
ボルト接合と溶接接合は、多くの機械構造で最も一般的な2種類の接合である。
本稿では、主にボルトの特性と溶接の特性を用いて比較分析を行い、2つの主な接続方法の長所と短所をまとめる。
![图片[1]-螺接与焊接对比分析-大连富泓机械有限公司](/wp-content/uploads/2026/01/1768961786261_0.webp)
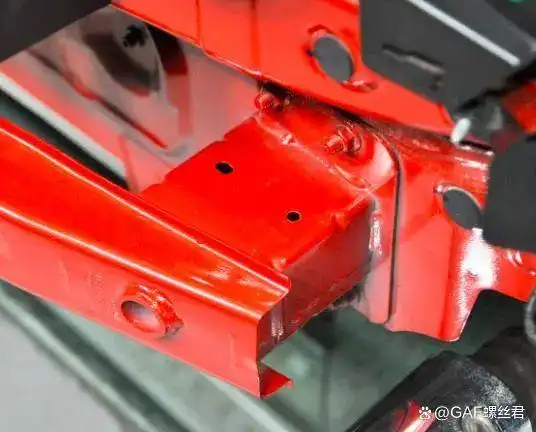
エネルギー吸収ボックスのネジ止めと溶接の詳細図
01 溶接
溶接は、スポット溶接、アーク溶接、レーザー溶接や他のカテゴリがあり、この記事では、主に導入されるアーク溶接に、溶接棒と溶接物の局所的な溶融によって引き起こされるアークによって発生する熱の助けを借りてアーク溶接は、溶接に凝集を冷却した後、溶接物は、統合された全体に接続されている、手動アーク溶接と自動(または半自動)サブマージアーク溶接は、溶接接続方法のアプリケーションの最大数です。
溶接構造には、ボルト接合に比べて次のような利点がある:
また、鋼管と鋼管のY字型やT字型の接続部には、溶接のほか、ボルト締めなどの接続方法を用いることが難しいものもある。
![图片[2]-螺接与焊接对比分析-大连富泓机械有限公司](/wp-content/uploads/2026/01/1768961786261_1.webp)
Tコネクション図
溶接接続にも以下のような欠点がある:
02 ボルト接続
![图片[3]-螺接与焊接对比分析-大连富泓机械有限公司](/wp-content/uploads/2026/01/1768961786261_2.png)
締結部品としてボルトを使用し、連結する必要のある部品を連結して全体とすることで、ボルト接合と呼ばれる。ボルト接合には、通常のボルト接合や高強度ボルト接合など多くの種類がある。
![图片[4]-螺接与焊接对比分析-大连富泓机械有限公司](/wp-content/uploads/2026/01/1768961786261_3.webp)
シャーシねじ込み式アプリケーション図
ボルトの種類
鋼構造物の接合用ボルトには、普通ボルトと高力ボルトの2種類がある。
通常、一般的なボルトのほとんどは六角頭ボルトであり、その製品等級はA、B、Cの3段階に分けられる。この中で、C級ボルトは、一般的にQ235鋼を使用することができ、それは熱間圧延丸鋼によって作られ、粗ボルトに属し、ボルト穴の生産のためのこの種のボルトの要件は比較的低く、これに基づいて、この分野に接続されている通常のボルトの分野で最も広く使用され、アプリケーションの数が最も多い。
製品等級A、Bの普通ボルトは、精製ボルトに属し、ボルト棒の加工要求が高く、ボルト穴の加工要求が高い。普通ボルトの取り付けは、通常、手動のスパナで行われ、ねじの内側に所定のプレテンションをかける必要はない。
鋼構造物に使用される高力ボルトには、特別な意味があります。それは、ねじが必要な予張力を持つように、取り付け工程で特別なスパナを使用することです。
ねじは、本来あるべき予張力の値を大きくするために、高強度鋼で作られなければならない。 先に述べた一般的なボルト、等級AやBは、同じ高強度鋼で作られていても、やはり普通のボルトと呼ばれ、高強度ボルトには8.8と10.9の2つの性能等級がある。
高強度ボルトは中炭素鋼や合金鋼を焼き入れ焼き戻し熱処理したもので、強度が高い。その中で、8.8級高力ボルトは、引張強さfubが800N / mm2以上、曲げ強さ比が0.8である。10.9級高力ボルトは、引張強さが1000N / mm2以上、曲げ強さ比が0.9である。
ボルト接続の種類
ボルト接合は、施工の時間短縮と省力化、必要な施工設備の簡素化、建設作業員に要求される技能が溶接工に要求される技能よりも低いという特徴から、一般的なボルト接合と高強度ボルト接合に分けられる。
![图片[5]-螺接与焊接对比分析-大连富泓机械有限公司](/wp-content/uploads/2026/01/1768961786261_4.png)
それぞれはさらに、加えられる力によって3つのタイプに分類される:
一般的なボルト接合には、せん断ボルト接合、引張ボルト接合、せん断と引張りの両方を受けるボルト接合などがあり、粗ボルト接合(C種ボルト)がよく使われる。せん断接合は、ねじのせん断と穴壁の圧力によって負荷され、引張接合はねじの軸方向張力によって負荷される。
せん断接合用のラフボルトは、通常、ブレース、母屋、壁桁、小型トラスなど、直接動荷重を受けない二次部材にのみ使用され、次に、動荷重を受けない取り外し可能な構造物の接合部や、仮固定目的に使用される。
逆に、ボルトの引張特性はより優れたタイプであるため、現場での取り付けに使用され、引張力を受ける特定の接合部に使用されることが多い。
![图片[6]-螺接与焊接对比分析-大连富泓机械有限公司](/wp-content/uploads/2026/01/1768961786261_5.webp)
ボルト締結の利点と欠点
ボルト接合は、施工工程が単純で、設置や解体が容易であるという利点があり、設置や解体が必要な種類の構造物や仮接続に適している。
第二に、ボルトの穴は、部材の断面の弱体化につながる、接続された部品は、通常、互いにラップする必要があるか、または追加の補助接続プレート、つまり、角度なので、より面倒の建設、およびされます。鋼材の消費量が増える。
スクリュー溶接比較まとめ
03 まとめ
ねじ接合は接合において極めて重要な役割を果たすが、溶接接合もまた、用途の部位、強度要件、スペースの制約、コスト、機能要件などによって重要な役割を果たす。
自動車部門と同様、ボディ・イン・ホワイトは依然として溶接が主体で、ねじ止めは副次的な方法である。シャシーと車両の場合、ねじ止めが各システムを接続する主な方法である(ボディ・イン・ホワイトは溶接工場で行われ、車両は最終組立工場で組み立てられる)。本稿の一部資料はインターネットから引用した(白ボディは溶接工場で溶接され、完成車は最終組立工場で組み立てられる)。













コメントなし