
järjestää järjestykseen
11 CNC-ohjelmointi - Yksikkö 11 - CNC-sorvaus kierteitys ohjelmointi.ppt
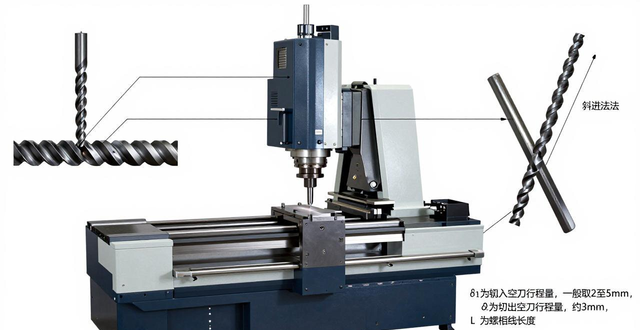
Ensinnäkin, jotta varmistetaan, että kierre opas, käsittely karan pyörimisviikko, työkalun syötön on oltava yhtä suuri kuin kierre opas, syöttö on suurempi; lisäksi kierteitetyn työkalun lujuus on yleensä huono, joten kierteitetyn hampaan tyyppi ei usein ole kerran käsitelty, tarve monta kertaa leikkaamiseen.

CNC-sorvin kierteitysohjeiden G32, G92, G76 yksityiskohtainen käyttö.
X, Z kierteen päätepisteen (piste C) koordinaatit; U, W alkupisteen koordinaatit lisäarvon loppupisteen koordinaatteihin; R kartiokierteen päätepisteen säde ja alkupisteen säde positiivisen ja negatiivisen tuomion R-arvon erotuksen ja G90:n välinen ero samalla tavalla, sylinterimäiset kierteet R = 0, voidaan jättää pois; F pitch-arvoa varten.
