
経済成長とともにステンレス鋼材料板は、フィールドのアプリケーションは、より広範になっており、その関連製品は、機械製造、造船、橋梁建設や他の多くの産業で広く使用されているされています。ステンレス鋼板の加工は、主にレーザー切断の形で、この方法では、高品質の切断効果に到達したい場合は、特定のプロセスのスキルを習得する必要があります。
一般的に、中厚板とは特定の板厚範囲を持つ鋼板のことで、板厚が10.0~25.0mmのものを指し、25.0~60.0mmのものを厚板、60.0mm以上のものを特厚板と呼ぶ。
レーザー切断された厚板の優秀性の基準
1.粗さ
レーザー切断後、断面には縦線が現れるが、この線の深さは切断面の粗さに影響し、線が浅い場合は切断面が滑らかになり、線が深い場合は断面が粗くなり、線が浅いほど切断品質が高くなる。
2.垂直性
厚いシートメタルでは、カッティングエッジの垂直性が重要です。焦点から離れると、レーザービームは発散し、上下の切断幅に不一致が生じます。カッティングエッジが垂直線から大きくずれてしまうと、加工物は規格に合わなくなり、使いにくくなる。さらに、ワークのエッジが垂直であればあるほど、カットの品質は高くなる。
3.切断幅
輪郭の内径を決定する切り口の幅は、実際の切断プロセス中に調整され、切断された材料を補正し、ワークピースが必要なサイズになるようにします。
4.テクスチャー
厚板を高速で切断する場合、溶融金属は垂直のレーザービームの下の切り口から排出されるのではなく、レーザービームの背面から排出されるため、切断端に曲線が生じるが、この問題を解決するために切断工程の最後に送り速度を下げることで大幅に解消できる。
5.バー
バリの有無と数は、レーザー切断の品質を決定する極めて重要な要素であり、バリを除去するために必要な余分な作業は、時間と人件費に加味されます。したがって、バリの有無はレーザー切断が適格か否かを判断する基本的な基準となります。
6.熱の影響を受けた地域
熱影響部と呼ばれる部分の深さは、内部構造が変化した部分の深さと定義される。レーザー切断工程では、切断部に近い金属部分が加熱され、この加熱によって金属の構造が変化することがある。例えば、金属によっては硬くなることがあります。
7.変形
切断によって部品が急激に加熱されると、部品が変形するため、微細加工では特に重要です。レーザー出力を制御し、短いレーザーパルスを使用することで、部品の加熱を抑え、変形を防ぐことができます。
厚いステンレス鋼板のレーザー切断に必要な加工条件
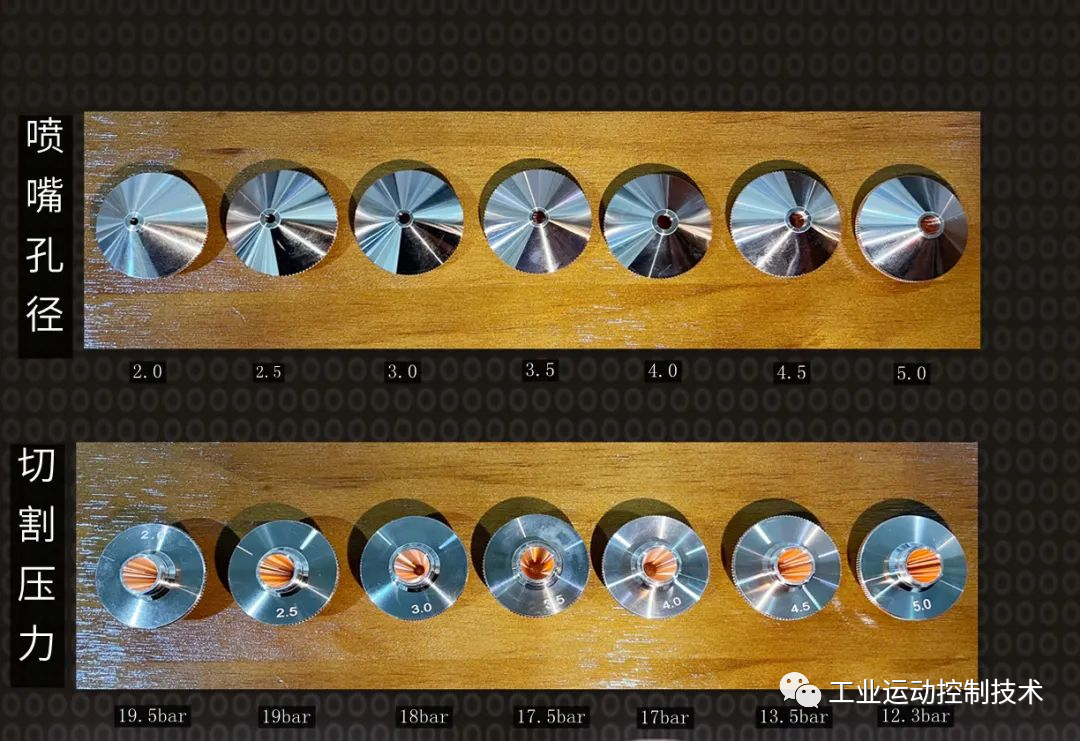
1.ノズルの選択
ノズルの直径の大きさは、切り口へのガス流の形状、ガス拡散面積、ガス流量を決定し、ひいては溶融物の除去と切断の安定性に影響する。切り口へのガス流が大きく、速く、ワークピースがガス流の中に適切に配置されていれば、溶融物を除去するジェットの能力が強くなる。ステンレス鋼が厚いほど、大きなノズルを使用する必要があり、比例弁の設定を大きくすると、正常な断面結果を切断する圧力を確保するために流量が大きくなります。
ここで、ノズル仕様の仕様は、主に開口部の末端を指し、切断ノズルを取る、その開口部の範囲は1.5ミリメートルから5.0ミリメートルです。開口部なぜこの選択は、主に切断パワーに関連し、より大きなパワーは、より多くの空気の体積を必要とする発熱が大きくなります。3mm以下の板を切断する場合は、一般的に2.0mmの穴径のノズルを使用し、3mmから10mmの板を切断する場合は、3.0mmのノズルを使用し、10mm以上の板を切断する場合は、3.5以上のノズルを使用する必要があります。
酸化切断(補助ガスが酸素)用のシングル・ノズルとダブル・ノズルの場合、ノズルは一般にダブル・デッキです。核融合切断(補助ガスが窒素)用のシングル・ノズルとダブル・ノズルの場合、ノズルは通常シングル・デッキです。ただし、レーザーによっては、シングルノズルを使用するかダブルノズルを使用するかについて特定の指示があるものもあり、この場合はレーザーの指示に従う必要があります。
![图片[1]-不锈钢中厚板的激光切割工艺-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771037174933_2.png)
2.補助ガスの選択とガス純度
ステンレス鋼のレーザー切断プロセスでは、多くの場合、酸素、窒素、空気などの補助ガスの数を使用するように、ガスの異なる種類の使用は、切断部は、異なる効果を提示し、酸素は黒いセクションを提示し、空気は黄色がかったセクションによって引き起こされ、窒素はステンレス鋼が元の色を維持するためにされていることができます補助ガスの最初の選択肢として、窒素のステンレス鋼切断酸化されていません。
3.フォーカスポジション
異なる焦点、厚さ、材質、カットの品質があり、異なる材料や厚さを切断し、異なる焦点に調整する必要があり、切断する前に、プロセスの選択の主な方向として負の焦点を切断ステンレス鋼のテストと分析の切断プロセスパラメータを実施するためのベンチマークとしてゼロ焦点に実際のゼロ焦点を測定する。
4.レーザー周波数調整とパルスデューティサイクルが切断品質に及ぼす影響
厚いステンレス鋼板の切断に及ぼす周波数変化の影響:
500Hzから100Hzの範囲では、周波数が低下し、切断部の効果はより繊細になり、剥離は徐々に改善される。周波数を100Hzに設定すると、切断ができなくなり、ブルーライト現象が発生する。周波数変更の助けによって; 最もよい頻度範囲を見つけなさい。最適な切断部を確保するためには、パルス数と1パルスのエネルギーが完全に一致するようにする必要があります。













コメントなし