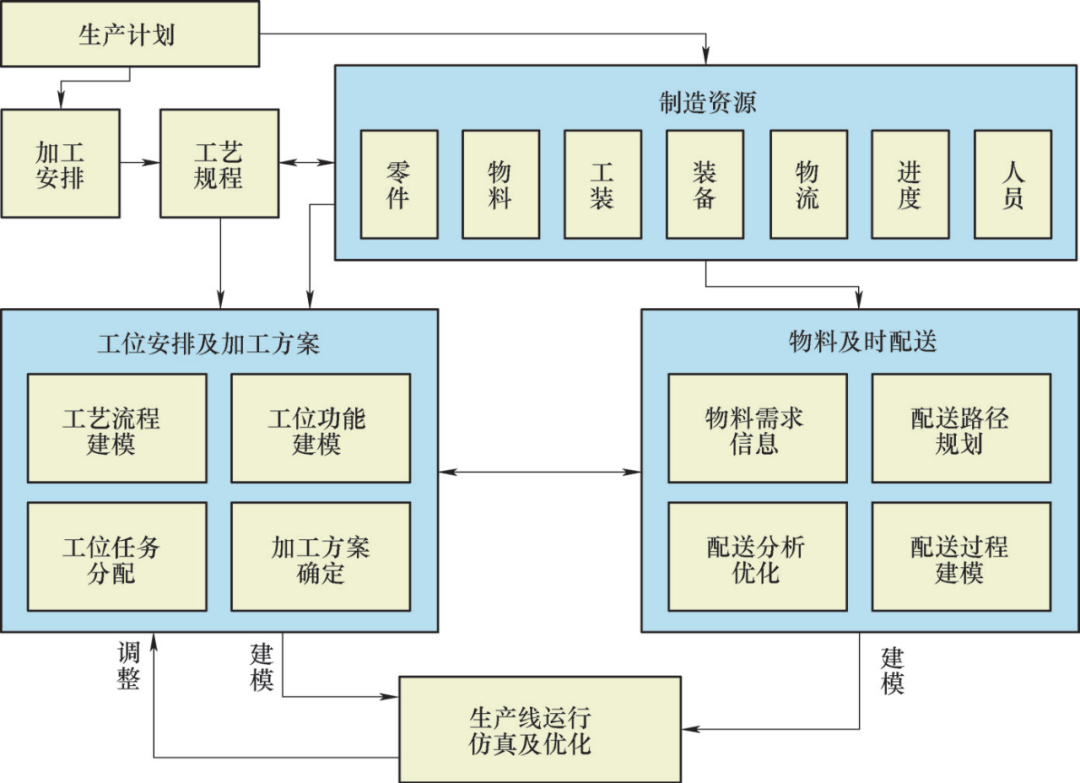
図2 自動生産ライン設計の最適化
4.2 新技術の応用検証
断続的かつ自動化されたモードで、その生産バッチ用の部品と研究用の部品を交互に生産した場合、図3に示すように、ラインの設備利用効率は47.09%から80.17%へと大幅に向上した。
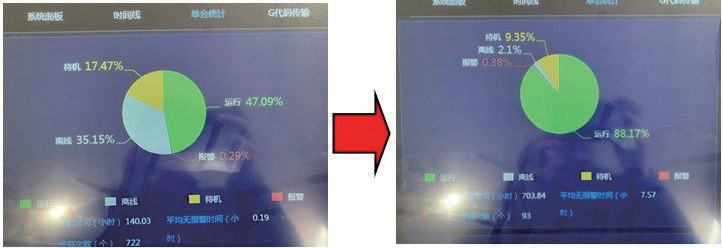
図3 生産ラインの設備稼働率の比較
仕上げ工程の一部は、オールインワンプロセスの設計、特殊工具の設計だけでなく、特殊な加工プログラムの設計を通じて、この処理の明確なルートの表と裏の両側だけでなく、仕上げ工程の終わりをカバーし、1回を完了するために工作機械で前面仕上げ工程に達し、1回を完了するために工作機械で仕上げ工程の裏側、1回を完了するために工作機械で仕上げ工程の終わり、2つの部品の移動時間を短縮し、時間のうち、ストレージ内の2つの部品の時間を短縮し、処理時間がに短縮され、効率は33%増加し、マシンがより多くの継続的に実行させる。図4、図5に示すように、時間、倉庫に2つの部品の時間を削減し、倉庫のうち、処理時間が短縮され、効率は33%によって増加し、機器がより多くの連続的な実行させる。
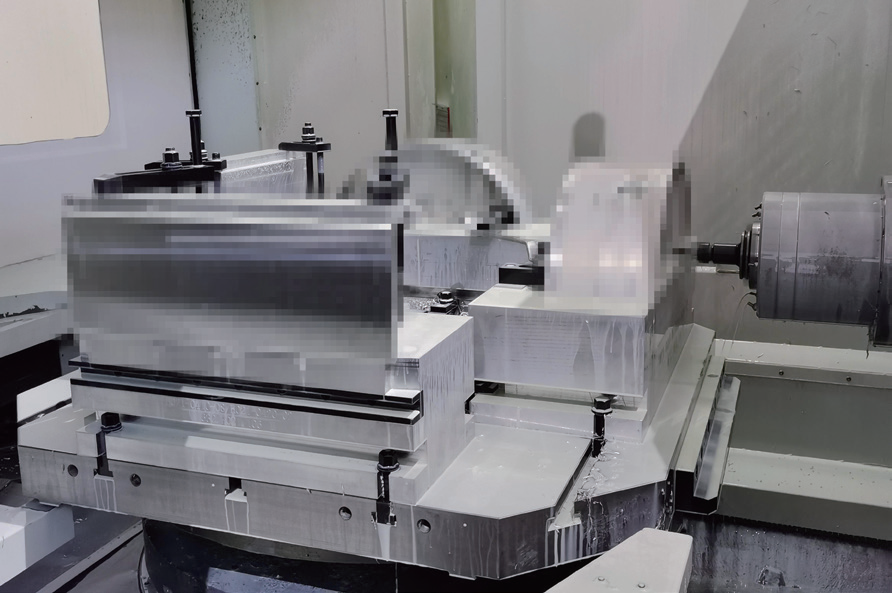
図4 オール・イン・ワンの工程設計と部品のマルチステーション・クランプ
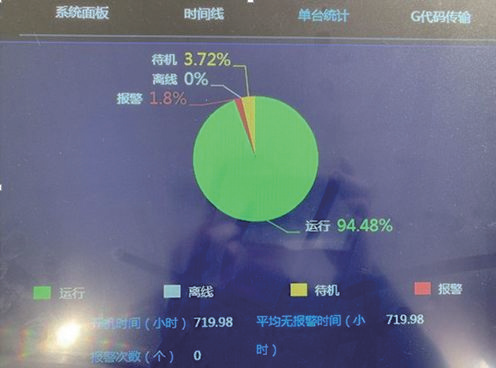
図5:技術改良後の設備稼働率
例えば、箱の部品は、フライス加工の数は、このようなプロセスの深い空洞が存在し、フライス加工の数は、このようなプロセスの浅い空洞も存在し、フライス加工の数は、4つのプロセスがあり、フライス加工の数は、クランプを完了することはできませんので、マルチステーションツーリングの設計は、マルチステーションツーリングは、加工を継続する部品に到達することができ、マルチステーションツーリングは、4ステーションの連続加工の箱の部品に到達することができますマルチステーションツーリングは、3パレットの連続加工に達し、各グループの加工。必要な時間は8時間で、3つのロータリーテーブルの助けを借りて、24時間のスケジュール、3つのロータリーテーブル集中オペレータオフラインクランプ時間、4回から1回に手動参加の数を満たすことができますので、一人で3台のマシンの操作を実現することができます。
例えば、フロントフレーム部品の場合、工程で加工される個々の部品の大きなバッチは、通常、いくつかのバッチに分割され、各バッチは、生産に投入されるときに不連続になることが多い。加工環境の自動リセット」と呼ばれる技術の助けを借りて、技術者はこのパーツの加工専用にゼロ点割り当てプログラムを準備し、このパーツの加工に使用するプログラムの開始時に、このパーツに関連するバイアス値をすべてゼロにクリアし、このパーツの加工に対応する座標系をフロント接続に書き込みました。その後、プローブを使用してゼロ点を正確に設定し、パーツの加工に使用する工具とパレットをパレット番号30から33に配置し、パーツの加工に使用する工具を工具マガジン番号T36からT40に格納し、メインプログラムの名前をO5001に固定することで、適切に固められた加工環境が形成される。これにより、生産ラインシステムからいつでもアクセスできる強固な加工環境が構築される。
5 まとめ
生産ラインの自動化加工において、CNC工作機械の低稼働率と生産ラインの効率低下の主な原因を分析する際、ハイブリッド運転モード、オールインワン工程設計、マルチステーションとマルチ回転テーブルクランプ、加工環境の自動リセットなど、生産ラインのコア技術をまとめ、改良し、多バッチ加工の最初の部分の加工環境の自動復元の問題を克服し、生産ラインのシームレス、連続、自動運転を実現し、生産ラインを革新した。生産ラインのマルチステーション・マルチ回転テーブルクランプ方式は、バッチ部品の連続加工を実現するだけでなく、生産ラインの全自動・半自動運転モードを実現した。断続的な生産ライン運転モードを発明し、バッチ生産タスクと開発タスクの相互スケジューリングを実現し、94.48%という高い設備稼働率の最大化を実現した!













コメントなし