
とはいえ、カスタム材料加工、発電、 輸送、その他の用途でステンレス鋼の使用は 増加している。オーステナイト系ステンレ ス鋼切削の課題は、優れた加工技術、高度な材 料、チップ技術によって克服することができ る。この記事ではステンレス加工同時に、あなたへの特性の特徴は、また、いくつかを紹介するために、ステンレス鋼の長軸加工対策となります。
機械加工生産に使用される材料には、プラスチック、アルミニウム、セラミックス、真鍮、青銅、ステンレス鋼、複合材料、チタン、銅、Ni200など、多くの種類があり、精密機械加工に使用される材料の一部である。ステンレス鋼は、その高い延性、高い耐久性、優れた耐食性により、あらゆる種類の機械加工に最も広く使用されています。
ステンレス鋼は一般的に、標準的な炭素鋼よりも加工が難しく、鋼の合金含有率が高いほど加工が難しくなるという法則がある。ステンレス鋼部品のようなものを加工する場合、機械の振動や工具のびびりによる停止や摩擦がないことを確認することが重要である。
ステンレス鋼の加工特性
まず第一に、ナイフだけでなく、チップ腫瘍の形成に固執する傾向がある、これはステンレス鋼が可塑性の非常に高い程度を持っているので、そうである、また、処理された表面の品質に深刻な影響を与えることができ、最終的に滑らかな表面を得ることは困難であるチップ腫瘍の形成になりやすい、強い付着があります。
![图片[1]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_0.webp)
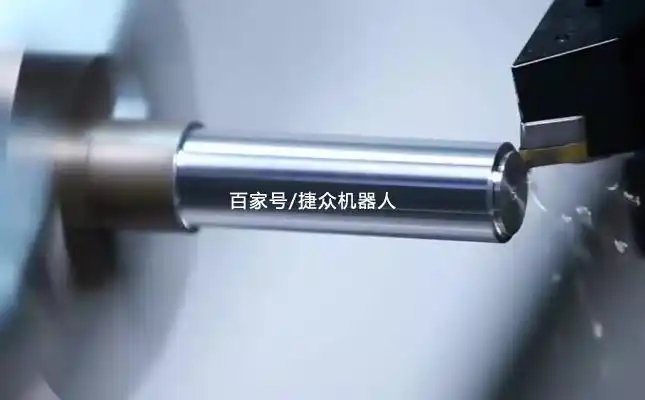
ステンレス長軸加工
2、ステンレス鋼の切断は、温度が非常に高くなり、工具が摩耗しやすくなります。ステンレス鋼の切断では、45鋼の切断に比べて切断温度は、200〜300度高くなります。その主な理由は、第一に、切削力が比較的大きく、消費電力が大きい。第二に、ステンレス鋼の熱伝導率は悪いです、その熱伝導率は45の鋼鉄の1/3だけです、切断によって取られる熱は非常に少しです、切断の熱伝導はナイフの表面と同様、切断区域で起因するステンレス鋼材料とつながれて非常に高温を、示しますナイフの表面の硬度の炭化物の硬度のポイントの形成の摩耗と同様、多くの理由のための堅くなることを構成し、用具の容易な摩耗で起因する非常に遅いです。
![图片[2]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_1.png)
ステンレス鋼の線膨張係数は45鋼の約1.5倍と大きく、機械加工を行う場合、熱膨張だけでなく熱変形もワークの加工精度に影響を与える。
4、チップはカールしていない、また、高温耐性の特性が重要である一方、高塑性、高強度、高靭性のステンレス鋼を与えられた、切断工程では、チップは、作業員のための安全上の危険がある壊れることは困難であるため、壊れたチップとチップの問題への解決策は、ステンレス鋼の切断が直面する問題の一つとなっている。
5、ステンレス鋼は、切断、塑性変形、および、硬化度を回すで、伸びが45鋼の2倍以上を超える大きな可塑性を持っている剪断応力の増加の金属材料の剪断滑り領域で、その結果、大きく、総切断力を増加させるので、それは総切断力を増加させます。
ステンレス長尺シャフト加工対策
加工中のステンレス鋼の長いシャフトのために、切屑の破損が困難で、その結果、強い摩擦を生成するために、工具の前縁との形成過程における切屑は、工具の前縁は、切屑の溝と円弧の傾斜で研がれなければならない、傾斜は、切屑や切屑の破損のロールのために非常に有益である前面の深さの後に浅いの種類である必要があります:工具は10°の大きい背角で使用されるべきであり、適切な先端の半径r = 0.2から0.8を選択するだけでなく、ワークが大幅にステンレス鋼の長いシャフトを処理の品質を向上させることができる圧縮応力状態の切削力の軸方向成分の下で形成することができるように、大きな主偏向角を適用する。大きな主偏向角度を適用するように、ワークが大幅に切削条件を改善することができ、したがって、ステンレス鋼の長いシャフトを加工する品質を向上させると同時に、刃先の摩耗の減速の結果、圧縮応力状態の形成の作用の切削力軸方向成分で形成することができる。
より大きい前部角度を使用するステンレス鋼の長いシャフトの切断は、切削抵抗を減らし、切断の過程で遭遇した抵抗のプロセスから滑り落ちるために、工具の前部角度を増加させ、切削力と切断によって発生する熱を減らし、ステンレス鋼の長いシャフトの切断の振動を減らし、機械加工の硬化の効果を弱め、一般的に15°〜30°を選択します。
3、工作物の強制冷却の実施にクーラントの使用は、線膨張のステンレス鋼の係数は、工作物の切削熱の旋削工程で、また、より重要であり、クーラントだけでなく、直接切削ゾーンと工具の温度降下の刃先に起因する熱の多量を奪うことができ、また、摩擦が処理される材料の物理的性質を改善するために、低減されるように、潤滑効果があります。潤滑効果があり、それは30%に15%ダウン切削力を作ることができ、その後、ステンレス鋼の長い軸は、曲げや状況の変形が表示されるように部品に影響を及ぼすに向かって切削熱を低減し、超硬切削工具のために、冷却操作は、工具温度の切削部分が冷却後に上昇している防止するために、切削用工具の前に実施する必要がある超硬チップは、クラック現象が表示され、ワークの測定が適切でなければなりません。ワークの測定は、測定誤差を避けるため、十分な冷却後に行わなければならない。
![图片[3]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_2.webp)
ステンレス長軸加工
![图片[4]-不锈钢长轴加工 其加工工艺措施有哪些-大连富泓机械有限公司](/wp-content/uploads/2026/02/1770950303127_3.png)
4、ステンレス鋼の長いシャフトの回転は、通常、切削速度を低下させるだけでなく、それを移動する工具の量を増加させるために、目的は回転時に生成される振動や変形を低減することである。
5、ステンレス鋼の長いシャフトを回すことは、多くの場合、3爪チャックを使用するだけでなく、ツールホルダーを使用する必要があり、センターフレームを使用するには、目的は、切削力のバランスをとることであり、その後、ステンレス鋼の長いシャフトの剛性を向上させるように、振動を防ぐことができます。
6、上部の弾性の自動拡張の使用は、問題の熱伸長と変形に起因するステンレス鋼の長いシャフト部品を克服するために、同時に、逆送りの使用は、すなわち、ツールフィードは、尾ストックフィードの方向に向かってチャックからであるとき、部品が曲げられ、したがって、変形を生成しないように、部品が引張状態の一種であるようにするために、この方法を使用します。
私たちは、この記事を通じてステンレス鋼とステンレス鋼の長軸加工工程の対策の加工特性を知っている、ステンレス鋼の長軸の処理では、形成過程における切屑は、切屑の破損が困難になっている結果、工具の前縁と強い摩擦を生成するので、工具の前縁は、切屑溝の円弧で研がなければならず、切屑溝は、それが切屑と切屑の破損の体積に資するように、深いバック浅い傾きと切屑溝の種類を傾ける必要があります。ステンレス鋼の長いシャフトの加工知識についての詳細は、私たちに注意を払うことができます知っている。
モーターローター自動加工用重負荷トラスロボット」。
長尺シャフト加工プログラム 長尺シャフト加工の基本工程
段付きシャフト加工 鋼管シャフトの加工工程













コメントなし