
01The “twin faces” of error and precision”
The smaller the resulting machining errors, the higher the degree of compliance with the corresponding standards, and thusmachining accuracyThe higher it will be. The two are actually describing the same thing, but from different perspectives. In other words, the size of the error is directly decisive for whether the part is up to standard or not, as well as for the reliability of the entire machine or production line.
There is a condition known as machining error, specifically the “gap” between the geometric parameters of a part after machining, i.e., the size, shape and position, and the idealised model. If this gap can be controlled within the permissible limits, then the part will have acceptable accuracy; if it exceeds the specified limits, then the product will be judged a failure.
02 Nine sources of error counted one by one
2.1 Machine beds - innate “constitution” determines the lower limit
The machine itself is like a “conveyor belt”, any link off the chain will be amplified downstream.
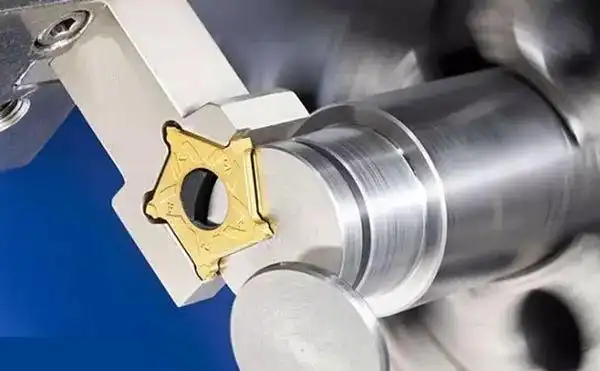
2.2 Tooling - wear quietly rewrites dimensions
The tool is not “one size fits all”, but continues to “slim down” in the cutting process.
![图片[1]-机械加工误差全解析:9大根源与对策-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771758873192_0.webp)
![图片[2]-机械加工误差全解析:9大根源与对策-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771758873192_1.png)
2.3 Clamps - “first-hand” errors in positioning datums
The workpiece is “fixed” in the correct position by the fixture, which is the task of the fixture. If the positioning surfaces of the fixture, the pin holes and the stops are not flat, perpendicular or parallel, the positional error is magnified in the dimensions of the workpiece.
2.4 Positioning errors - “datum non-recombination” is the most insidious
Regardless of which side is selected as the positioning datum, as long as it is not the same as the design datum, a datum non-recombination error will occur.
More troublesome is the “positioning sub manufacturing inaccuracy error”, when the workpiece positioning surface and fixture positioning element clearance is too large, each clamping may lead to the workpiece “run”, and only in the adjustment method of processing.
2.5 Deformation under force - cutting forces “pulling” the part out of alignment”
Workpiece stiffness is far more rigid than the machine tool, tooling, fixture stiffness is low, the cutting force caused by the workpiece, such as “cork” like deformation, external turning tool stiffness can be ignored, boring small holes when the tool bar as thin as “noodles”, deformation of the hole in the roundness of the role of a direct decision.
2.6 Thermal deformation - double the error when the temperature rises
During precision machining, thermal deformation error can account for the total error of 50%, the machine tool, tool and workpiece heat transfer between each other, resulting in the guideway reference, spindle axis and the tip of the tool trajectory drift, night production of the same batch of parts and the daytime production compared to the size of the difference may be out of the “hairline”.
2.7 Adjustment Errors - “Artificial” Accuracy is the Most Embarrassing
Approximate calculations are made every time a tool is set, every time a tool is adjusted, and every time a tool is clamped. When adjustments are made on a scale smaller than the minimum machine reading, the seemingly flawless adjustments are actually embedding systematic errors, which are exponentially magnified in mass production.
2.8 Measurement errors - the “black swan” of the last centimetre”
Gauge errors, the spherical radius of the probe, the operator's reading habits, environmental vibrations, all of these can cause the measurement results to drift by a few microns, thus wasting all the efforts made in the early stages and leading to a wasted result.
2.9 Internal Stress - The Invisible “Time Bomb”
After cold rolling, quenching, and after welding the residual stresses generated, as if the spring is generally there waiting to be released, once the external force, or temperature changes, in the “high-energy position” of the metal will suddenly deformation, resulting in the size of the processed and the shape of the instant return to zero.
03 Ideas for symptomatic improvement
04 Conclusion: Putting errors in a “controllable” cage
In the field of machining, there is no such thing as absolute zero error, but it is possible to achieve the smallest error within a controlled range. By starting the peak shaving operation from the source, through the process of compensation links, and in the process of soft processing, strict control, so that every part can make the same precision track above the operation. This is the bottom line of modern manufacturing and the starting point of product reliability.













No comments