
Selection of flux-cored wire for stainless steel
Stainless steel with flux-cored wire is mainly used in the application of active gas-shielded welding, flux-cored wire in the active gas-shielded welding, has the following characteristics.
Compared with the electrode arc welding, deposition speed can be increased by two to four times, its deposition efficiency of up to 90 per cent (stainless steel rods only 55 per cent), significant increase in production efficiency, the economy is very good.
② Wide range of adaptability to the current and voltage, and the past active gas shielded welding stainless steel solid wire compared to the welding conditions are relatively easy to set up, easy to semi-automatic welding, but also easy to automated welding.
The slag removal is good, and the surface of the weld bead has a glossy character. In addition, spattering is rare, arc stability is excellent, and the pass rate of X-ray inspection is high.
Welding stainless steel flux-cored wire, this situation, the main alloy composition of the weld metal with the base material were consistent or similar situation, in view of such a situation, the weld corrosion resistance, heat-resistant properties basically can be guaranteed. However, for the weld metal properties have a significant impact on the content of C, O, N, in the flux cored wire welding process, but there are some special patterns of change, which should be taken seriously.
If in the stainless steel welding, to reduce the carbon content of the weld metal as one of the effective ways to enhance its resistance to intergranular corrosion, this is feasible. However, once the use of shielding gas containing CO2 to carry out welding operations, the weld metal carbon tendency to a certain extent is almost impossible to avoid, so solid stainless steel wire generally must be used in the case of gas shielded welding. However, for stainless steel flux-cored wire, even if the use of pure CO2 as a shielding gas, the increase in carbon content of the weld metal can also be controlled at a particularly low level. Over the years, many stainless steel flux-cored wires with ultra-low carbon properties (C≤0.04% or C≤0.03%) and extremely low carbon properties (C≤0.02%) have been widely adopted. The shielding gas used in most stainless steel flux-cored wires is a mixture of CO2 or Ar plus 20% to 25% of CO2.
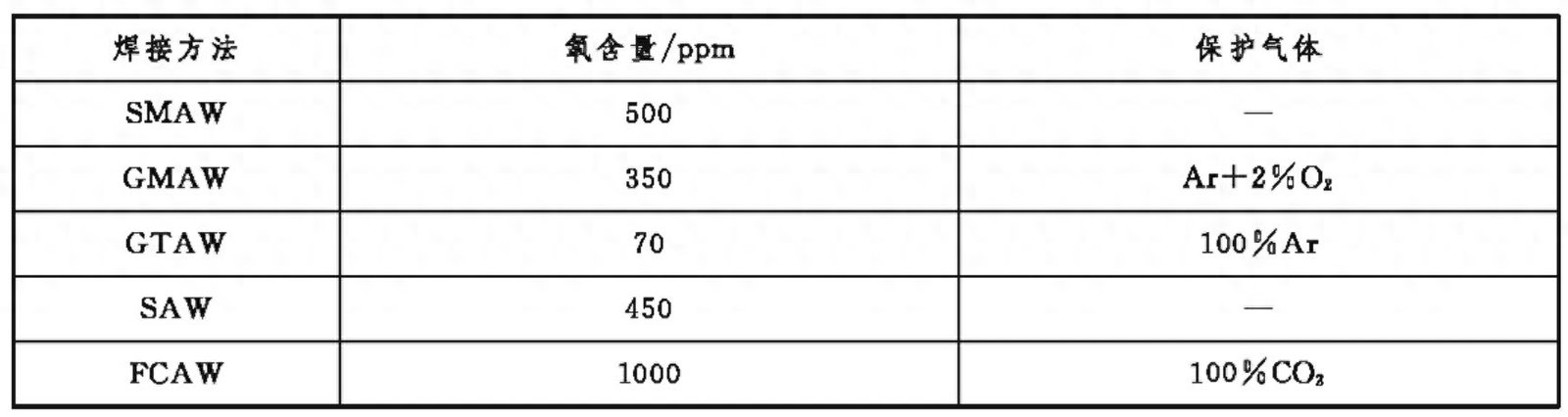
When flux-cored wire is used to weld stainless steel, the oxygen content in the weld metal is lower than that in other welding wires.Welding methodis relatively high. As the oxygen content increases, the impact toughness of the weld metal decreases. Most of the oxygen in the weld metal is dispersed between the lattices in the form of oxide inclusions. These oxide inclusions, partly from the oxides in the powder, the other part is the product of deoxidation reaction. If the content of oxide inclusions is too high, it may also be one of the reasons why the stainless steel welded joints are not qualified for cold bending. Oxygen content in the weld can be reduced with the increase in alkalinity of the wire slag, however, when the alkalinity is increased, it will lead to a decrease in the viscosity of the slag, which in turn has an impact on the all-position weldability of the wire.

Fig. 1 Comparison of oxygen content of weld metal of 308 stainless steel with different welding methods
PART 01
Martensitic stainless steel welding wire selection
Martensitic steels are able to adjust their properties by virtue of heat treatment, so that the composition of the weld should be as close as possible to that of the base metal in order to ensure that the performance requirements are met, especially in the case of heat-resistant martensitic steels. In order to avoid cold cracking, austenitic welding consumables can also be used, where the strength of the weld is definitely lower than that of the base metal.
When welding martensitic stainless steel, the following problems are likely to occur.
In some cases, there is a superheated zone hardening and cold cracking conditions. Martensitic stainless steels have the property of having an unusually high tendency to harden, and when heated at high temperatures and then air-cooled under such conditions, martensite in a hard and brittle state can be obtained. Under the effect of welding confinement stress and diffusion of hydrogen, the possibility of welding cold cracks is very large.
② Embrittlement occurs in the superheated zone, the superheated zone of martensitic stainless steel, its grain growth tendency is extremely serious, significantly reducing the plastic toughness of the joint, and then the superheated zone embrittlement.
(iii) The heat-affected zone shows softening phenomenon, and prolonged heating in a high temperature environment is likely to cause microcracks in the softened area of the heat-affected zone, which in turn reduces the reliability of the joint.
When the composition of the weld and the composition of the base metal is almost the same, the welding process in the weld and heat-affected zone will be a piece of hardening brittle, in order to prevent cold cracking, the base metal often have to be preheated, and then welded after the heat treatment to enhance the performance of the joints. Because the weld metal and the base metal of the coefficient of thermal expansion is basically the same, after heat treatment has been able to completely eliminate welding stress. Welding Cr13 type martensitic steel used in the wire, to strictly control the harmful impurities S, P and Si, etc., the choice of containing Ti, N, Nb or A1 and other elements of the wire, to refine the grain and reduce the hardness. When the workpiece does not meet the conditions for preheating or heat treatment, it is appropriate to use the welding consumables that can get the austenitic weld organisation, this kind of weld has high plasticity and toughness, which can make the weld stress relaxation, and can be a larger number of solid solution, so it can reduce the tendency of cold cracking. However, the unevenness of the material of the joint, because of the difference in the coefficient of thermal expansion, in the cyclic temperature of the working environment, may produce thermal fatigue cracks, resulting in the destruction of the joint.

Fig. 2 Selection of welding consumables for martensitic stainless steels
PART 02
Selection of flux-cored wire for welding ferritic stainless steel
Ferritic stainless steels do not undergo any phase changes during the heating and cooling process, so that even rapid cooling after welding does not result in a hardened organisation. These steels are susceptible to the following problems when welded.
Ferrite grains grow rapidly after being heated at 900°C or more, and even with rapid cooling after welding, there is no way to avoid the sharp decline in toughness and the high tendency to intergranular corrosion caused by grain coarsening.
Steel containing a higher amount of Cr is called ferritic steel, the harmful elements of C, N, O, etc. are also more, brittle transition temperature is higher, notch sensitivity is stronger, so the phenomenon of post-weld embrittlement is more serious.
(iii) When heated for a long time in the temperature range of 400 to 600°C and then cooled slowly, embrittlement occurs at 475°C, resulting in a significant decrease in room temperature toughness. After heating for a long time in the temperature range of 550 to 820°C, it is easy to precipitate phases from ferrite, which also significantly reduces its plasticity and toughness.
Ferritic stainless steel flux-cored wire selection, to use the kind of flux-cored wire containing low content of harmful elements (such as C, N, S, P, etc.), in order to improve welding performance and weld toughness. Weld composition can be used and Cr17 system of homogeneous components, but in the case of large constraints, very easy to produce cracks, welding can be used after heat treatment, so that the corrosion resistance can be restored, and improve the joint plasticity. Can also use austenitic high Cr, Ni welding consumables to reduce the gap sensitivity, improve joint crack resistance, such as 309 (24 - 13) type and 310 (26 - 21) type austenitic stainless steel flux-cored wire. The austenitic weld metal is generally the same strength as the ferrite base metal, however, in some corrosive media, the corrosion resistance of the weld may be very different from the base metal, which need to be noted at the time of flux-cored wire selection.

Fig. 3 Selection of flux-cored wire for ferritic stainless steel
PART 03
Selection of flux-cored wire for welding austenitic stainless steel
Compared to martensitic and ferritic steels, the weldability of austenitic stainless steel is better, but when welding, you still need to pay attention to the following issues.
① welded joints will appear intergranular corrosion, commonly used type 18-8 austenitic stainless steel welded joints, in a corrosive environment after a longer period of time, the weld will appear in different degrees of intergranular corrosion, weld toe will appear in different degrees of intergranular corrosion, the heat affected zone will be the same in the sensitised zone (weld heated to the region of 600~1000 ℃) appear in different degrees of intergranular corrosion.
② stress corrosion fracture, austenitic stainless steel in some specific corrosive media used for a period of time, there will be cracking phenomenon, this is because after welding there is a large residual stress and corrosive media together with the results.
③ The existence of weld crystalline cracks, austenitic weld in the cooling process, it is very easy to form a strong directional columnar crystal organisation, resulting in S, P impurities are easy to bias polymerisation in the centre of the weld, and then the formation of a low melting point eutectic, so that the resistance to cracking ability is weakened. And austenitic stainless steel shrinkage is large, easy to produce large welding stress during welding, which prompted the weld is prone to crystalline cracks. This situation in the single-phase austenitic organisation of 25 - 20 type stainless steel is particularly sensitive.

Fig. 4 Selection of flux-cored wires for austenitic stainless steel
Austenitic stainless steel flux-cored wire selection principle is, in the absence of cracks, to ensure that the corrosion resistance of the weld metal and the mechanical properties of the base metal is basically the same or slightly higher, as far as possible, to ensure that the alloy composition is roughly the same as the base material composition or similar. In the condition of not affecting the corrosion resistance, expect to contain a certain amount of ferrite, so as to ensure both good anti-cracking properties, but also has good corrosion resistance. However, in some special media, such as urea equipment, type 316L austenitic stainless steel weld metal, is not allowed to ferrite, otherwise it will reduce its corrosion resistance. For austenitic steel weldments, which is in a long-term high temperature operation, to limit the ferrite content in the weld metal, so that it does not exceed 5%, the purpose is to prevent the use of ferrite in the process of brittle transformation.
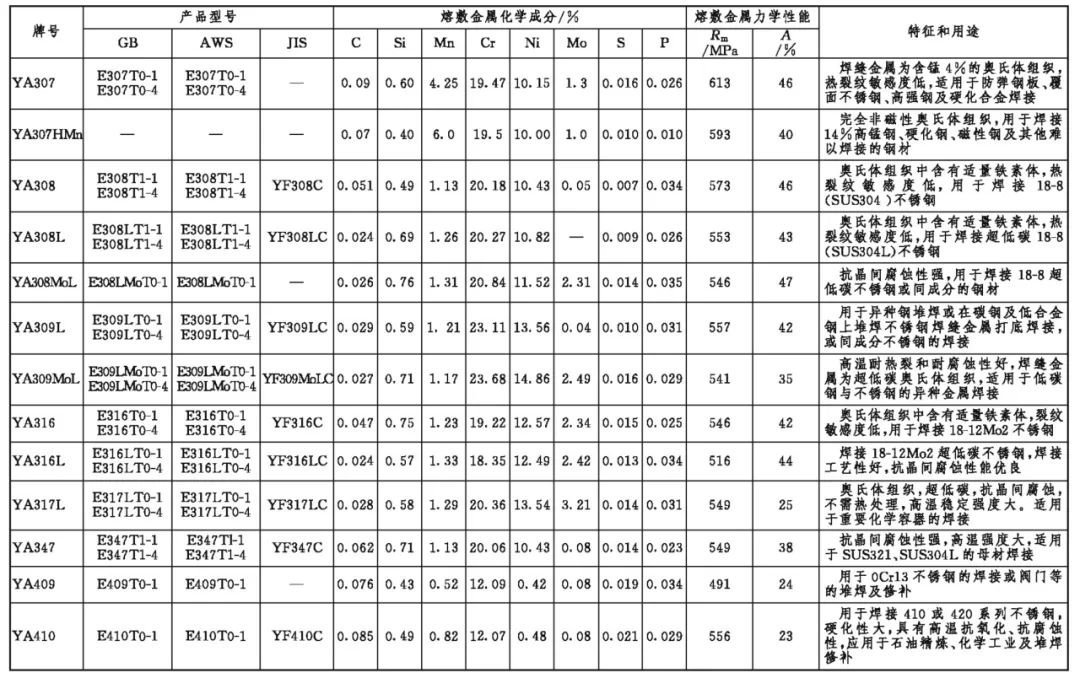
Fig. 5 Chemical composition, mechanical properties and use of stainless steel flux-cored wire deposition metal













No comments