
Hei, kaikki.
Tutustumme seuraavaksi moniin esimerkkeihin ohjelmoinnista yhdessä, jotta voit helposti hallita CNC-autojen manuaalisen ohjelmoinnin tekniikoita.
![图片[1]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_0.png)
3110 (päämenettelyn ohjelman nimi)
N1 G92 X16 Z1 (Koordinaattijärjestelmän asettaminen ja työkalun asetuspisteen sijainnin määrittäminen) N1 G92 X16 Z1 (Koordinaattijärjestelmän asettaminen ja työkalun asetuspisteen sijainnin määrittäminen)
N2, G37, G00, Z0, M03, tämän toiminnon tarkoituksena on siirtyä aliohjelman alkuun ja antaa karan tehdä positiivinen kierto.
N3 M98 P0003 L6 (kutsu aliohjelmaa, toista 6 kertaa).
N4 G00 X16 Z1 (paluu työkalun asetuspisteeseen)
N5 G36 (säteen ohjelmointitilan peruuttaminen).
N6 M05 (karan pyöriminen pysäytetty)
N7 M30 (Pääohjelman suoritus suoritettu ja nollattu)
0003 (aliohjelman nimi)
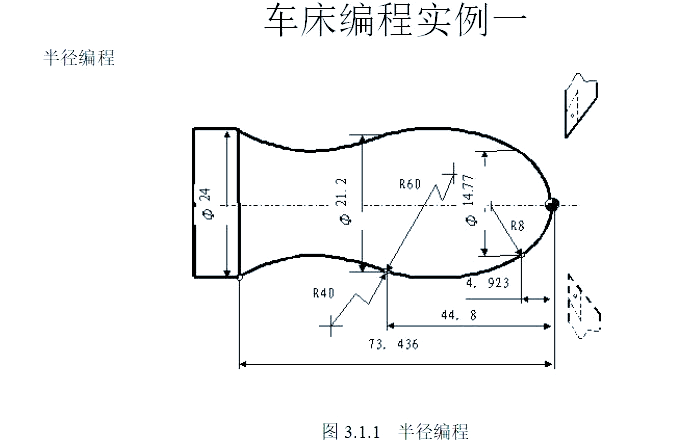
N1, G01-käsky annetaan, U-12-parametrit asetetaan, F100-nopeus määritetään, ja työkalu suorittaa syöttötoiminnon leikkauksen aloitusasentoon ja poistuu seuraavasta leikkausvarauksesta.
N2, G03, U7.385, W-4.923, R8, kaarisegmenttien työstöön, joiden säde on R8.
Kaarileikkaus, jonka säde on R60 ja jonka säde on 60 kohdassa N3 U3.215 W - 39.877 , kaari, jonka säde on R60!
Käskyn N4 avulla koodi G02 suoritetaan siten, että U-akselia siirretään 1,4 ja W-akselia siirretään vastakkaiseen suuntaan 28,636, jotta voidaan työstää kaarisegmentti, jonka säde on 40, ja pitää silmällä tangenttiviivan suuntaa.
N5 G00 U4 (vetäytyminen työstetyiltä pinnoilta)
N6 W73.436 (paluu syklin alkuasentoon Z-akselin asentoon)
Muuta leikkuusyvyyttä jokaisella jaksolla, N7, G01, U miinus 4,8, F100.
N8 M99 (aliohjelman loppu, paluu pääohjelmaan)
![图片[2]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_1.png)
3305
N1, G92, X100, Z10, tämä on koordinaattijärjestelmän asettaminen, tarkoituksena on määrittää työkalun asetuspisteen sijainti.
Siirrä X-akseli koneen koordinaatistossa arvoon 16 ja siirrä Z-akseli arvoon 2 mm, minkä jälkeen kara aktivoidaan; tämä toimenpide tehdään koneen siirtämiseksi viisteen laajennuksen alkupisteeseen.
N3, G01-ohje, jonka U-arvo on 10, W-arvo miinus 5 ja F-arvo 300 (suorittaa viisteen 3 kertaa 45 asteen kulmassa).
N4 Z-48 (työstö Φ26 ulkokehä)
N5 U34 W-10 (ensimmäisen kartiomaisen osan leikkaaminen).
N6 U20 Z-73 (toisen kartiomaisen osan leikkaaminen).
N7 X90 (työkalu vetäytyy turvalliseen asentoon)
N8 G00 X100 Z10 (Paluu työkalun asetuspisteen asentoon) N8 G00 X100 Z10 (Paluu työkalun asetuspisteen asentoon)
N9 M05 (karan pyöriminen pysäytetty)
N10 M30 (Pääohjelman suoritus suoritettu ja nollattu)
![图片[3]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_2.png)
![图片[4]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_3.png)
3310
N10, G92, X70, Z10, tämä asettaa koordinaattijärjestelmän, jonka tarkoituksena on määrittää työkalun asetuspisteen sijainti.
N20, G00-käsky suoritetaan, U-akseli liikkuu negatiivisesti 70 matkan verran ja W-akseli liikkuu negatiivisesti 10 matkan verran, ja lopullisena tavoitteena on siirtyä esiasetetusta lähtöpisteestä työkappaleen etupinnan keskelle.
Kyseistä ohjetta, jossa on sana N30, koodi kuten G01, parametri kuten U26, parametri kuten C3 ja nopeusarvo kuten F100, käytetään 3 x 45 asteen suorakulmaisen viisteen tekemiseen.
N40 W-22 R3 (pyöristetty R3)
CNC-työstökoodi on N50, jossa U-arvo on 39, W-arvo on negatiivinen 14 ja C-arvo on 3. Sitä käytetään työstettäessä poikkileikkausta, jossa tasakylkisen suorakulmaisen sivun pituus on 3, kuten tässä.
N60 W-34 (käsittely Φ65 ulkoinen pyöreä)
N70 G00 U5 W80 (paluu ohjelmasuunnittelun lähtöpisteeseen).
N80 M30 (karan pysäytys, pääohjelman päättyminen ja nollaus)
![图片[5]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_4.png)
![图片[6]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_5.png)
3312
N1-koodia käytetään koordinaattijärjestelmän asettamiseen soveltamalla G92-käskyä X-koordinaatin asettamiseksi 50:een ja Z-koordinaatin asettamiseksi 120:een, mikä selventää työkalun asetuspisteen sijaintia.
N2, M03, S300, tässä tilassa karan näytetään pyörivän 300 kierrosta minuutissa.
Siirry suoraan langan aloitusasentoon, jossa nopeuden lisäysvaihe on 1,5 mm ja leikkuusyvyys 0,8 mm; siirry nopeasti vaakakoordinaatistoon numero 29,2 ja pystykoordinaatistoon numero 101,5.
Ota N4, ohje G32, erityinen asema Z19, F1.5 edustaa syöttönopeutta, lanka leikataan loppua kohti, ja alennetun nopeusosan alue viittaa 1 mm:n pituuteen, mikä on tilanne.
N5 G00 X40 (X-akseli nopeasti taaksepäin) N5 G00 X40 (X-akseli nopeasti taaksepäin)
N6 Z101.5 (Z-akseli nopeasti taaksepäin kierteen alkuun)
N7, X-akseli liikkuu nopeasti eteen päin saavuttaakseen langan aloituspaikan, ja leikkaussyvyys on 0,6 mm.
N8 G32 Z19 F1.5 (kierteen katkaisu uudelleen loppuun asti).
N9 G00 X40 (X-akseli nopeasti takaisin)
N10 Z101.5 (Z-akseli peruuttaa nopeasti takaisin kierteen alkuun).
N11, X28.2, mikä tarkoittaa, että X-akselin on liikuttava nopeasti kohti langan alkua, kun taas leikkaussyvyys on 0,4 mm:n jakso.
N12 G32 Z19 F1.5 (kolmas kierre leikataan loppuun) N12 G32 Z19 F1.5 (kolmas kierre leikataan loppuun)
N13 G00 X40 (Kolmas nopea peruutus X-akselilla) N13 G00 X40 (Kolmas nopea peruutus X-akselilla)
N14 Z101.5 (Z-akselin kolmas nopea peruutus kierteen alkuun) N14 Z101.5 (Z-akselin kolmas nopea peruutus kierteen alkuun)
N15, U - 11,96, X-akseli liikkuu nopeasti kohti kierteen alkua ja leikkaussyvyys on 0,16 mm.
Numero N16, G32-käsky suoritetaan 82,5 yksikön siirtämiseksi negatiiviseen suuntaan W-akselia pitkin leikkausnopeudella 1,5 kierrosta minuutissa, ja tämä operaatio on kierteen leikkaaminen uuteen päähän.
N17 G00 X40 (X-akseli nopeasti taaksepäin) N17 G00 X40 (X-akseli nopeasti taaksepäin)
N18 X50 Z120 (paluu työkalun asetuspisteeseen)
N19 M05 (karan pyöriminen pysäytetty)
N20 M30 (Pääohjelman loppu ja nollaus)
![图片[7]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_6.png)

N1, G92, X40, Z5, tämän toiminnon tarkoituksena on luoda täysin uusi koordinaatisto käyttämällä erityisiä komentoja, joiden tarkoituksena on määrittää tarkka sijainti, jossa työkalun asetuspiste sijaitsee.
N2, M03, S400, kara kytketään pyörimään nopeudella neljäsataa kierrosta minuutissa.
Ota vakionopeustila käyttöön asettamalla linjanopeudeksi 80 metriä minuutissa N3 G96:n komennon mukaisesti.
CNC-koodi N4 käskee työkalun siirtymään nopeasti X-koordinaattiarvoon 0, jonka aikana karan nopeutta nostetaan asteittain, kunnes määritetty enimmäisnopeusraja saavutetaan.
Ohjelmaosassa N5 käsky G01 suoritetaan Z-akselin suunnan ollessa nolla-asennossa, joka on työstösyöttötilassa, ja työkalu koskettaa työkappaletta ja aloittaa sitten leikkaustoiminnon, jonka syöttönopeudeksi on asetettu 60 mm minuutissa.
Seuraa R15:n ympyrän sädettä ja työskentele myötäpäivään, N6 G03 U24 W-24 R15.
N7, G02, X26, Z-31, R5, suorittaa vastapäivään tapahtuvan työstön, joka perustuu R5:n kaltaisen kaaren säteeseen.
N8 G01 Z-40 (ulkoisen osan Φ26 jatkokäsittely)
N9 X40 Z5 (Työstön päätyttyä työkalu siirtyy nopeasti takaisin työkalun asetuspisteeseen)
N10, G97, vakio lineaarinen nopeustila peruuntuu ja kara pyörii jatkuvasti nopeudella 300 r/min.
N11 M30 (Karan pyöriminen pysäytetty, pääohjelman suoritus suoritettu loppuun ja nollattu uudelleen)
![图片[9]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_8.png)
![图片[10]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_9.png)
![图片[11]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_10.png)
![图片[12]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_11.png)
![图片[13]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_12.png)
N8, G00, X44 (tämä on ääriviivan viimeistelyvaihe, työkalu saavuttaa Φ44-ulkokehän nopealla liikkeellä).
Tällöin suoritetaan N9-ohjelmalohko, jossa G01 tarkoittaa prosessikäskyä, W-20 tarkoittaa 20:n siirtoa negatiiviseen suuntaan Z-akselilla ja F80 tarkoittaa, että syöttönopeus on 80 mm minuutissa ja että toimenpiteen tarkoituksena on viimeistellä halkaisijaltaan 44 mm:n ulkokehä.
N10:llä ohjataan U-10:tä ja sen jälkeen W-10:tä, jossa kartiota työstetään hienosti ja jossa X- ja Z-akselin liikkeet ovat samanaikaisia.
Jatka ulomman ympyrän, jonka halkaisija on 34, hienojakoisempaa työstöä siirtymällä Z-akselin suunnassa negatiiviseen suuntaan.
N12, G03-ohje, U-arvo on miinus 14, W-arvo on miinus 7, R-arvo on 7. Tämä on R7-kaaren viimeistelyä varten ja se kulkee myötäpäivään.
Suorita N13-käsky Z-akselin siirtämiseksi negatiiviseen W-suuntaan 10:llä lineaarisessa interpolointitilassa halkaisijaltaan 20:n ulkoisen ympyrän viimeistelyä varten, ja Z-akseli jatkaa liikkumistaan negatiiviseen suuntaan tämän toimenpiteen jälkeen.
N14, G02-ohje, U miinus 10, W miinus 5, R5, tämä on R5-kaaren viimeistelyä varten ja vastapäivään.
Komento N15, G01 siirtää Z-akselia negatiiviseen suuntaan kohti negatiivista akselia työkappaleen pohjaan, ja samalla se on ulkokehän, jonka halkaisija on Φ10, hienokoneistus.
N16, U miinus 4, jota seuraa W miinus 2, edustaa viimeistelyviisteen kaksi kertaa neljäkymmentäviisi, ja ääriviivojen viimeistely on päättynyt.
N17, G40, X4 keinona poistua työstetystä pinnasta, jolloin työkalun kärjen kaarisäteen kompensointi kumoutuu.
Komento N18 G00 Z80 suoritetaan, kun työkalu siirretään nopeasti turvalliseen asentoon työkappaleen yläpuolelle.
N19 X80 (työkalun nopea siirtyminen takaisin ohjelman aloitusasentoon tai työkalun vaihtoasentoon)
N20 M30 (Karan pyöriminen pysäytetty, pääohjelman suoritus suoritettu loppuun ja nollattu uudelleen)
![图片[14]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_13.png)
![图片[15]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_14.png)
3327
Kun G55-koordinaattijärjestelmä on valittu, komennolla N1 G59 G00 siirretään nopeasti X-arvoon 80 ja Z-arvoon 80.
N2 M03 S400 (Kara pyörii positiivisesti nopeudella 400r/min)
Kun syöttönopeus on sata millimetriä minuutissa, suoritetaan lineaarinen interpolointi, jonka tavoitteena on päästä syklin alkuun, joka vastaa X-akselin koordinaatteja 46 ja Z-akselin koordinaatteja 3. Tämän jälkeen suoritetaan lineaarinen interpolointi.
Ohjeella N4 ohje G71 avataan karhennusjakso, karhennusleikkaus asetetaan 1,5 mm:ksi, takaisintyöstömäärä on 1, ohjelmasegmentin numero alkaa P5:stä ja päättyy Q13:een, X-akselin viimeistelyleikkaus on 0,4 mm ja Z-akselin viimeistelyleikkaus on 0,1 mm.
N5 G00 X0 (nopea paikannus viisteen jatkeen alkuun) N5 G00 X0 (nopea paikannus viisteen jatkeen alkuun)
Ohjelmasegmentissä N6 suoritetaan G01-käsky, jossa X-akselia siirretään eteenpäin 10 mm ja Z-akselia alaspäin 2 mm, ja tämä toiminto on 2 x 45°:n viisteen leikkaus tarkkuussorvaustilassa.
Suorita N7-ohjelmasegmentti Φ10-ulkokehän hienosäätöä varten ja siirrä Z-akselia alaspäin, kunnes se saavuttaa -20 mm:n asennon.
N8 CNC-ohje, G02-koodi, U10-arvo, W miinus 5 -arvo, R5-kaaren kuvaus, tätä ohjetta käytetään viimeistelemään kaarileikkaus, jonka säde on 5 ja joka työstetään vastapäivään.
Kun tarkkuuspyöritetään ulkoista ympyrää, jonka halkaisija on kaksikymmentä, ohjelman N9-segmentti jatkaa G01-käskyn suorittamisen jälkeen liikkumista alaspäin akselin suuntaan kymmenen yksikköä (yksikkö voi olla jokin tietty mittayksikkö, kuten millimetri).
N10, G03-ohje, U14, W miinus 7, R7, tämä on viimeistelevä kääntäminen R7-kaaren toiminnon loppuun, ja se on myötäpäivään.
N11, G01-komento, Z-akseli liikkuu alaspäin, kunnes se saavuttaa asennon -52mm, tämä on toimintavaihe hienosäätöä varten Φ34-ulkoinen ympyrä.
N12 U10 W-10 (ulkokehän kartiomaisen osan hienosorvaus)
N13 W-20 (Φ44 ulkokehän tarkkuussorvaus, ääriviivojen viimeistely)
N14 X50 (koneistettu ulostulopinta)
N15 G00 X80 Z80 (Pikapaluu työkalun asetuspisteen asentoon) N15 G00 X80 Z80 (Pikapaluu työkalun asetuspisteeseen)
N16 M05 (karan pyöriminen pysäytetty)
N17 M30 (Pääohjelman suoritus suoritettu ja nollattu) N17 M30 (Pääohjelman suoritus suoritettu ja nollattu)
![图片[16]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_15.png)
![图片[17]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_16.png)
3333
Aseta työstökoordinaattijärjestelmä, aseta työkalun asetuspiste tiettyyn tiettyyn sijaintiin ja suorita N1 G92-operaatio siten, että X-koordinaatti on 100 ja Y-koordinaatti on 80.
Käynnistä kara niin, että se pyörii positiivisesti nopeudella neljäsataa kierrosta minuutissa, joka on neljäsataa kierrosta minuutissa.
Laukaise N3, G00 ja X6 samanaikaisesti ja myös Z3; tämän toiminnon tarkoituksena on siirtyä nopeasti sisäpinnan raakaleikkaussyklin alkuun.
Suorita sisäpinnan raakaleikkausjakso, jossa N4, G72, W1.2, R1, P5, Q15, X ottaa arvon miinus 0.2, Z ottaa arvon plus 0.5 ja F ottaa arvon 100, ja aseta leikkauksen parametrit.
CNC-ohjelmointiohjeiden N5-koodin alla olevan G00-käskyn tehtävänä on antaa työkalulle mahdollisuus sijoittua viimeistelykontuurin lähtöpaikalta nopealla liikkeellä kohtaan, jossa viisteen jatke sijaitsee.
N6, G01-komento, U6, W3, F80, Tämä on 2 x 45°:n viisteiden hienosorvauksen toimintovaatimus, johon sisältyy syöttönopeuden ja leikkuutilavuuden asetus.
N7 W10 (Φ10 ulkokehän tarkkuussorvaus, Z-akseli liikkuu -10 mm:iin asti)
R2-kaaren hienokääntäminen suoritetaan siten, että kulkusuunta on vastapäivään, erityisellä ohjeella N8 G03 U4 yhdessä W2 R2:n kanssa.
Suorita N9-ohjelmasegmentti ja käytä G01-käskyä siirtääksesi sorvin työkalun X30-asentoon, joka on tarkoitettu päätypinnan viimeistelyyn Z45:ssä.

Käännä halkaisijaltaan 30 mm:n ulkokehää siten, että Z-akseli liikkuu kohti pohjaa N10-ohjelman segmentissä aina 34 mm:n miinusasentoon asti.
N11 X46 (käännetään päätypinta loppuun kohdassa Z34, siirretään kohtaan X46).
Suorita N12-käsky, G02-koodi, U8:n liikemäärä, W4:n liikemäärä ja R4:n sädearvo suorittaaksesi hienosäätöisen R4-kaaren toiminnon myötäpäivään.
N13, G01-käskyä, jonka Z-arvo on miinus kaksikymmentä, käytetään siirtämään Z-akselia alaspäin miinus kaksikymmentä millimetriä, kun viimeistellään halkaisijaltaan viiden neliön ulkokehää.
Kartiopinnan viimeistelyä varten asetetaan leikkuusyvyys ja syöttönopeus, jolloin N14, U20 ja W10 ovat myös kyseisellä työalueella.
N15 Z3 (Φ74 ulkokehän viimeistelysorvaus, ääriviivojen viimeistely)
Käskyllä N16 X-akseli siirtyy G00-tilassa 100-asentoon, Z-akseli siirtyy 80-asentoon ja koneistus saatetaan loppuun palaamalla nopeasti työkalun asetuspisteen asentoon.
N17 M30 (karan pysäytys, pääohjelman suoritus suoritettu ja nollaus) N17 M30 (karan pysäytys, pääohjelman suoritus suoritettu ja nollaus)
![图片[19]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_18.png)
![图片[20]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_19.png)
![图片[21]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_20.png)
![图片[22]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_21.png)
![图片[23]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_22.png)
![图片[24]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_23.png)
![图片[25]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_24.png)
![图片[26]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_25.png)
Halkaisijaltaan φ60mm:n ja ulkokehältä φ22mm:n karkea työstö 0,5 mm:n työstövara. Työkaluina käytetään karhennussylinterin offset-jyrsintä T01 ja urajyrsintä T02, joiden leveys on 2 mm. Työstömenetelmä on seuraava: ensin työstetään φ22:n päätypinta, sitten karhennetaan φ60 mm:n ulkokehä 0,5 mm:n liikkumavaralla, sitten karhennetaan φ22 mm:n ulkokehä 0,5 mm:n liikkumavaralla ja lopuksi katkaistaan työkappale varmistaen, että sen pituus on 105,5 mm. Yksityiskohtaiset tiedot työstömenetelmästä on esitetty taulukossa 7-10.
Sitten karkeasti työstetty φ22 mm:n ulkokehä kiinnitetään ja φ25 mm:n ulkokehä työstetään karkeasti kääntämällä suunta. Tässä prosessissa käytettävät työkalut ovat karhennustyökalu (T01) ja viimeistelytyökalu (T03). Työstöprosessi on seuraava: ensin työstetään φ25mm:n päätypinta, sitten φ25:n ulkokehä työstetään karkeasti 0,08mm:n marginaalilla ja lopuksi φ25mm:n ulkokehä viimeistellään. Erityinen työstömenetelmä on esitetty taulukossa 7-11.
Tämän jälkeen φ25 mm:n ulkokehä kiinnitetään kuparityynyllä kohdistusta varten, ja sitten φ22 mm:n ulkokehä viimeistellään. Työkaluna käytetään tarkkuutta vaativaa lieriökoneistustyökalua (T03). Työstövaiheet ovat seuraavat: ensin viimeistellään φ22mm:n ulkokehä ja sitten φ60mm:n ulkokehä. Tarkemmat tiedot työstömenetelmistä on esitetty taulukoissa 7-12.
![图片[27]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_26.png)
![图片[28]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_27.png)
![图片[29]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_28.png)
![图片[30]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_29.png)
![图片[31]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_30.png)
![图片[32]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_31.png)
φ50mm:n ulompi ympyrä kiinnitetään ja kohdistustyö suoritetaan. Tämän jälkeen suoritetaan peräkkäin φ34mm:n ulkokehän karkea työstö, φ42mm:n ulkokehän työstö ja 2×0,5 uran leikkaus. Tässä prosessissa käytetään työkalua, jossa on positiivinen offset (T01) ulkokehän työstöön, ja työkalua, jonka leveys on 2 mm (T02), urien leikkaamiseen.
Karkeakoneistus suoritetaan φ42 mm:n ulkokehälle marginaalilla, jota seuraa φ34 mm:n ulkokehän karkeakoneistus marginaalilla, sitten φ42 mm:n ulkokehän viimeistelykoneistus, jota seuraa uritus ja lopuksi työkappaleen katkaisu, ja siihen liittyvät työstömenetelmät on esitetty yksityiskohtaisesti taulukoissa 7-15.
Kun edellä mainitut vaiheet on suoritettu, pehmeitä leukoja käytetään ulkokehän kiinnittämiseen, jonka halkaisija on φ34 mm, ja sisempi reikä työstetään. Työkaluina käytetään 45°-pintaleikkuria, numeroitu (T01), poran sorvaustyökalua, numeroitu (T02), ja urasorvaustyökalua, numeroitu (T03), jonka leveys on 4 mm. Työstöprosessi on seuraava: ensin työstetään päätypinta, sitten halkaisijaltaan φ22 mm:n suuruinen reikä työstetään karkeasti, sitten halkaisijaltaan φ22 mm:n suuruinen reikä työstetään hienosti ja lopuksi tehdään uritus, ja urituksen koko on φ24 × 16. Erityinen työstöprosessi on esitetty taulukossa 7-16.
Seuraavaksi työkappale asetetaan karan päälle ja kiinnitetään kahdella keskipisteellä, sitten viimeistellään ulkokehä, jonka halkaisija on φ34 mm, ja käytettävä työkalu on viimeistelytyökalu T01, ja työstövaiheessa viimeistellään vain ulkokehä, jonka halkaisija on φ34 mm, ja erityinen työstömenetelmä on esitetty taulukossa 7-17.
![图片[33]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_32.png)
![图片[34]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_33.png)
![图片[35]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_34.png)
![图片[36]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_35.png)
![图片[37]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_36.png)
![图片[38]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_37.png)
![图片[39]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_38.png)
![图片[40]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_39.png)
2. Sopivien työstökoneiden valinta
Taloudellisen tyypin valinta osapiirustuksessa esitettyjen vaatimusten mukaisesti.CNC-sorviNäin olemme valinneet CNC-vaakasorvin.
3. Työkalun valinta
Työstövaatimuksista riippuen ja sen varmistamiseksi, että työkalun ja työkappaleen välillä ei ole häiriöitä työstön aikana, karhennus- ja viimeistelytoimintoja varten valitaan teräväkärkinen ulkopuolinen sorvaustyökalu tai koneen indeksijännitteinen ulkopuolinen sorvaustyökalu.
4. Määritä leikkausmäärä
Mitä erityisiä arvoja, jotka liittyvät leikkaus määrä, sinun täytyy korreloida suorituskykyä työstökoneen kanssa asiaankuuluvat käsikirjat, yhdistettynä käytännön kokemusta, niin että kattava tuomio, erityiset yksityiskohdat, mene nähdä työstöohjelma.
5. Määritä työkappaleen koordinaattijärjestelmä, työkalun asetuspisteet ja työkalunvaihtopisteet.
Työkappaleen oikean päätypinnan ja akselilinjan leikkauspiste O on työkappaleen origo, jonka perusteella muodostetaan työkappaleen XOZ-koordinaatisto, kuten kuvassa 2-20 on esitetty. Työkalun manuaalisessa asettamisprosessissa asetetaan työkalun asettamispisteeksi työkappaleen oikean päätypinnan ja aihion sylinterimäisen pinnan leikkauspiste A, kuten kuvassa 2-20 on esitetty. Heti tämän jälkeen käytämme MDI-menetelmää koneen ohjaamiseen ja noudatamme näitä erityisiä vaiheita:
1) Takaisin vertailupisteeseen
NOLLA (Paluu vertailupisteeseen) avulla suoritetaan vertailupisteeseen paluuseen liittyvät operaatiot ja rakennetaan näin koneen koordinaatisto.
2)Testileikkaus veistä vasten
Anna karan suorittaa positiivinen kiertotoiminto, aseta valitun sorvaustyökalun kärki lähelle työkappaleen oikeaa päätypintaa ja paina sitten painiketta ohjelmoinnin nollapisteen asettamiseksi, tällä hetkellä kuvaputken näytöllä näkyvä X- ja Z-koordinaattiarvo tyhjennetään nollaan, eli näytölle tulee X0, Z0, sitten vedä sisäänvedettävä työkalu ulos ja tee leikkaus työkappaleen ulkopinnalle, jotta X-mitta pysyy muuttumattomana, ja vedä sisäänvedettävä työkalu Z-suuntaan samanaikaisesti, kun kuvaputken näytöllä näkyvä Z-koordinaattiarvo on nolla, paina painiketta ohjelmoinnin nollakohdan asettamiseksi uudelleen, jolloin kuvaputken näytölle tulee jälleen nollaan tyhjennetty X- ja Z-koordinaattiarvo eli X0, Z0. Kun kuvaputken näytössä näkyvä Z-koordinaattiarvo on nolla, paina painiketta ohjelmointinollapisteen asettamiseksi uudelleen, kuvaputken näytössä näkyy jälleen X-, Z-koordinaattiarvo on nolla, eli X0, Z0. Tällä tavoin järjestelmä saavuttaa ohjelmointinollapisteen asetuksen, eli työkalun asetuspiste A asetetaan ohjelmointinollapisteeksi, joka muodostaa XAZ′-työkappaleen koordinaattijärjestelmän. Lopuksi karan pyöriminen pysäytetään ja työkappaleen ulkohalkaisija D mitataan, ja jos D mitataan, se on φ55㎜.
3)Työkappaleen koordinaattijärjestelmän määrittäminen
Kun työkalun asetustoiminto on suoritettu loppuun, on selvää, että työkalun kärki (sorvaustyökalun vastaava kohta) sijaitsee nyt ohjelmoinnin nollapisteen kohdalla, joka on työkalun asetuspiste A. Tämä on työkalun asetuspiste. Ohjelmoinnin helpottamiseksi olemme valinneet työkappaleen ja akselin oikean päätypinnan ja akselin välisen leikkauspisteen O työkappaleen alkupisteeksi, ja olemme rakentaneet työkappaleen XOZ-koordinaatiston sen mukaisesti. Kun ohjelma G92 X27.5 Z0 suoritetaan, CNC-järjestelmä päivittää välittömästi CRT-näytön näytön näyttämään työkalun kärjen nykyisen sijainnin XOZ-työkappalekoordinaatistossa, eli X-koordinaattiarvo on 27.5 ja Y-koordinaattiarvo on 0. Tämä osoittaa, että CNC-järjestelmä on jo korvannut alkuperäisen XAZ′-työkappalekoordinaatiston uudella XOZ-työkappalekoordinaatistolla.
Työkalunvaihtopiste asetetaan työkappaleen XOZ-koordinaattijärjestelmään, joka on paikassa X15 ja myös paikassa Z150.
6. Ohjelmointi
Me mukaisesti ohjeiden koodi sorvin ja muoto ohjelman segmentti, käsittely osa koko prosessin on huolella kirjoitettu ohjelmaluettelon työkappaleen, sen työstömenettelyt ovat seuraavat, on tärkeää huomata, että tämä järjestelmä X-suunnassa käytetään säde ohjelmointimenetelmän Oh:
![图片[41]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_40.png)
![图片[42]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_41.png)
![图片[43]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_42.png)
![图片[44]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_43.png)
![图片[45]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_44.png)
![图片[46]-众多编程实例,助你轻松搞定数控车手工编程!-大连富泓机械有限公司](/wp-content/uploads/2026/04/1776774100728_45.png)
Tästä hetkestä lähtien olemme antaneet sinulle 30 esimerkkiä, jotka on valittu huolellisesti, ja rukoilemme, että nämä esimerkit auttavat sinua.













Ei kommentteja