
Kasvavan talouden ohellaruostumattomat teräksetMateriaalilevy, alan käyttö on tullut yhä laajemmaksi, ja siihen liittyviä tuotteita on käytetty laajalti koneiden valmistuksessa, laivanrakennuksessa, sillanrakennuksessa ja monilla muilla teollisuudenaloilla. Ruostumattomasta teräksestä valmistettujen levyjen käsittely, pääasiassa laserleikkauksen muodossa tällä tavalla, jos haluat saavuttaa korkealaatuisen leikkausvaikutuksen, sinun on hallittava tietyt prosessitaidot.
Yleisesti ottaen keskipitkällä levyllä tarkoitetaan teräslevyä, jonka paksuus on tietty, eli paksuus on 10,0-25,0 mm, kun taas paksuus 25,0-60,0 mm:n välillä on paksua levyä, ja kun paksuus on yli 60,0 mm, se on erittäin paksu levy.
Laserleikattujen paksujen levyjen huippuosaamista koskevat kriteerit
1. Karheus
Laserleikkauksen jälkeen osaan ilmestyy pystysuoria viivoja, näiden viivojen syvyydellä on vaikutusta leikatun pinnan karheuteen, kun viivat ovat matalia, leikattu osa on sileämpi, kun taas viivat ovat syvempiä, osa on karheampi, ja mitä matalammat viivat ovat, sitä korkeampi on leikkauksen laatu.
2. Pystysuoruus
Paksujen metallilevyjen kohdalla leikkausreunan kohtisuoruus on kriittinen tekijä. Kun lasersäde on kaukana polttopisteestä, se poikkeaa toisistaan, mikä voi johtaa epäjohdonmukaisuuksiin leikkauksen leveydessä ylä- ja alapuolella. Jos leikkausreuna poikkeaa liikaa pystysuorasta linjasta, työkappale ei ole standardin mukainen ja sitä on vaikea käyttää. Lisäksi mitä pystysuuntaisemmat ovat työkappaleen reunat, sitä laadukkaampi on leikkaus.
3. Leikkausleveys
Leikkausleveyttä, joka määrittää ääriviivan sisähalkaisijan, säädetään varsinaisen leikkausprosessin aikana leikatun materiaalin kompensoimiseksi ja sen varmistamiseksi, että työkappale on halutun kokoinen.
4. Tekstuuri
Kun paksuja levyjä leikataan suurilla nopeuksilla, sula metalli ei purkaudu pystysuoran lasersäteen alapuolella olevasta viillosta, vaan pikemminkin lasersäteen takaosasta, mikä johtaa kaareviin viivoihin leikkausreunassa, mikä voidaan poistaa suurelta osin alentamalla syöttönopeutta leikkausprosessin lopussa tämän ongelman ratkaisemiseksi.
5. Burr
Jyrsintöjen esiintyminen tai puuttuminen ja niiden määrä ovat erittäin kriittisiä tekijöitä laserleikkauksen laadun kannalta, ja niiden poistamiseen tarvittava lisätyö on sisällytetty aika- ja työvoimakustannuksiin. Siksi purseiden esiintyminen tai puuttuminen on peruskriteeri, jonka perusteella arvioidaan, onko laserleikkaus pätevä vai ei.
6. Lämpövaurioalueet
Lämpövaikutusalueen syvyys määritellään sen alueen syvyydeksi, jossa sisäinen rakenne on muuttunut. Laserleikkausprosessissa leikkauksen lähellä oleva metallialue kuumenee, ja tämä kuumennus voi aiheuttaa metallin rakenteen muuttumisen. Jotkin metallit voivat esimerkiksi kovettua.
7. Muodonmuutos
Jos leikkaus aiheuttaa kappaleen voimakasta kuumenemista, se epämuodostuu, mikä on erityisen kriittistä hienomuokkauksessa. Lasertehon säätö ja lyhyiden laserpulssien käyttö vähentävät kappaleen lämpenemistä ja estävät sen vääristymisen.
Paksujen ruostumattomasta teräksestä valmistettujen levyjen laserleikkauksen prosessivaatimukset
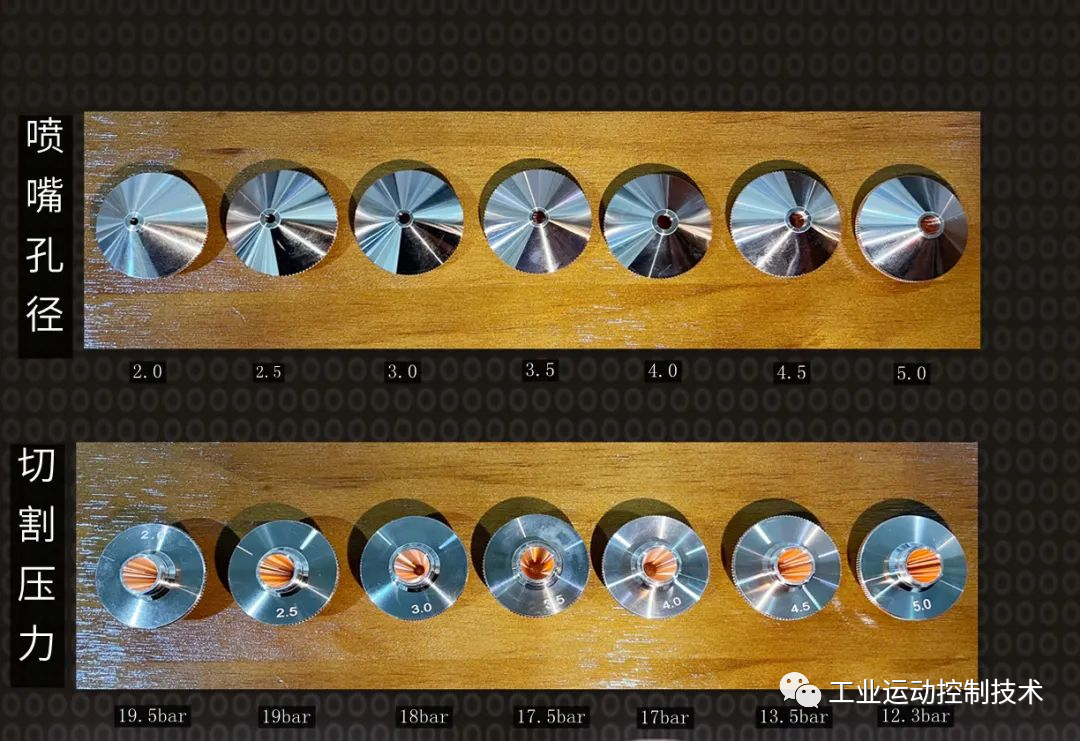
1. Suuttimen valinta
Suuttimen halkaisijan koko määrittää kaasun virtauksen muodon viiltosäleeseen, kaasun diffuusioalueen ja kaasun virtausnopeuden, mikä puolestaan vaikuttaa sulan poistoon ja leikkauksen vakauteen. Kaasuvirtaus viiltoon on suuri, nopea ja työkappale on oikein sijoitettu kaasuvirtaukseen, jolloin suihkun kyky poistaa sulaa on sitä vahvempi. Mitä paksumpi ruostumaton teräs on, sitä suurempaa suutinta on käytettävä, ja mitä suurempi proportionaaliventtiilin asetus on, sitä suurempi virtausnopeus varmistaa paineen leikkaamaan normaalin leikkaustuloksen.
Täällä suuttimen tekniset tiedot, viittaa pääasiassa aukon päähän, ota leikkaussuutin, sen aukkoalue on 1,5 mm: stä 5,0 mm: iin. aukko, miksi tämä valinta liittyy pääasiassa leikkaustehoon, mitä suurempi teho, tuotettu lämpö on enemmän, mikä edellyttää suurempaa ilmamäärää. Kun leikkaamme levyn alle 3mm, käytämme yleensä 2.0mm reiän halkaisijan suutinta; leikkaus 3mm - 10mm levy, käyttää 3.0mm suutinta, leikkaus yli 10mm levy, meidän on käytettävä 3.5 ja yli suutinta.
Hapettavia leikkauksia (joissa apukaasuna on happi) varten tarkoitettujen yksi- ja kaksoissuuttimien suuttimet ovat yleensä kaksikerroksisia; sulatusleikkauksia (joissa apukaasuna on typpi) varten tarkoitettujen yksi- ja kaksoissuuttimien suuttimet ovat yleensä yksikerroksisia. Joissakin lasereissa on kuitenkin erityisohjeita siitä, käytetäänkö yksi- vai kaksoissuuttimia, ja tässä erityistapauksessa on noudatettava laserin ohjeita.
![图片[1]-不锈钢中厚板的激光切割工艺-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771037174933_2.png)
2. Apukaasun valinta ja kaasun puhtaus
Ruostumattoman teräksen laserleikkausprosessissa käytetään usein useita apukaasuja, kuten happea, typpeä, ilmaa ja niin edelleen, erityyppisten kaasujen käyttö, leikkausosa esittelee erilaisen vaikutuksen, happi esittelee mustan osan, ilman aiheuttama kellertävä osa, typpi mahdollistaa ruostumattoman teräksen säilyttämisen alkuperäisen värin säilyttämiseksi ei ole hapettunut, ruostumattoman teräksen leikkaus typen ensimmäisenä valintana apukaasujen valinnassa.
3. Tarkennusasento
On olemassa erilaisia polttopisteitä, paksuus, materiaali ja laatu leikkaus on eroja, leikkaus eri materiaaleja ja paksuus, on säädettävä eri polttopiste, ennen leikkaamista, mitata todellinen nolla polttopiste nolla polttopiste vertailukohtana suorittaa leikkausprosessin parametrit testi ja analyysi ruostumattoman teräksen leikkaus negatiivinen painopiste pääsuunta valinnan prosessin.
4. Laserin taajuuden säädön ja pulssin käyttöasteen vaikutus leikkauslaatuun
Taajuuden vaihtelun vaikutus paksujen ruostumattomasta teräksestä valmistettujen levyjen leikkaamiseen:
500 Hz:n ja 100 Hz:n välillä taajuus pienenee, leikkausosan vaikutus muuttuu herkemmäksi ja delaminaatio paranee vähitellen. Kun taajuus on asetettu 100 Hz:iin, leikkaaminen ei ole mahdollista ja sinisen valon vastainen ilmiö ilmenee. Taajuuden muutoksen avulla; selvitä paras taajuusalue. Parhaan leikkausosan varmistamiseksi; on tarpeen varmistaa, että pulssien määrä ja yksittäisen pulssin energia vastaavat täydellisesti toisiaan.













Ei kommentteja