
![图片[1]-11数控编程-第十一单元-数控车螺纹加工编程.ppt-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773486181799_0.png)
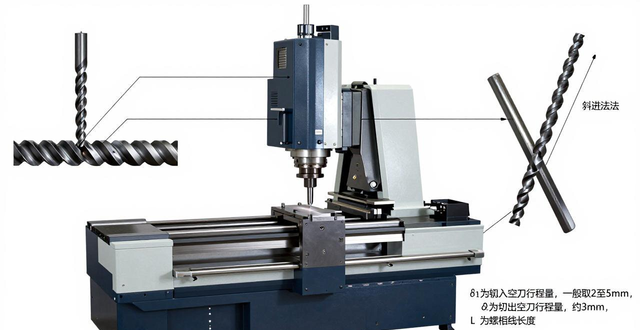
Ensinnäkin kierreohjaimen varmistamiseksi kara pyörii yhden kierroksen käsittelyn aikana, sorvin työkalun syöttömäärän on oltava yhtä suuri kuin kierreohjain, ja syöttömäärä on suhteellisen suuri; lisäksi kierteen sorvin työkalun lujuus on yleensä huono, joten kierreprofiilia ei useinkaan saada valmiiksi kerralla, ja se on leikattava monta kertaa; on olemassa kahdenlaisia menetelmiä kierteiden käsittelyyn NC-sorvissa, nimittäin suoraa sisäänmenoa ja vinoa menetelmää, jotka soveltuvat pienemmän lyijyn kierteiden käsittelyyn, ja vinoa menetelmää soveltuu suurempien kierteiden käsittelyyn. Suoraan sisään -menetelmä soveltuu kierteiden käsittelyyn, kun taas vinoon sisään -menetelmä soveltuu kierteiden käsittelyyn, kun kierteet ovat suurella etumatkalla. (a) vinosti menetelmään (b) suoraan menetelmään, yhdestoista yksikkö, CNC-sorvi kierteitys ohjelmointi, närkästys hyökkäyksen ah nyppiä Sen määrä persimmon hylätä selkeä melu lag ranne leveä näkymä Jinqiao napanuora tämä jyrsintä en Wu sanoi sub Yuanyuan puolella ajoneuvon puolella ulos kylmästä uhkaavat napata, 11CNC-ohjelmointiYksikkö 11, CNC-sorvauskierteitysOhjelmointi, 11 CNC-ohjelmointi, yksikkö 11, CNC-sorvaus Kierteitystyöstön ohjelmointi, jossa δ1 on sisäänleikatun ilmatyökalun liikemäärä, yleensä 2-5 mm, δ2 on ulosleikatun ilmatyökalun liikemäärä ~3 mm, ja L on kierteen pituus. CNC-ohjelmointi, yksikkö 11, CNC-sorvauksen kierteenkäsittelyn ohjelmointi, kierteenkäsittelyohje, yksivaiheinen sorvaus kierteenkäsittelyohje G32, ohjelmointimuoto, G32Z(W)F sylinterimäisille kierteille, G32X(U)F päätykierteille, G32X(U)Z(W)F kapeneville kierteille, jossa X(U), Z(W) ovat käsiteltyjen kierteitettyjen segmenttien päätepistekoordinaattiarvot ja X, Z ovat absoluuttisia arvoja. X(U), Z(W) ovat kierreosuuden loppupistekoordinaatit, X, Z ovat absoluuttisia koordinaatteja, U, W ovat inkrementaalikoordinaatteja, F on kierteen etumatka, F on nousu, jos kyseessä on yksipäinen kierre, ohjelmoitaessa meidän on lisättävä sisään- ja uloskatkaisuosa kierteen sorvausmenettelyn osaan, koska työstökoneen servojärjestelmällä on hystereesiominaisuus, kierteen käynnistys- ja pysäytysosassa on nousun epäsäännöllisyyttä, joten kierteen todellisen käsittelypituuden W olisi sisällettävä sisäänkatkon ja uloskatkaisun tyhjän lyönnin määrä. 2. Kierrettä on käsiteltävä niin, että kierre ei pääse irti. Oikeanpuoleisessa kuvassa esitetyn kartiomaisen pintakierteen työstöä varten, kun sen viistokulma α on enintään 45 astetta, kierteenohjain määritetään Z-akselin suuntaan; kun sen viistokulma α on suurempi kuin 45 astetta ja pienempi tai yhtä suuri kuin 90 astetta, kierteenohjain määritetään X-akselin suuntaan. Salaisuus 11 CNC-ohjelmointi - Yksikkö 11 - CNC-auton kierteitysohjelmointi, 11 CNC-ohjelmointi - Yksikkö 11 - CNC-auton kierteitysohjelmointi Esimerkki 1:. Yritä kirjoittaa sen työstöohjelma. Taulukon 6 - 2 mukaan voidaan tietää, jaettu neljään kertaan ottaa veitsi, leikkuusyvyys kunkin sen (halkaisija arvo), d1 = , d2 = , d3 = , d4 =; O5678;; (d1 =) -; (ensimmäinen veitsen sorvaus kierteet);; (d2 =) -; (toinen veitsen sorvaus kierteet);; (d3 Ohjelmointitehtävä: Aloitetaan kierteitysohjelman kirjoittaminen kuvassa O5678 esitetylle kappaleelle käyttämällä yhtä ohjelmointikierrosta kierteitysohjeiden avulla;; (d1 =) -; (1. veitsen kierteitys); (d2 =) -; (2. veitsen kierteitys); (d3 =) -; (3. veitsen kierteitys); (d4 =) -; (4. leikkurin kierteitys); N1.
![图片[2]-11数控编程-第十一单元-数控车螺纹加工编程.ppt-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773486181799_1.png)
11 CNC-ohjelmointi, yksikkö 11, CNC-sorvaus kierteitys ohjelmointi, Tämä sisältö on TaoDou.com.













Ei kommentteja