

焊接变形控制方法有着多种样式,针对不同情形能够灵活去运用。因为焊接过程繁杂众多,并且钢结构形态变化万千,所以,找寻有效的控制方法一直是钢结构焊接领域的研究关键要点,,进而达到高效控制焊接变形的目的,最终为钢结构工程的质量和稳定性提供有力保障。


01焊接变形的基础理论
焊接变形定义及其影响
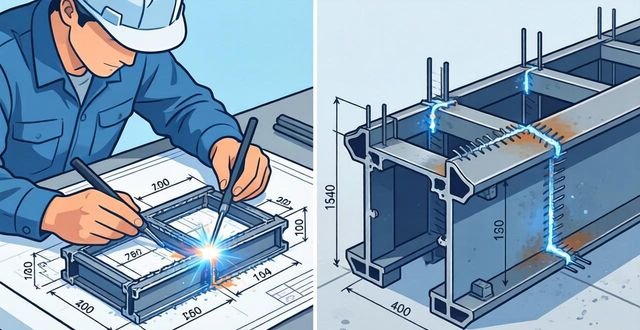
于钢结构焊接进程里,因局部高温、材料非均质这般因素予以的影响,焊缝以及周边区域常常会出现变形。此变形不但对钢结构的整体美观造成影响,还兴许会使它的使用性能下降。深度去理解焊接变形的定义以及其影响因素,针对制定有效的控制举措具备重要意义。
在焊接的时候,因高温作用,焊接材料会出现膨胀,可是,随着温度降下来,材料又会出现收缩,这种热胀冷缩的情况,会致使材料形态产生改变,也就是产生焊接变形,需要注意的是,持续单侧焊接所产生的变形一般大于两侧交叉焊接的变形,因为单侧焊接会致使更高的温度,进而加剧材料的变形,另外,焊接温度的不均匀分布也会进一步加大焊接处的变形程度,对成品的制造造成严重影响。
焊接变形的主要形式
在焊接变形所呈现出的诸多形式当中,存在着六种常见的基本类型,它们分别是收缩变形,还有角变形,以及弯曲变形,另外还有扭曲变形,再有波浪变形,最后是错边变形。这些变形的成因各异 ,收缩变形主要源于焊缝纵向与横向收缩 ;角变形多是因V型坡口对接焊焊缝布置不对称。致使焊缝上下横向收缩量不均造成的 ;弯曲变形常出现在 “T”型梁焊接时 ,因焊缝布置不对称 ,使焊缝多的一面收缩量较大 ,进而引发工件弯曲 ;扭曲变形 ,也就是螺旋形变形 ,多出现在工字梁焊接中 ,这通常是焊接顺序和方向不合理导致的 ;波浪变形常见于薄板焊接 ,焊缝收缩致使薄板局部产生较大压应力而失稳 ,最终构件呈现波浪形 ;错边变形往往发生在两块板材焊接过程中 ,因热膨胀不一致。可能引发长度或厚度方向错边。

02焊接缺陷的产生因素
焊接设备的影响
有多种因素,在焊接进程里,会致使焊接方面出现缺陷。焊接设备的性能状况以及维护情形,会直接对焊接质量产生影响,设备要是出现故障或者操作不恰当,就有可能致使焊接出现缺陷。在对钢结构开展焊接的时候,焊接机是不可或缺的一种装备。它的性能和焊接质量直接相关联。所以,一定要对焊接机开展定期的维护以及检查,从而保证它的各项功能处于正常状态,能够精确地输出电流、电压以及气流等参数。不过,在实际的操作当中,我们发觉好多焊接机的性能并不稳定,很难符合高标准的焊接需求。另外,在维修期间常常只是做些表面的处理,并未依照焊接机的专业规定来操作,这同样对其性能的展现造成了影响。

焊接人员的影响
于钢结构焊接进程里,焊工的专业素养以及技能水平是极其关键重要的。焊接人员的知识水准与技能对焊接质量产生影响之情状,存在技能欠缺不足状况时可能会对焊接质量造成损害。焊工不但要具备相应的技术等级和资格证书,而且还得精通各类焊接方法,并且要拥有丰富的实践积累经验以及严谨认真的工作态度样子然而。在实际操作当中,我们发觉部分焊工的技能水平没有达到标准要求。

焊接工艺技术水平的影响
焊接工艺技术用于焊缝质量很关键,稍有偏差没准就会引发焊接缺陷。钢结构焊接里焊接工艺具关键作用,直影响焊接质量与结果。所以,实际焊接工作当中我们有必要切实保障焊接质量。这就需要焊工有相应焊接技术水平,还得严格按既定焊接程序操作。

03焊接变形控制策略
设计阶段控制策略
关于钢结构的焊接进程当中,起着关键作用的是设计阶段对于焊接变形的控制。为了能够从根源处有效地削减焊接这种结构所产生的变形这一情况,我们必须要针对此钢结构展开科学并且恰当的结构形式设计工作。借助合理的设计方式,我们能够确保焊缝数目以及尺寸得以受到有效的管控由此降低因过多热量输入致使的焊接变形发生的那种险情。
施工阶段控制策略
于钢结构焊接流程里,为促成焊接变形的有效管控,我们得针对节点构造以及焊缝种类透彻剖析。施工期间,能实行刚性固定法,妥当安排装配焊接顺序,还有反变形法此类举措。另外,反变形法属于有效的预防办法。于焊接之前,必须预先认定构件的变形规模与方向,从而在焊接结束后得以契合设计标准。

现代工艺里,焊接堪称关键一环,对产品生产保障有着极其重要的意义。可是,焊接进程中所产生的变形状况,会直接对产品自身的成型质量造成影响!所以,当开展产品焊接操作时,我们务必高度看重此问题,并且要不断去探寻全新的焊接技术,以此来确保焊接过程具备持久性,进而得以防止出现焊接畸形,最终保障产品质量。













暂无评论内容