
不锈钢用药芯焊丝的选用
不锈钢用药芯焊丝的应用主要是活性气体保护焊,在进行药芯焊丝活性气体保护焊的时候,有着下面这些特点。
同焊条电弧焊相较,熔敷速度能够提升二至四倍,它的熔敷效率高达百分之九十(不锈钢焊条仅百分之五十五),生产效率显著提高,经济性十分优良。
② 对电流的适应范围广,对电压的适应范围也广,和过去的活性气体保护焊不锈钢实心焊丝相比较,焊接条件的设定相对较为容易,容易进行半自动焊接,也容易进行自动化焊接。
脱渣性呈现出良好的状态,焊道表面具备有光泽的特性。除此之外,飞溅的情况是很少的,电弧稳定性展现出优良的特质,X射线检验的合格率处于较高的水平。
焊接不锈钢药芯焊丝时,此一情形之下,焊缝金属主要合金成分同母材两者呈一致或者相近态势,鉴于这样的状况,焊缝的耐蚀、耐热这类特性基本上能够得以保证。然而呀,对于焊缝金属性能有着重大影响的C、O、N的含量,在药芯焊丝进行施焊这个过程当中,却存在一些特殊的变化规律,这是应当予以认真对待的情况。
要是在不锈钢焊接里头,把降低焊缝金属含碳量当作提升其抗晶间腐蚀能力的有效途径之一,这是可行的。可是呢,一旦采用含有CO2成分的保护气体去进行焊接作业,焊缝金属的增碳倾向在一定程度上是几乎没办法避免的,所以实心不锈钢焊丝一般情况下是必须采用情性气体保护焊的。然而,对于不锈钢药芯焊丝来讲,就算采用纯CO2当作保护气体,焊缝金属碳含量的增加同样能够被控制在特别低的水平的。这些年以来,众多超具有低碳特性(C≤0.04%或者C≤0.03%)以及极度低碳属性(C≤0.02%)的不锈钢药芯焊丝,已然获得广泛采用。多数不锈钢药芯焊丝所采用的用于保护的气体,是CO2或者Ar加上20%至25%的CO2混合而成的气体。
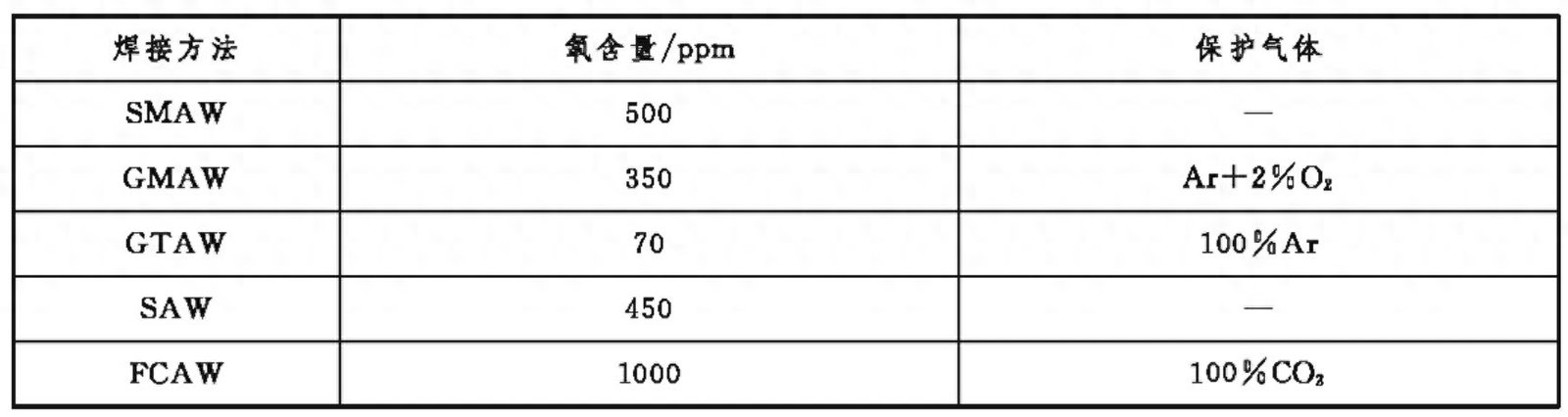
药芯焊丝用于焊接不锈钢时,其焊缝金属当中的氧含量,相较于其他Welding method而言,是相对较高的。随着含氧量不断增高,焊缝金属的冲击韧性就会下降。焊缝金属里的氧,大多是以氧化物夹杂的形式,弥散分布在晶格之间的。这些氧化物夹杂,一部分源自粉剂中的氧化物,另一部分是脱氧反应的产物。氧化物夹杂含量要是过高,也有可能成为不锈钢焊接接头冷弯不合格的原因之一。焊缝当中的含氧量,能够随着焊丝熔渣碱度的提升而下降,然而,在碱度提升之际,会致使熔渣黏度降低,进而对焊丝的全位置焊接性产生影响。

图1 不同焊接方法的308不锈钢焊缝金属含氧量比较
PART 01
马氏体不锈钢焊接时焊丝的选用
马氏体钢能够凭借热处理去调整性能,所以,为了确保使用性能的需求尤其是耐热马氏体钢,焊缝成分应当尽可能地靠近母材的成分。为了避免冷裂纹,还能够采用奥氏体焊接材料,此时的焊缝强度肯定会比母材低。
马氏体不锈钢焊接时,容易出现下列问题。
在某些情况下,存在着过热区硬化以及冷裂纹的状况。马氏体不锈钢具有一种特性,其淬硬倾向格外大,当处于高温加热之后,在空冷这样的条件之下,就能够获取到呈现硬脆状态的马氏体。在焊接拘束应力以及扩散氢所产生的作用之下,出现焊接冷裂纹的可能性是非常大的。
②过热区发生脆化,马氏体不锈钢的过热区,其晶粒长大倾向极为严重,显著地降低了接头的塑韧性,进而出现过热区脆化。
③热影响区呈现软化现象,在高温环境下进行长期的加热,容易于热影响区的软化区域出现显微裂纹,进而降低接头的使用可靠性。
当焊缝成分跟母材成分差不多时,焊接进程里焊缝和热影响区会一块硬化变脆,为防止冷裂,母材常常得进行预热,接着焊后要做热处理,来提升接头性能。因焊缝金属与母材的热膨胀系数基本一样,经热处理后有能够完全消除焊接应力。焊接Cr13型马氏体钢所用的焊丝,要严格把控有害杂质S、P及Si等,选用含有Ti、N、Nb或A1等元素的焊丝,去细化晶粒并降低硬性。当工件不符合进行预热或者热处理的条件时,适宜选用能够得到奥氏体焊缝组织的焊材,这类焊缝具备较高的塑性以及韧性,能够使焊接应力得到松弛,并且能够较多数量地发生固溶,所以能够降低冷裂倾向。然而这种材质存在不均匀情况的接头,因为热膨胀系数存在不同,在处于循环温度的工作环境当中,有可能产生热疲劳裂纹,进而致使接头遭到破坏。

图2 马氏体不锈钢焊材的选用
PART 02
铁素体不锈钢焊接时药芯焊丝的选用
铁素体不锈钢于加热以及冷却进程里不会出现任何相变,所以,焊后哪怕是快速冷却也不会生成硬化组织。这类钢在焊接的时候,容易出现下述问题。
铁素体晶粒在经受900℃以上的加热之后,会急剧地长大,在焊接之后,就算进行快速冷却,也没办法避免因为晶粒粗大化而引发的韧性急剧下降,以及出现较高的晶间腐蚀倾向。
钢中含Cr量较高的叫铁素体钢,其有害元素C、N、O等也较多,脆性转变温度较高,缺口敏感性较强,所以焊后脆化现象较为严重。
③于400至600℃的温度区间内进行长时间加热,随后缓慢冷却时,会出现475℃脆化的情况,进而致使常温韧性显著下降。在550至820℃的温度范围内长时间加热之后,就容易从铁素体当中析出相,这也会明显降低其塑性以及韧性。
进行铁素体不锈钢药芯焊丝选择之际,要采用那种含有害元素(像C、N、S、P等)含量低的药芯焊丝,以此来改善焊接性能以及焊缝韧性。焊缝成分能够采用与Cr17系同质的成分,可是在拘束度大的情况下,极易产生裂纹,焊后能够采用热处理,让耐蚀性能得以恢复,并且改善接头塑性。还能够采用奥氏体型高Cr、Ni焊材,用以降低缺口敏感性,提升接头抗裂能力,比如309(24 – 13)型以及310(26 – 21)型奥氏体不锈钢药芯焊丝。奥氏体焊绛金属大体上跟铁素体母材同等强度,然而在某些腐蚀介质里,焊缝的耐蚀性兴许跟母材存在极大差异,对此在药芯焊丝选用之际需留意。

图3 铁素体不锈钢用药芯焊丝的选用
PART 03
奥氏体不锈钢焊接时药芯焊丝的选用
相比马氏体钢还有铁素体钢,奥氏体不锈钢的焊接性是比较好的,不过在焊接的时候,仍需要注意下面这些问题。
①焊接接头会出现晶间腐蚀,常用的那种18-8型奥氏体类不锈钢焊接接头,在腐蚀环境里使用了较长时间之后,焊缝会出现不同程度的晶间腐蚀,焊趾也会出现不同程度的晶间腐蚀,热影响区同样会在敏化区(焊接时加热到600~1000℃的区域)出现不同程度的晶间腐蚀。
②应力腐蚀断裂,奥氏体不锈钢于一些特定的腐蚀介质里使用了一段时间之后,会出现开裂的现象,这是因为焊接后存有较大的残余应力以及是腐蚀介质共同作用所导致的结果。
③存在焊缝结晶裂纹的情况,奥氏体焊缝在冷却进程当中,极容易形成具有很强方向性的柱状晶组织,致使S、P这类杂质易于在焊缝中心发生偏聚,进而形成低熔点共晶,使得该处抗裂纹能力被弱化。并且奥氏体不锈钢收缩量较大,在焊接时容易产生较大的焊接应力,这促使焊缝容易出现结晶裂纹。这种情况在具有单相奥氏体组织的25 – 20型不锈钢当中表现得尤为敏感。

图4 奥氏体不锈钢药芯焊丝的选用
奥氏体不锈钢用药芯焊丝的选择原则是,在无裂纹的情形下,保障焊缝金属的附蚀性能以及力学性能与母材基本等同或者略高,尽可能确保其合金成分大致和母材成分相同或者相近。在不影响耐蚀性能的状况下,期望含一定量的铁素体,如此既能保障良好的抗裂性能,又具备良好的抗腐蚀性能。然而在某些特殊介质里,像尿素设备的316L型奥氏体不锈钢焊缝金属,是不允许铁素体存在的,不然会降低其耐蚀性。对于奥氏体钢焊件,其处于长期高温运行状态,要对焊缝金属内铁素体含量加以限制,使其不超过5%,目的是防止在使用进程中铁素体出现脆性转变。
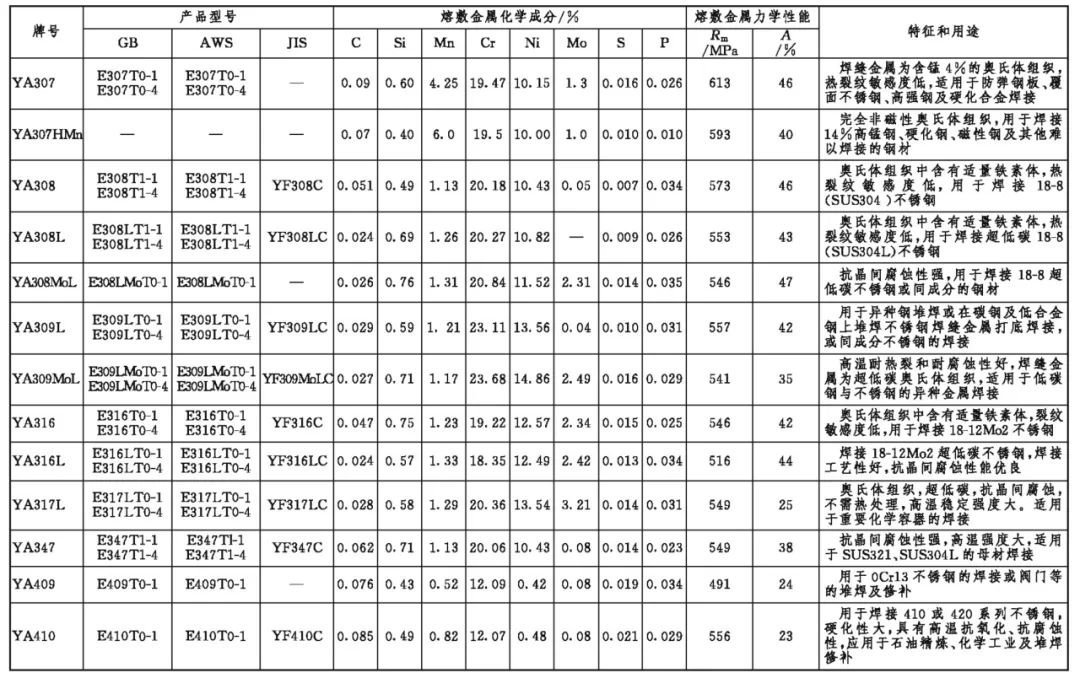
图5 不锈钢药芯焊丝熔敷金属化学成分、力学性能和用途













No comments