
Virheet koneistus, koko prosessin suorituskyky on kauaskantoinen vaikutus, jotta voidaan parantaa tuotannon tehokkuutta ja laatua mekaanisten tuotteiden, meidän on murtaa rajoitukset koneistus prosessitekniikka tehokkaasti vähentää, mutta myös valvoa näitä virheitä, mutta Kiinan nykyinen taso tekniikan täytyy vielä työskennellä kovasti koneistus virheet on epäilemättä estää jatkokehitystä sen keskeisiä ongelmia, kokoonpanolinjan tyyppi modernin mekaanisen käsittelyn tila Kokoonpanolinjan tilassa nykyaikaisen koneistuksen, valmistumisen osa on kiillotettava kautta erilaisia prosessitekniikan, kautta useita tuotantolinkkejä vasarointi. Vain valitsemalla sopiva käsittelytekniikka ja työstökonelaitteet voidaan varmistaa, että osat täyttävät tiukasti tuotantostandardit ja laatuvaatimukset. Vain perusteellinen ymmärrys ja koneistustekniikan taitava käyttö voi tehokkaasti vähentää koneistusvirheitä, jotta voidaan tuottaa erinomaisen laadukkaita mekaanisia tuotteita.
Paikannusvirheiden syyt ja ratkaisut
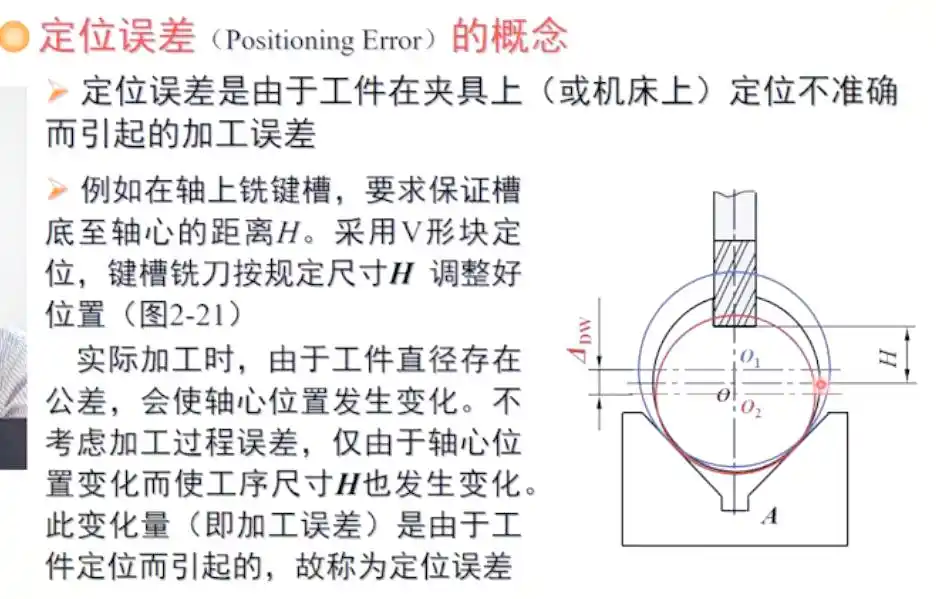
Koneistuskaudella virheiden hallinta on varsin tärkeää, niiden joukossa paikannusvirhe on yksi tärkeimmistä elementeistä, jotka vaikuttavat koneistustarkkuuteen, paikannusvirhe voidaan laukaista mekaanisen paikannuksen aliprosessoinnin epätarkalla koneistuksella tai epätarkalla datum-paikannuksella, joten datum- ja paikannustietojen valinta johdonmukaisuuden säilyttämiseksi on avain virheen vähentämiseen, jotta varmistetaan, että laadukkaan valmistuksen koneistus on laadukas, meidän on ohjattava koneistuksen tarkkoja elementtejä ja pyrittävä tekemään datum- ja paikannustietojen valinta erittäin johdonmukaiseksi ja siten minimoimaan paikannusvirhe. Varmistaaksemme laadukkaan koneistuksen loppuunsaattamisen meidän on toimittava tarkkojen koneistuselementtien ohjaamina ja pyrittävä tekemään nollapisteiden ja paikannusnollapisteiden valinnasta erittäin johdonmukaista keskenään paikannusvirheiden minimoimiseksi.
Koneistuksessa esiintyy usein paikannusvirheitä, jotka johtuvat yleensä siitä, että mekaaninen paikannusosaprosessi ei ole tarkka tai että mittapisteen paikannus on epätarkka ja tuotettu. Tällainen virhe vaikuttaa suoraan koneistustarkkuuteen, joten sitä ei voida jättää huomiotta. Laadukkaan koneistuksen varmistamiseksi meidän on noudatettava tarkkoja koneistuselementtejä ja pyrittävä tekemään valitusta nollapisteestä ja paikannusnollapisteestä erittäin yhteensopivat, jotta paikannusvirheet voidaan minimoida. Koneistuksessa paikannustarkkuus on laadun avain. Tarkan asemoinnin saavuttamiseksi ja virheiden vähentämiseksi meidän on käsiteltävä kiinnittimen asemointielementtien ja työkappaleen asemointipinnan välistä ongelmaa. Samalla on huolehdittava siitä, että estetään laatuvaikutukset, jotka johtuvat alkuperäisen mittaustiedon virheistä tai laitteiden asemointivirheistä.
![图片[1]-机械加工中的误差分析与质量提升策略-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771727215564_0.webp)
Vaikka paikannuksen säätömenetelmä voi aiheuttaa paikannuksessa osaongelmia, jotka voivat vaikuttaa mittapisteen paikannukseen, voimme tehokkaasti estää tällaisten mittapistevirheiden syntymisen testileikkausmenetelmän avulla.
Työstökoneiden valmistusvirheiden lähteet ja vaikutukset
Koneistuksessa työstökoneen valmistusvirhe on tekijä, jota ei voida jättää huomiotta, tämä virhe voi tulla työstötarkkuuden työstökoneen osista tai kokoonpanoprosessin poikkeamasta, työstökoneen valmistusvirheestä, joka on pääasiassa työstötarkkuuden ja kokoonpanopoikkeaman osista, jotka on esitetty erityisesti karan virheenä, ohjausvirheenä, siirtoketjun virheenä, vaikuttaa koneistuksen laatuun, kun työstökoneella on valmistusvirhe, se vaikuttaa paikannustarkkuuteen ja johtaa siten jalostettujen tuotteiden laadun vaihteluun. Paikannustarkkuus vaikuttaa, mikä johtaa jalostettujen tuotteiden laadun vaihteluihin.
![图片[2]-机械加工中的误差分析与质量提升策略-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771727215564_1.webp)
![图片[3]-机械加工中的误差分析与质量提升策略-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771727215564_2.png)
Valmistusvirheet ovat yleinen ongelma työstökoneiden käytössä, ja ne johtuvat pääasiassa kitkasta koneen käytön aikana. Tämä johtuu pääasiassa karan juoksuvirheistä, ohjainvirheistä ja vetoketjun virheistä. Ensinnäkin karan juoksuvirhe tulee yleensä karan ajonopeudesta ja epävakaan tilan juoksevasta tilavuudesta, mikä aiheuttaa laitteiden kulumista, mikä johtaa siihen, että todelliset juoksutiedot poikkeavat suunnittelutiedoista, mikä puolestaan laukaisi koneistustuotteiden virheen. Toiseksi, ohjaustie koneen komponenttien paikannuksen perustana, sen virhe voi johtua virheellisestä asennuksesta tai kulumisesta prosessin käytössä. Lopuksi, koneistuksessa vetoketjulla on keskeinen rooli energiansiirrossa. Jos siirtoketju moottorin toiminnan molemmissa päissä ei ole johdonmukainen, se johtaa ketju- ja moottorihäviöön ja antaa sitten siirtoketjun kahden pään muodostaa eron, ja lopulta koneistustuotteiden tarkkuuteen on vaikutusta.
![图片[4]-机械加工中的误差分析与质量提升策略-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771727215564_3.webp)
Geometriset virheet ja niiden vaikutukset
Erityisesti työstökoneiden työstöprosessissa esiintyy geometrinen virhe, jonka pääasiallinen lähde on epätarkkuudet työstökoneen eri osien geometriassa, mitoissa ja suhteellisessa sijainnissa - kyllä, epätarkkuudet. Geometriset virheet puolestaan johtuvat koneen osien muodon ja mittojen epätarkkuuksista, jotka johtuvat työkalujen kulumisesta ja kiinnikkeiden epätarkasta käytöstä. On syytä huomata, että geometriset virheet vaikuttavat suoraan koneistetun tuotteen muotoon, kokoon ja sijaintisuhteeseen, mikä vähentää tuotteen koneistustarkkuutta entisestään, ja tätä tilannetta ei pidä jättää huomiotta.
![图片[5]-机械加工中的误差分析与质量提升策略-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771727215564_4.webp)
Geometristen virheiden vaikutuksen minimoimiseksi koneen osien geometriset parametrit mitataan ja säädetään tarkkuuden ja johdonmukaisuuden varmistamiseksi. Työkalut ja kiinnikkeet ovat välttämättömiä työkaluja koneistuksessa, mutta ne voivat aiheuttaa virheitä. Jos työkalun ääriviivat täyttyvät vain osittain eivätkä sovi täysin, tämä voi johtaa geometrisiin virheisiin, joilla voi olla vakavia vaikutuksia tuotteen tarkkuuteen. Työkalut kuluvat käytön aikana, joten niiden vaihtaminen ajoissa niiden kulumisasteen ja käyttöiän mukaan on avain geometristen virheiden minimoimiseen. Lisäksi myös kiinnittimien virheellinen käyttö voi johtaa geometrisiin virheisiin. Muista noudattaa työstöaikana toimintatapoja ja kiinnikkeiden oikeaa käyttöä, jotta varmistetaan, että kappaleen työstöasento on tarkka, ja luodaan näin perusta työstötarkkuuden parantamiselle.
![图片[6]-机械加工中的误差分析与质量提升策略-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771727215564_5.webp)
Muodonmuutosvirheiden tuottaminen ja hallinta
Kun käsittely, mekaaninen sovellus, geometrinen virhe, on eräänlainen virhe, jota kutsutaan muodonmuutosvirheeksi, sen muodonmuutosvirhe, joka johtuu epätasaisesta voimasta tai lämpökäsittelystä, ei ole asianmukainen, seuraa käsittelytekijöitä ja säätöjä, voi tehokkaasti vähentää virhettä, virhe, joka johtuu työkappaleen käsittelystä, epätasaisesta voimasta tai lämmöstä, muodon ja koon muutoksesta erossa.
![图片[7]-机械加工中的误差分析与质量提升策略-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771727215564_6.webp)
Muodonmuutosvirheiden esiintymisen estämiseksi operaattoreiden olisi kiinnitettävä erityistä huomiota työstöprosessin eri tekijöihin, kuten leikkausvoimaan, puristusvoimaan ja lämpökäsittelyolosuhteisiin, ja ryhdyttävä vastaaviin valvontatoimenpiteisiin. Näiden tekijöiden kohtuullisella säätämisellä voidaan tehokkaasti vähentää muodonmuutosvirheitä ja parantaa koneistuksen tarkkuutta ja laatua. Mekaanisten tuotteiden valmistusprosessissa, verrattuna kiinnikkeisiin ja työkaluihin, työkappaleen lujuus on usein alhaisemmalla tasolla. Siksi systemaattisten virheiden syntyminen liittyy usein läheisesti koneistustuotteiden suorituskykyyn.
Virheiden syyt ja valvontaperiaatteet
Virheet ovat koneistuksen aikana väistämätön ongelma, ja ne vaikuttavat paitsi tuotteen tarkkuuteen ja laatuun myös koko mekaanisen järjestelmän suorituskykyyn. Prosessijärjestelmän virheet johtuvat pääasiassa työkappaleen puutteellisesta lujuudesta, kiinnikkeiden ja työkalujen tarkkuuteen liittyvistä ongelmista sekä itse mekaanisen järjestelmän epävakaudesta. Erityisesti työkappaleen lujuuden puute, koska se on altis muodonmuutoksille työstöprosessissa, ja siksi siitä tulee usein keskeinen tekijä järjestelmän virheen laukaisemisessa. Prosessijärjestelmän virheet johtuvat työkappaleen riittämättömästä lujuudesta ja epätarkoista nollapisteistä, ja paikannusnollapisteet olisi valittava suunnittelun nollapisteiden mukaisesti inhimillisten virheiden vähentämiseksi.
Mekaaniset osat käsitellään, paikannusvirheet kuuluvat yleisimpiin ongelmiin, virhe on pääasiassa kahdesta näkökulmasta, yksi olemassaolon epätarkkuus vertailuarvon yhteensattuma, ja toinen on paikannus osa-käsittelyn epätarkka, työstöprosessissa, tarkka paikannus on erittäin kriittinen linkki, vaikuttaa suoraan käsiteltyjen osien laatuun sekä prosessijärjestelmän kokonaissuorituskykyyn, joten meidän on varmistettava, että paikannuksen vertailuarvon tarkkuus ja kiinnitettävä suurta huomiota geometristen elementtien normeihin ja samalla estettävä mahdollisimman pitkälti paikannuksen vertailuarvon ja suunnittelun vertailuarvon välinen epäjohdonmukaisuus, jotta voidaan vähentää paikannusvirheiden esiintymistä. Siksi meidän on varmistettava, että paikannusvertailun tarkkuus ja kiinnitettävä suurta huomiota sen geometristen elementtien normaalisuuteen, ja samalla on mahdollisuuksien mukaan estettävä paikannusvertailun ja suunnittelun vertailuarvon epäjohdonmukaisuus paikannusvirheiden esiintymisen vähentämiseksi.
Mekaanisten tuotteiden koneistuksessa on noudatettava useita ohjeita koneistuksen laadun varmistamiseksi. Ensiksi, mittapisteiden asettamisvaiheessa olisi käytettävä usean pinnan työstön mittapisteitä, jotta paikannusvirheet voidaan estää tehokkaasti koneistuksen alussa. Toiseksi asemointinormiston ja suunnittelunormiston olisi oltava pitkälti yhteneväiset, jotta estetään työstötarkkuuden heikkeneminen, joka johtuu normiston epäyhtenäisyydestä. Lisäksi koneistusprosessissa on näiden yleisten periaatteiden jatkuvan noudattamisen lisäksi kiinnitettävä erityistä huomiota myös koneistettavien osien ainutlaatuisuuteen. Kun otetaan huomioon eroja materiaalin osien, joten on eroa jäykkyys suorituskykyä, ja siksi täytyy käyttää erilaisia jigit ja kalusteet ja työkaluja sopeutua moniin näistä muutoksista. Tällä tavoin ei ainoastaan voida merkittävästi vähentää virheitä koneistuksen aikana, vaan myös parantaa huomattavasti osien käsittelylaatua.













Ei kommentteja