

在现阶段, 电子、医疗、新能源等诸多领域朝着微型进而高集成方向发展, 微型部件之精密注塑成为核心加工环节, 这些产品尺寸常借助毫米以及微米予以计量, 不仅要求外形公差控制于 ±0.01mm 范围以内, 而且要确保批量生产具备一致性, 其精度控制方面困难程度远远超越常规注塑件, 自材料挑选直至Muotin suunnittelu, 自工艺调试一直到检测这一环节, 每个步骤都隐藏着诸多不小的挑战, 然而行业以内的实践探索举动, 正逐步地打破这些技术方面存在的难题。

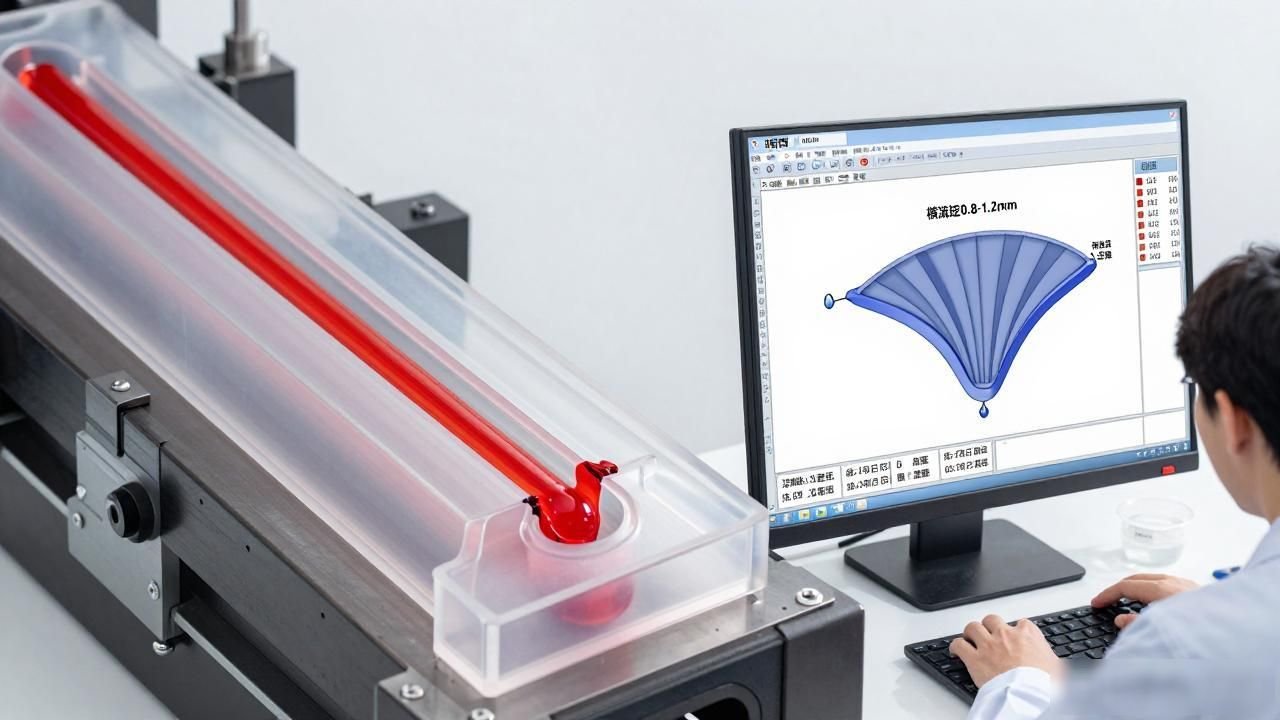
构成微型部件的首要控制难点的, 是材料流动性以及填充完整性, 因为型腔微小,且流道狭窄, 致使普通注塑材料的熔体粘性较高, 所以容易出现填充不充分, 边角缺料等问题, 特别是医疗领域的微型介入耗材, 还有电子行业的微型连接器, 细微的填充缺陷都会直接对产品功能造成影响。工程师们突破这一困境具备两种方式, 其一要选用那种低粘度、具高流动性的专用工程塑料, 还要搭配改性添加剂以此降低熔体流动阻力;其二需借助模流分析这项技术来模拟熔体于微小型腔里的流动轨迹, 但要优化流道设计, 就是把那个流道直径缩小到 0.8 – 1.2mm 左右, 随后要采用扇形浇口去减少熔体进入型腔时所产生的阻力, 从而可以让材料均匀地覆盖住每一个细微结构。
模具精度的把控, 乃是微型注塑精度的基础保障性条件。微型型腔的加工误差, 会被直接放大至产品之上, 即使是 0.005mm 的模具偏差, 也都有可能致使产品报废。传统加工设备难以满足相应需求, 现今行业内普遍采用高精度进口加工设备, 诸如 GF 米克朗精雕加工中心、沙迪克线割机, 借助微米级加工精度确保型腔、型芯的尺寸准确性。同时, 模具的装配精度是极其关键的, 工程师会运用“配磨装配法”, 针对模具配件开展一对一适配打磨, 以此防止装配间隙对产品精度造成影响。在某医疗微型导管模具的型腔加工里, 借助这种办法把模具精度调控在±0.003mm, 从而为产品精度奠定基础。
解决微型件变形的关键在于工艺参数的精准调控, 微型部件体积小, 散热快, 在注塑过程中, 温度、压力哪怕有微小波动, 都可能致使产品翘曲, 收缩不均, 比如微型传感器外壳, 其壁厚仅0.3mm, 在传统工艺里常常会因为冷却不均而出现变形。把料筒温度误差控制在±1℃, 以此避免材料降解或者流动性不稳定来进行工艺参数的优化, 采用“低压慢速填充 + 高压短时间保压”这样的模式, 对填充压力控制在80后的范围内变动, 把保压时间缩短到5至8秒, 从而减少熔体在型腔里的内应力, 同时在模具内部位置设置微型冷却水路, 此水路的孔径仅仅只有2至3mm , 通过紧贴型腔表面的方式达成均匀散热之目的, 最终把产品变形量控制在允许范围之内。
对批次生产而言, 一致性把控以及精准性检测, 这些同样属于难点所在。微型部件存在着微小尺寸方面的差异, 凭借人工检测这样的方式, 极难做到精准分辨, 并且效率还非常低端。在所属行业范围之内, 已经算是逐步地去普及针对自动化的检测设备了, 像 CCD 视觉检测仪、三次元自动化测量仪这类, 借助放大成像的相关技术来捕获产品细节, 针对每一批次, 随机抽取 30 至 50 件来实施全尺寸检测, 其检测精度能够达到 0.001mm。与此同时, 经由 MES 智能化系统来对每一批次的工艺参数予以记录, 一旦察觉到产品精度出现波动, 便即刻去追溯并进行调整, 以此保证在批量生产里每一个产品的精度能够达到标准要求。
微型部件精密注塑的精度把控, 是一场在细微之处彰显真本事的技术竞争, 从材料的精细挑选, 到模具的微米级制造, 从工艺的精确调整, 到检测的智能式提升, 每一次突破都源自对细节的极致追寻, 这些技术探寻不但使微型部件的批量稳定制造成为现实, 更推动着终端产品朝着更精密、更可靠的方向进步, 为高端制造业的微型化转变给予了核心支撑。













Ei kommentteja