


Optimointiratkaisut työstöprosesseja varten
Koneistusprosessin optimointi Xu Great [Tiivistelmä] Koneistusprosessissa osien työstötarkkuus vaikuttaa suoraan mekaanisten tuotteiden laatuun. Tässä asiakirjassa otetaan esimerkkinä osien työstöprosessi ja esitellään työstöprosessin kulku.
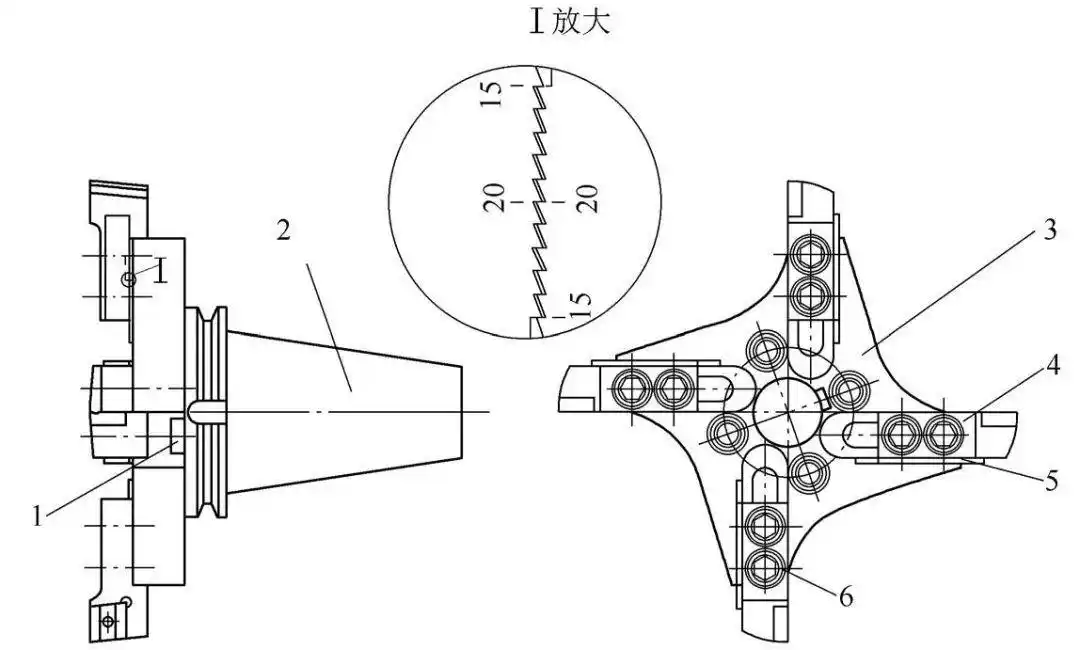
Leikkaus Boring Bar työstöprosessi
Monien yritysten todellista tuotantoa varten kustannusten säästämiseksi suurin osa kotitekoisen yksisärmäisen työvälineen käytöstä tilanteen käsittelyyn analysoidaan, huomautetaan yksisärmäisen leikkauksen puutteista ja perustuen todelliseen käsittelykokemukseen moniporauslevyn tuottamiseksi, käsittelyn tehokkuuden parantamiseksi ja valmistuskustannusten säästämiseksi.

Viisiakselisen CNC-työstön kustannukset Xuzhoussa
Xuzhoun viisiakselisen CNC-työstön kustannukset 「Shenzhen Yuyuan Precision Hardware Machinery Supply」 Xuzhoun viisiakselisen CNC-työstön kustannukset. Se on edistyksellinen valmistusmenetelmä, jossa tietokoneohjelma ohjaa työstökoneen kolmea koordinaattiakselia (X-, Y- ja Z-akselit) tarkkaa työstöä varten. Kolmiakselisessa CNC-työstössä

Zirkonium- ja titaaniteollisuuden keskeinen rooli ja tulevaisuuden näkymät kuudella tärkeällä alalla.
01Zirkoniumin ja titaanin roolit kuudella tulevaisuuden alallaZirkoniumin ja titaanin materiaalin ominaisuudetTulevaisuuden teollisuus, joka kattaa valmistuksen tulevaisuuden, tiedon tulevaisuuden, materiaalien tulevaisuuden, energian tulevaisuuden, avaruuden tulevaisuuden ja kuuden alan terveyden tulevaisuuden, ja zirkonium- ja titaaniteollisuus kuudella alalla on miehittänyt paikkansa.
Porauksen ja poratyökalujen peruskäsitteet
Kuva 1 Kaaviokuva sylinterimäisten reikien porauksesta Kuva 2 Kaksiteräinen poratyökalu Kuva 3 Modulaarinen poratyökalu Poraus on leikkausprosessi, jossa pyörivää yksiteräistä poratyökalua käytetään suurentamaan työkappaleeseen tehty reikä tiettyyn kokoon vaaditun tarkkuuden ja pinnankarheuden saavuttamiseksi.
Koneistuksen yhdeksän suurinta virhettä
Suunnittelupiirustuksissa on merkitty monenlaisia toleransseja, mutta käytännön valmistuksessa niitä ei aina pystytä toteuttamaan. Johtuuko tämä siitä, että suunnittelun tarkkuusvaatimukset ovat liian korkeat vai valmistustaso liian alhainen? Miten piirustukset ja valmistus voidaan saada yhdenmukaisiksi? Kun olet lukenut seuraavan tekstin, saatat ymmärtää asian.


Mikä on paras myynnin jälkeinen palvelu epätyypillisten osien koneistustehtaalle? Huoletonta palvelua enemmän mielenrauhaa
Teollisen valmistuksen alalla on kasvava kysyntä epätyypillisten osien työstölle. Kun on kuitenkin lukuisia epätyypillisten osien työstölaitoksia, mikä niistä on vakuuttavampi myynnin jälkeen? Tästä on tullut monelle yritykselle keskeinen näkökohta, kun se valitsee yhteistyökumppaninsa. Ensinnäkin
Hitsauksen jälkeinen stressinpoistohoito.docx
Hitsauksen jälkeinen jännityksenpoistokäsittely: 1, yleinen lämpökäsittely: jännityksenpoiston aste määräytyy pääasiassa materiaalin koostumuksen, organisaation, lämmityslämpötilan ja pitoajan mukaan. Matalahiiliteräs ja jotkin matalaseosteiset teräskomponentit hitsataan 650 asteessa, eristys 20 ~ 40 tuntia.
