
01Die “Zwillingsgesichter” von Fehler und Präzision”
Je kleiner die daraus resultierenden Bearbeitungsfehler sind, desto höher ist der Grad der Einhaltung der entsprechenden Normen und damitBearbeitungsgenauigkeitJe höher sie ist, desto höher ist sie. Die beiden beschreiben eigentlich dasselbe, aber aus unterschiedlichen Perspektiven. Mit anderen Worten: Die Größe des Fehlers ist direkt entscheidend dafür, ob das Teil der Norm entspricht oder nicht, und auch für die Zuverlässigkeit der gesamten Maschine oder Produktionslinie.
Es gibt eine Bedingung, die als Bearbeitungsfehler bekannt ist, nämlich die “Lücke” zwischen den geometrischen Parametern eines Teils nach der Bearbeitung, d. h. der Größe, Form und Position, und dem idealisierten Modell. Wenn diese Lücke innerhalb der zulässigen Grenzen kontrolliert werden kann, weist das Teil eine akzeptable Genauigkeit auf; überschreitet sie die vorgegebenen Grenzen, wird das Produkt als Fehlschlag gewertet.
02 Neun Fehlerquellen einzeln gezählt
2.1 Maschinenbetten - angeborene “Konstitution” bestimmt die Untergrenze
Die Maschine selbst ist wie ein “Förderband”, jedes Glied in der Kette wird nachgelagert verstärkt.
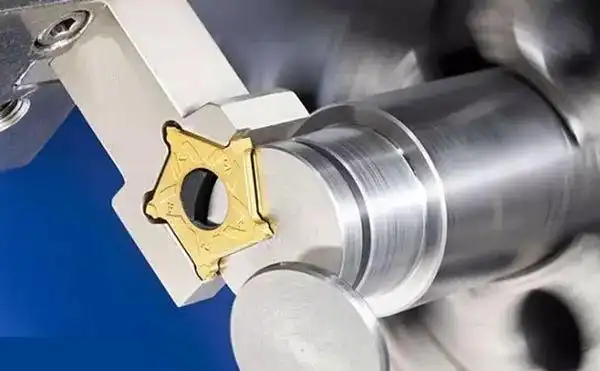
2.2 Tooling - Verschleiß leise umschreibt Maße
Das Werkzeug ist keine “Einheitsgröße”, sondern wird im Laufe des Schneidprozesses immer weiter “schlanker”.
![图片[1]-机械加工误差全解析:9大根源与对策-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771758873192_0.webp)
![图片[2]-机械加工误差全解析:9大根源与对策-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771758873192_1.png)
2.3 Klammern - Fehler bei der Positionierung von Bezugspunkten “aus erster Hand”
Das Werkstück wird durch die Vorrichtung in der richtigen Position “fixiert”, was die Aufgabe der Vorrichtung ist. Wenn die Positionierflächen der Vorrichtung, die Stiftbohrungen und die Anschläge nicht eben, senkrecht oder parallel sind, wird der Positionsfehler in den Abmessungen des Werkstücks vergrößert.
2.4 Positionierungsfehler - die “Nichtkombination der Bezugspunkte” ist der heimtückischste
Unabhängig davon, welche Seite als Positionierungsnullpunkt gewählt wird, solange sie nicht mit dem Bemessungsnullpunkt übereinstimmt, tritt ein Fehler bei der Nullpunktverschiebung auf.
Mehr problematisch ist die “Positionierung sub Fertigung Ungenauigkeit Fehler”, wenn das Werkstück Positionierung Oberfläche und Vorrichtung Positionierung Element Spiel ist zu groß, jede Einspannung kann dazu führen, dass das Werkstück “run”, und nur in der Anpassung Methode der Verarbeitung.
2.5 Verformung unter Krafteinwirkung - Schnittkräfte, die das Teil aus der Ausrichtung “ziehen”
Werkstück Steifigkeit ist weit starrer als die Werkzeugmaschine, Werkzeug-, Vorrichtungs-Steifigkeit ist gering, die Schnittkraft, die durch das Werkstück, wie “Kork” wie Verformung, externe Drehwerkzeug Steifigkeit ignoriert werden kann, bohren kleine Löcher, wenn die Werkzeugstange so dünn wie “Nudeln”, Verformung des Lochs in der Rundheit der Rolle einer direkten Entscheidung.
2.6 Thermische Verformung - Verdoppelung des Fehlers bei steigender Temperatur
Während der Präzisionsbearbeitung, thermische Verformung Fehler kann für den Gesamtfehler von 50%, die Werkzeugmaschine, Werkzeug-und Werkstück-Wärmeübertragung zwischen einander, was in der Führungsbahn Referenz-, Spindel-Achse und die Spitze des Werkzeugs Trajektorie Drift, Nacht Produktion der gleichen Charge von Teilen und der Tag-Produktion im Vergleich zu der Größe der Differenz kann aus der “Haarlinie”.
2.7 Anpassungsfehler - die “künstliche” Genauigkeit ist am peinlichsten
Jedes Mal, wenn ein Werkzeug eingestellt wird, jedes Mal, wenn ein Werkzeug justiert wird, und jedes Mal, wenn ein Werkzeug eingespannt wird, werden ungefähre Berechnungen vorgenommen. Wenn Einstellungen auf einer Skala vorgenommen werden, die kleiner ist als die minimale Maschinenanzeige, sind in den scheinbar fehlerfreien Einstellungen in Wirklichkeit systematische Fehler enthalten, die in der Massenproduktion exponentiell vergrößert werden.
2.8 Messfehler - der “schwarze Schwan” des letzten Zentimeters”
Messfehler, der sphärische Radius der Sonde, die Ablesegewohnheiten des Bedieners, Umgebungsvibrationen - all dies kann dazu führen, dass die Messergebnisse um einige Mikrometer abweichen, was alle Bemühungen in der Anfangsphase zunichte macht und zu einem unbrauchbaren Ergebnis führt.
2.9 Innerer Stress - die unsichtbare “Zeitbombe”
Nach dem Kaltwalzen, Abschrecken, und nach dem Schweißen der Eigenspannungen erzeugt, als ob die Feder ist in der Regel dort warten, freigegeben werden, sobald die äußere Kraft, oder Temperaturänderungen, in der “High-Energie-Position” des Metalls wird plötzlich Verformung, was in der Größe der verarbeiteten und die Form der sofortigen Rückkehr auf Null.
03 Ideen zur symptomatischen Verbesserung
04 Fazit: Fehler in einen “kontrollierbaren” Käfig stecken
Im Bereich der Bearbeitung gibt es keinen absoluten Nullfehler, aber es ist möglich, den kleinsten Fehler innerhalb eines kontrollierten Bereichs zu erreichen. Durch den Start der Peak-Shaving-Operation von der Quelle, durch den Prozess der Kompensation Links, und in den Prozess der weichen Verarbeitung, strenge Kontrolle, so dass jedes Teil kann die gleiche Präzision Spur über den Betrieb zu machen. Dies ist die Quintessenz der modernen Fertigung und der Ausgangspunkt der Produktzuverlässigkeit.













Keine Kommentare