
Tervetuloa Dalian Fu Hong Machinery Co.
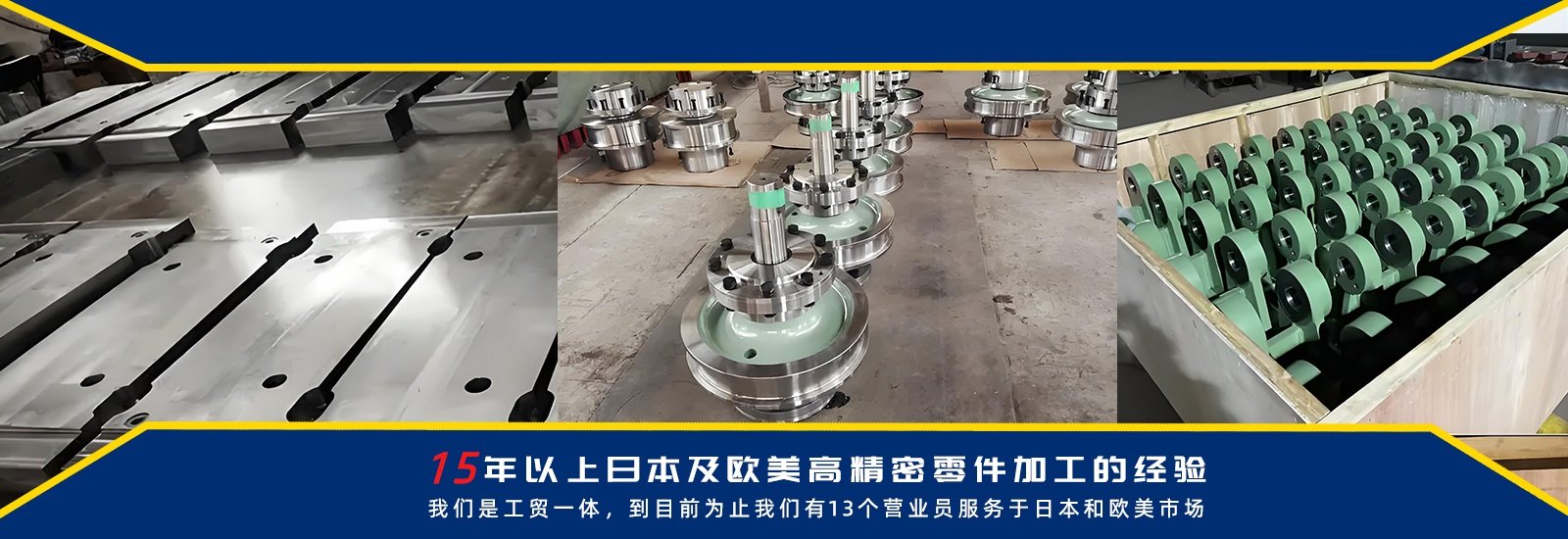
Korkeatasoisten palvelujen tarjoaminen Kiinan valmistusteollisuudelle yksittäisestä tuotteesta eräkäsittelyyn asti
Tietoja Fuhongista
Dalian Fuhong Machinery Co., Ltd. sijaitsee...
Fuhong tuotteet
Yksittäisestä tuotteesta eräkäsittelyyn...
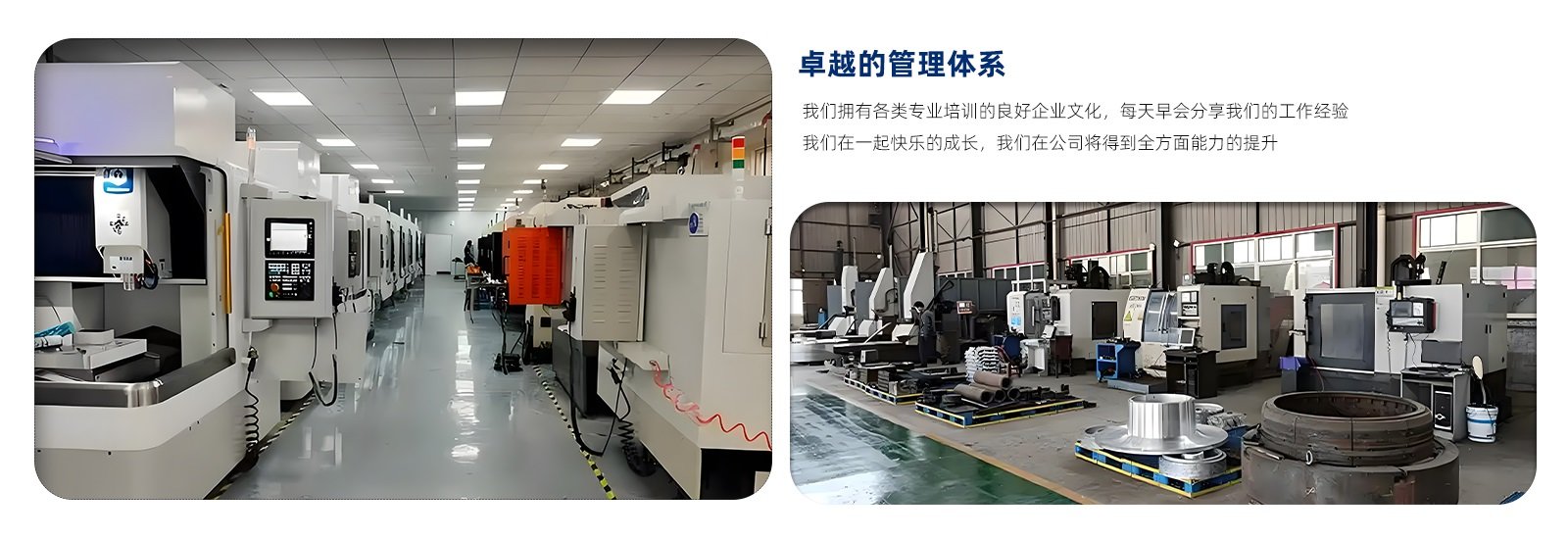
Laitteiden esittelytilaisuus
Koneistus, metallilevyt, valu, lämpökäsittely...
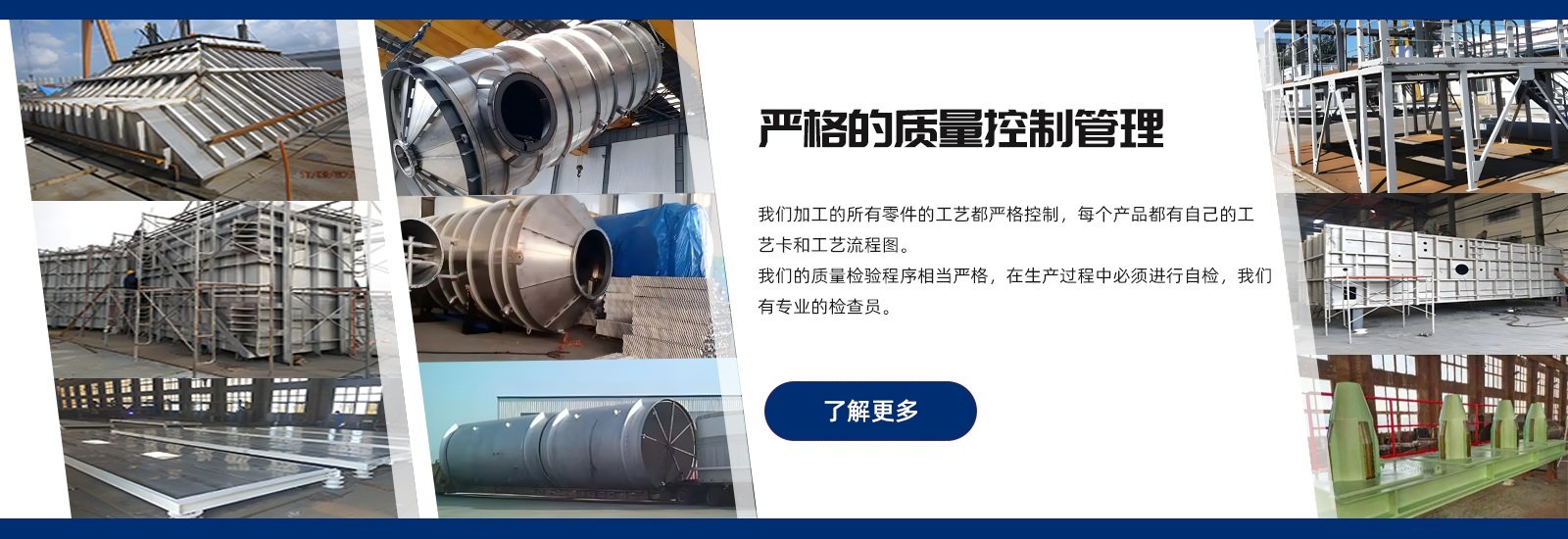
laadunhallinta
Laatu ja eheys











Fu Hong Machinery sijaitsee Yingchengzi Industrial Park, Ganjingzi District, Dalian City, liiketoimintafilosofia: luoda perusta hyvässä uskossa, laatu liiketoimintaa, palvelun maine, ja innovaatio perustuu! Jotta "säästäväinen yrittäjyys, rehellisyys, nöyryys, yhtenäisyys ja harmonia" liiketoiminnan elementteinä, noudata "selviytymisen, maineen ja kehityksen laatua" liiketoimintafilosofiana, "eheys, palvelu, viestintä, edistys, edelläkävijyys ja innovaatio!". "Jatkuvan kehityksen prosessissa kohtaamme uusia mahdollisuuksia ja haasteita uudella hengellä ja palautamme asiakkaille korkealaatuisia tuotteita ja täydellistä palvelua. Viime vuosina Dalian Fu Hongin koneet ja laitteet ja maailman eri asiaan liittyvät yksiköt toteuttavat tiivistä vaihtoa ja yhteistyötä, tuoteinnovaatioita ja korvaavat useita korkealaatuisia korkean teknologian koneita ja laitteita sekä koneistustuotteita!

.jpg)









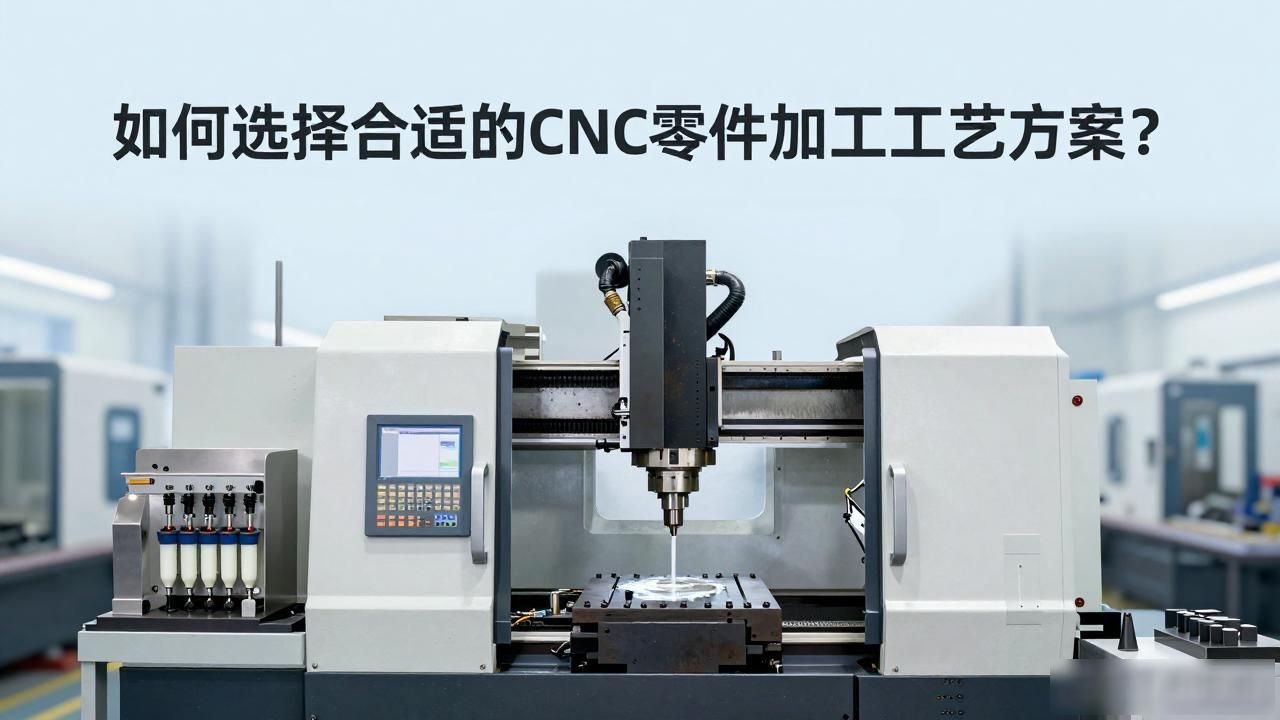
如何选择合适的CNC零件加工工艺方案?

南京斜床身车铣复合加工中心价格 南京吉马数控设备供应

Mizumi meviy -alusta|Rakenna älykäs tarjouspohja auttamaan yritysten digitaalista muutosta.
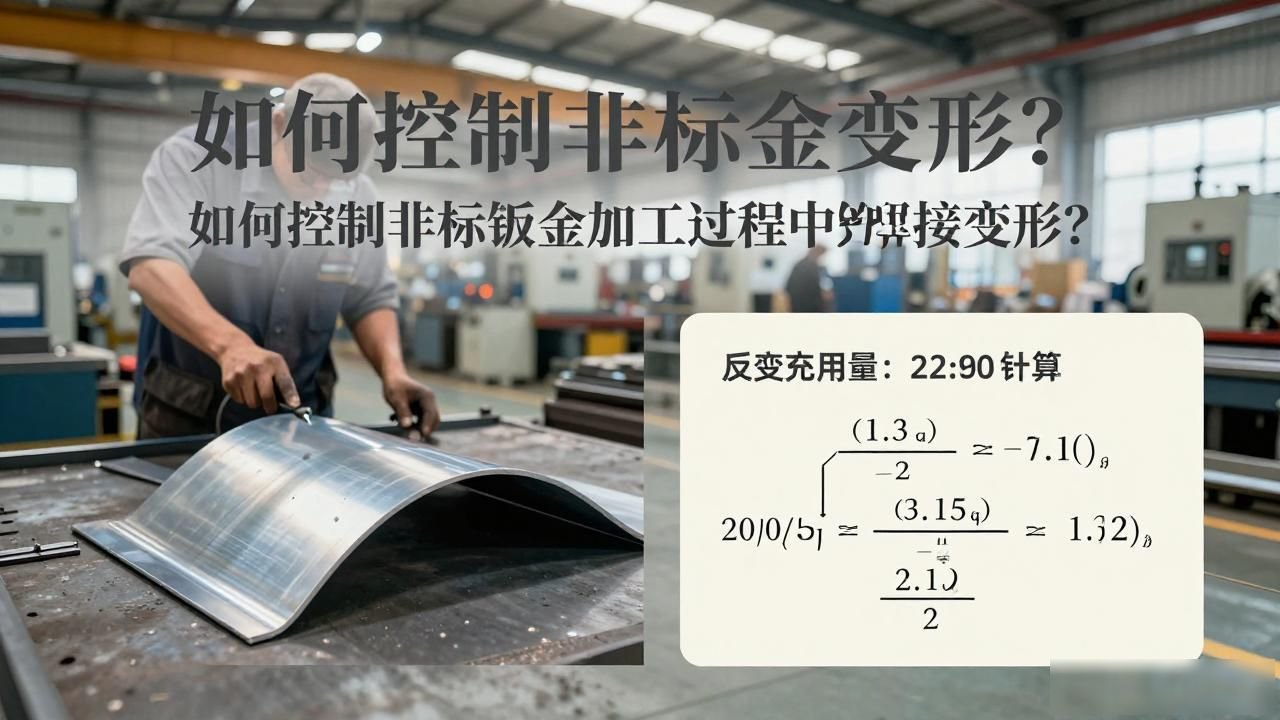
如何控制非标钣金加工过程中的焊接变形?



焊接保护气体(纯氩、混合气体以及纯CO2)成本对比分析
Mikrohiomateoria, -prosessit ja -laitteet

