

做työstöProsessiprotokollan suunnittelu, prosessireitin kehittäminen on koko prosessisuunnittelun keskeinen luuranko, joka määrittää suoraan osien käsittelyn tarkkuuden, joka ei täytä standardia, se määrittää myös tuotannon tehokkuuden, se määrittää myös sen, ovatko valmistuskustannukset hallittavissa. Monet uudet käsityöläiset tekevät usein virheen keskittyä yhteen prosessiin käsittelyparametreihin, mutta koko prosessireitin logiikka jättää huomiotta osien muodon ja sijaintitoleranssien lopputuloksen järkevyyden, mutta myös antaa tuotantosyklin pidentyä. Tänään haluamme tehdä prosessireitin ydinlogiikan puhumaan perusteellisesti, 4 kultaisen järjestysperiaatteen ympärillä sekä 3 tyypillistä tyypillistä pintaa tavanomaisen koneistusreitin, jotta voit rakentaa täydellisen prosessireitin suunnittelun ideoita.
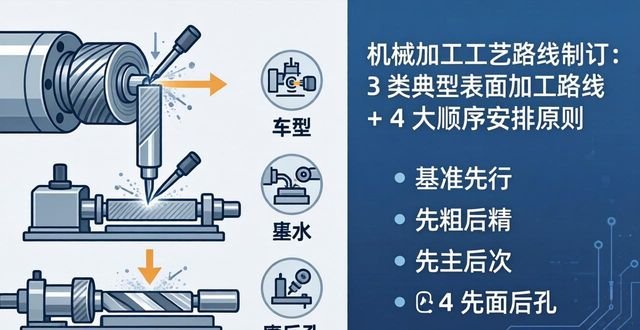
I. Prosessireittien kehittämisen taustalla oleva logiikka: 4 tärkeintä prosessisekvenssin järjestelyperiaatetta.
Nämä neljä periaatetta ovat perustavanlaatuisia prosessireittien suunnittelussa, ja jos jotakin niistä rikotaan, koko prosessissa esiintyy suurella todennäköisyydellä hallitsemattomia ongelmia, mikä on myös veteraanikäsityöläisten käyttämien keskeisten työkalujen ydin prosessin laadun valvomiseksi.
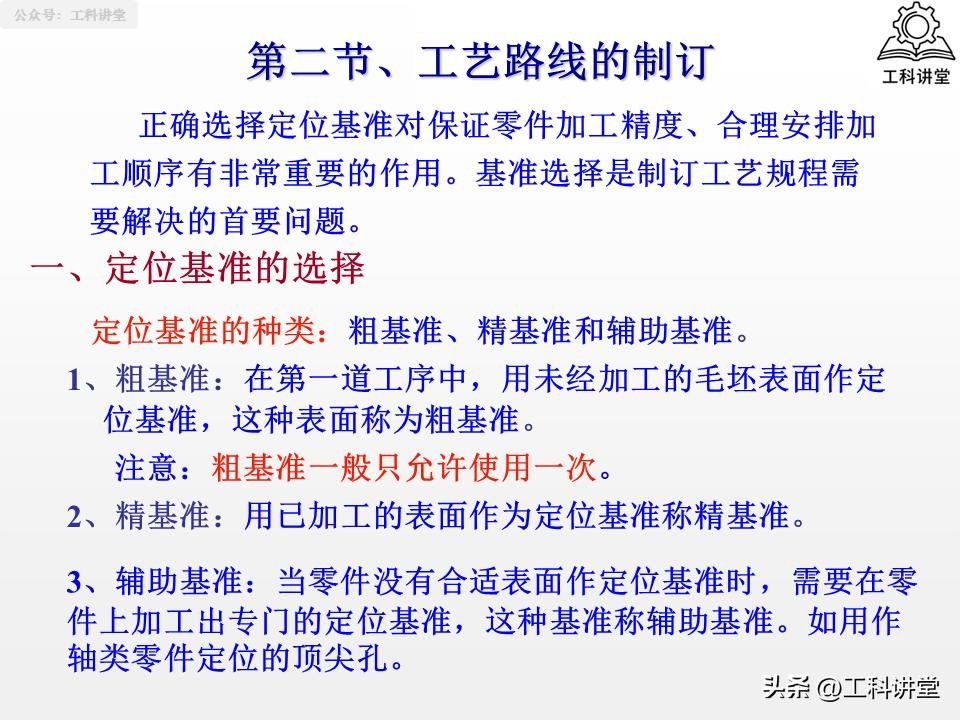
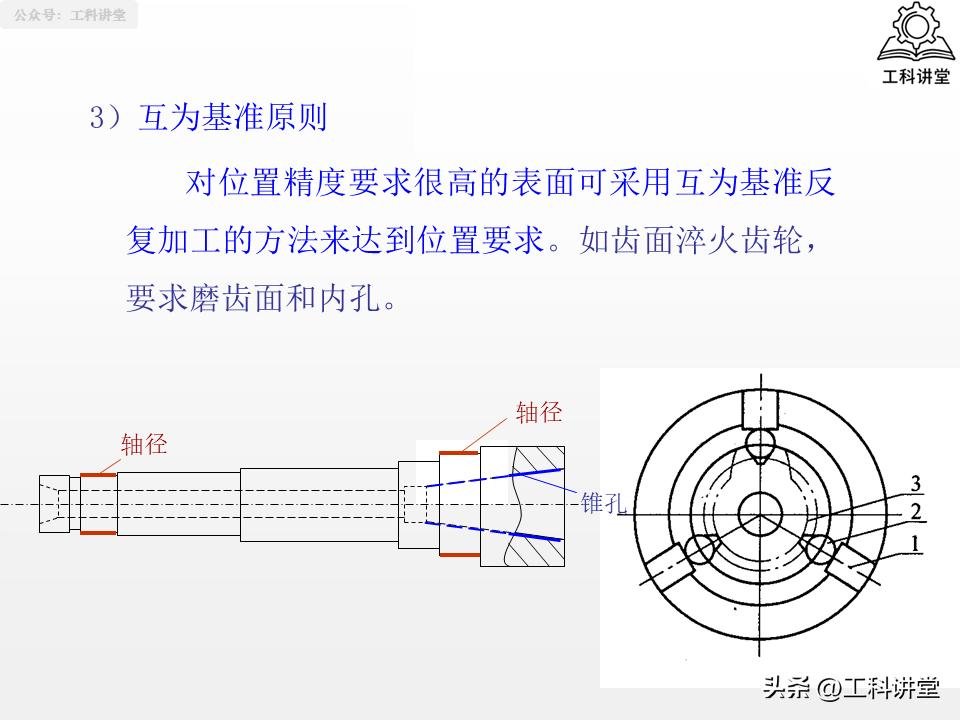
1. Vertailuanalyysi ensin: vertailuanalyysi ennen koneistusta.
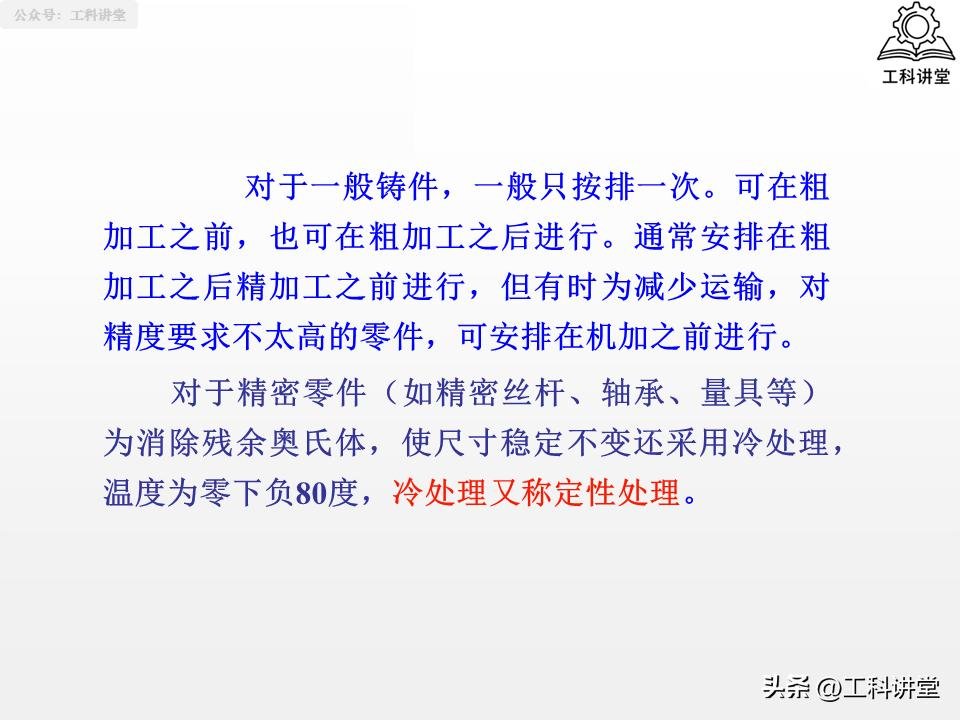
Kaikissa työstöjaksoissa tämä on ensimmäinen, joka noudattaa suuntaviivoja, pohjimmiltaan “ensin korjata tie, ja vasta sen jälkeen auto ajaa”. Kaikkien myöhempien prosessien työstötarkkuus riippuu siitä, onko paikannusreferenssi vakaa. Käytännössä akselin osien ensimmäisen vaiheen on oltava ensimmäinen päätypinta ja reiän yläosa, joka on käsiteltävä, laatikon osat asetetaan etusijalle “yhden puolen samanaikaisesti on kaksi reikää, jotka on liitetty” eräänlaisiin yhtenäisiin vertailuarvoihin; ja tärkeässä pintakäsittelyssä ennen kuin ehdottomasti on oltava korjattavissa olevissa vertailuarvoissa, kuten akselin osat sammutuksessa, tarkkuushionta ennen kuin Sammutuksen jälkeen keskireikä on hiottava lämpökäsittelyn aiheuttaman kiintopisteen muodonmuutoksen poistamiseksi, mikä on keskeinen seikka, jota monet aloittelijat todennäköisesti unohtavat.
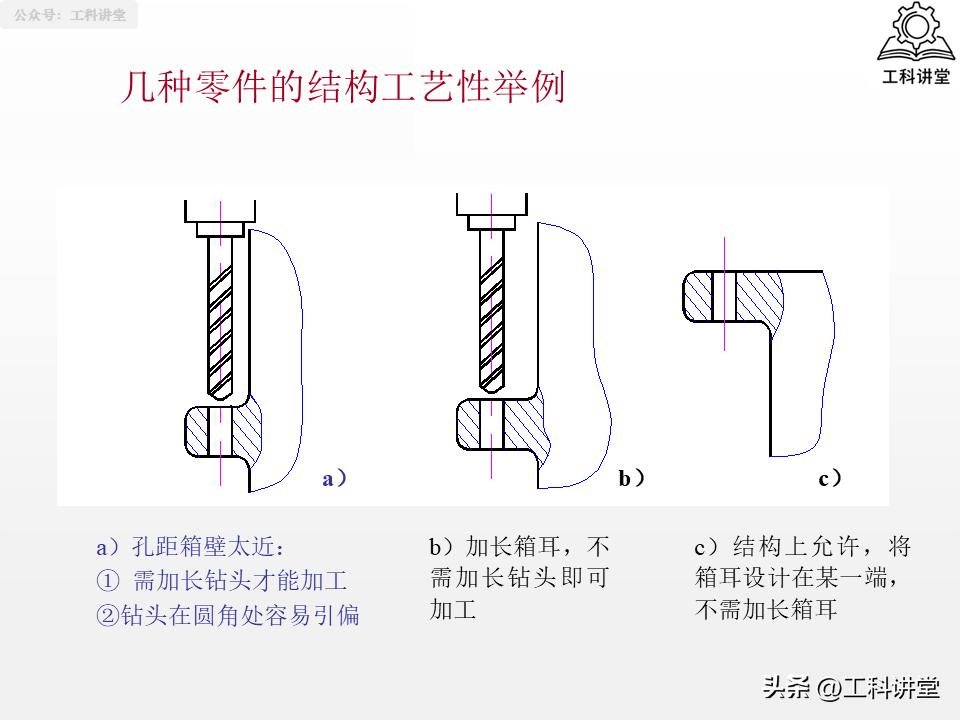
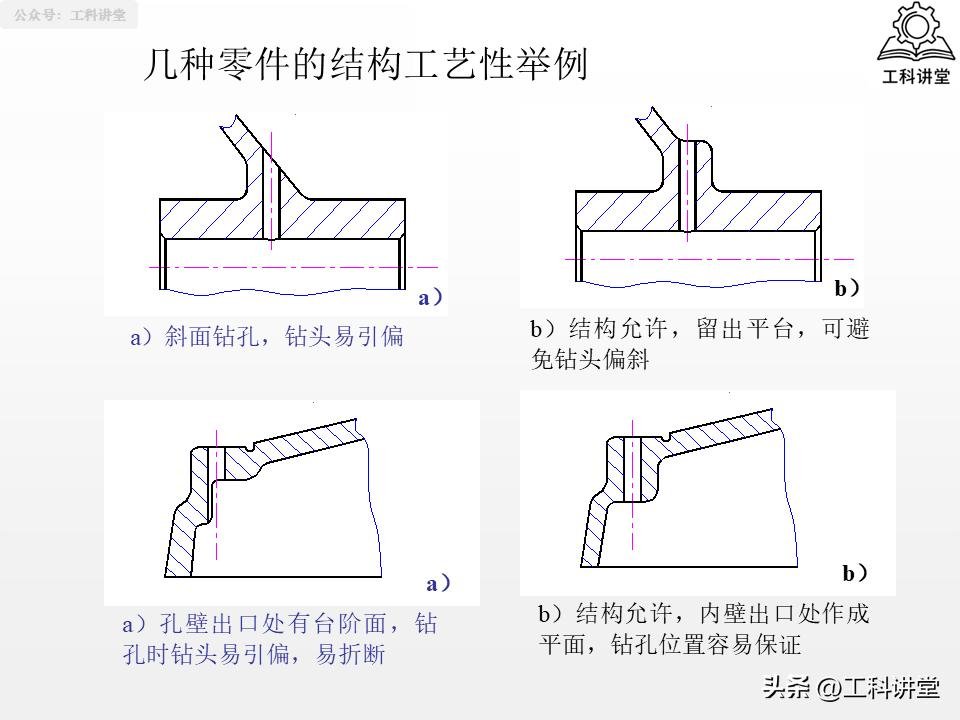
2. Pinta ennen reikää -periaate: vakauta ensin taso ja tee sitten reikäkäsittely.
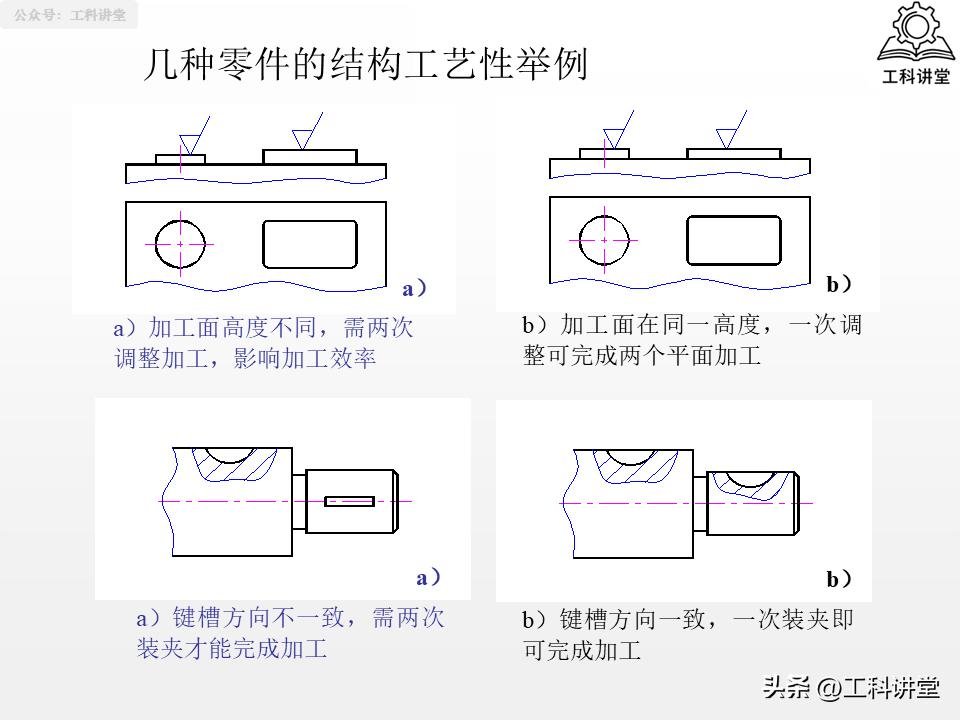
Pääasiassa laatikon, kiinnikeosien periaatteeseen, ääriviivakoon taso on suuri, kun kone on paikannusviite, kiinnitys on vakaampi ja luotettavampi, kriittisempi on se, että tasoa käsitellään ensin ja sitten porataan reikiä tasossa, pienten reikien, syvien reikien käsittelyssä, voidaan pohjimmiltaan välttää, kun poranterä porataan lyijyn, murtuman ongelman poraukseen, sekvenssi voi vähentää huomattavasti romun määrää.
3. Priorisointiperiaate: ydinkohteen säilyttäminen ennen liitännäiskohteita.
Osien osalta työpinta, kokoonpanon datum-pinta, kuten pääpinta, suoraan osien suorituskyvyn käyttöön, on ratkaiseva rooli, joten se on asetettava etusijalle käsittelyn järjestämiseksi; ja kuten näiden toissijaisten pintojen avaimenreiät, kierteitetyt reiät, kiinnitysreiät, jotka johtuvat pienestä työstömäärästä, leikkausvoima on heikko, järjestetään tasaisesti tärkeimmissä pinnoissa, jotta ne voidaan viimeistellä puoliksi viimeistelyn jälkeen ennen linjan viimeistelyä. Tällä tavoin, ei ainoastaan ei ole johtuen käsittelystä toissijaisten pintojen, jolloin ydinpinta on viimeistelty vaurioitunut, mutta myös pystyä vähentämään lukumäärää puristus, ja siten parantaa käsittelyn tehokkuutta.
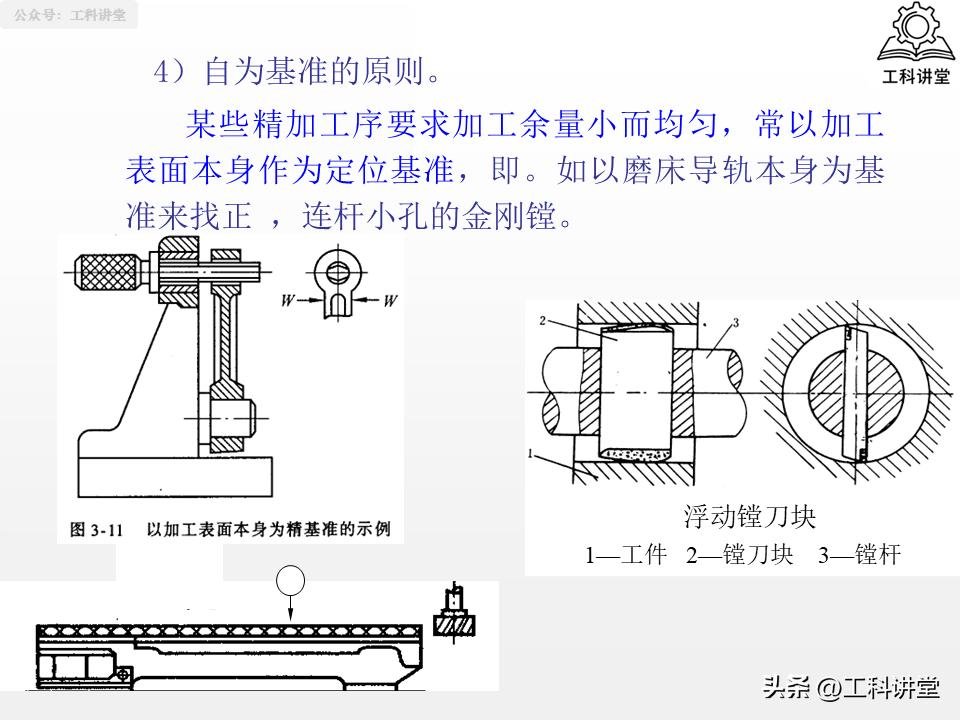
4. Karkeus ennen tarkkuutta -periaate: vaiheittainen eteneminen tarkkuuden varmistamiseksi
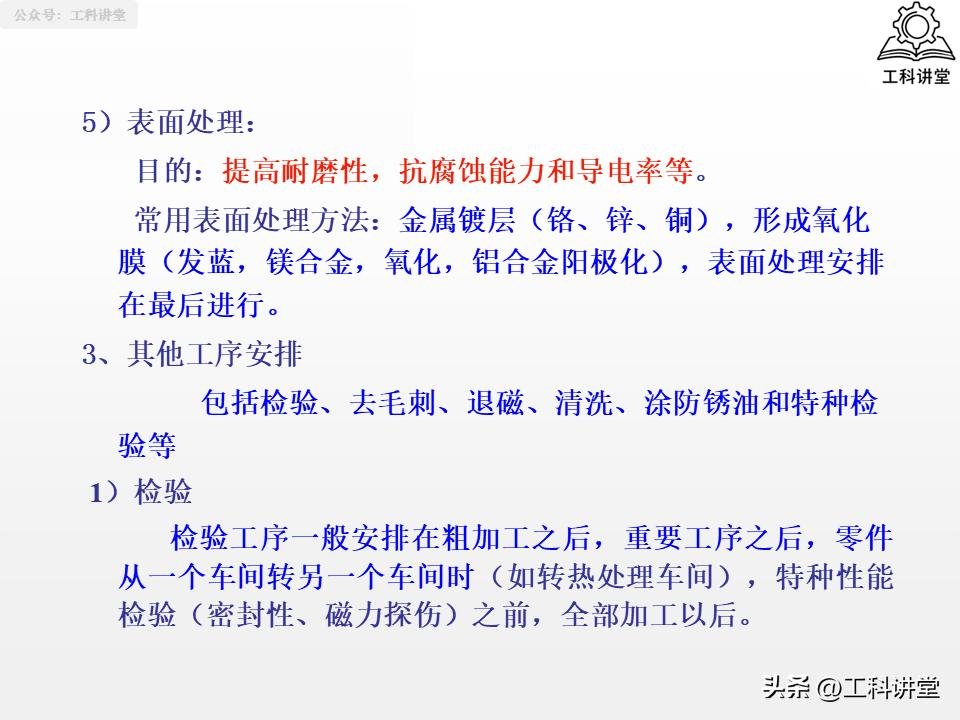
Koko työstöprosessi suoritetaan vaihe vaiheelta tiukassa järjestyksessä “karhennus - puolihionta - viimeistely - kiillotus”. Karkeakäsittelyvaiheessa etusijalle asetetaan suurten kappaleiden nopea poistaminen. Puoliviimeistelyvaiheessa korjataan karhennuksen aiheuttamat muodonmuutokset ja virheet ja luodaan näin perusta viimeistelylle. Viimeistelyn lopullisena tavoitteena on varmistaa, että piirustuksissa määritellyt tarkkuus- ja karheusvaatimukset täyttyvät täysin. Karhennus ja viimeistely erotetaan toisistaan, jotta voidaan toisaalta estää karhennuksen leikkausvoima, muodonmuutosten aiheuttama leikkauslämpö, joka puolestaan vaikuttaa lopulliseen tarkkuuteen; toisaalta voidaan myös havaita mahdollisimman varhaisessa vaiheessa hiekkareikien olemassaolo aihiossa, riittämätön marginaali ja muun tyyppiset viat ja vähentää tehokkaasti perusteettomien työtuntien tuhlausta ilman syytä.
Toiseksi, laskeutumiskäytännön ydin: 3 tyypillistä tyypillistä vakiokäsittelyreitin pintaa.
Mekaaniset osat, riippumatta siitä, kuinka monimutkainen sen rakenne, sen olemus, koostuvat kolmenlaisia perus pinnat ulkokehän, reikiä, tasot, niin kauan kuin kolmenlaisia pintoja hallita koneistus reitti, se pystyy käsittelemään suurin osa tavanomaisten osien prosessin suunnittelu.
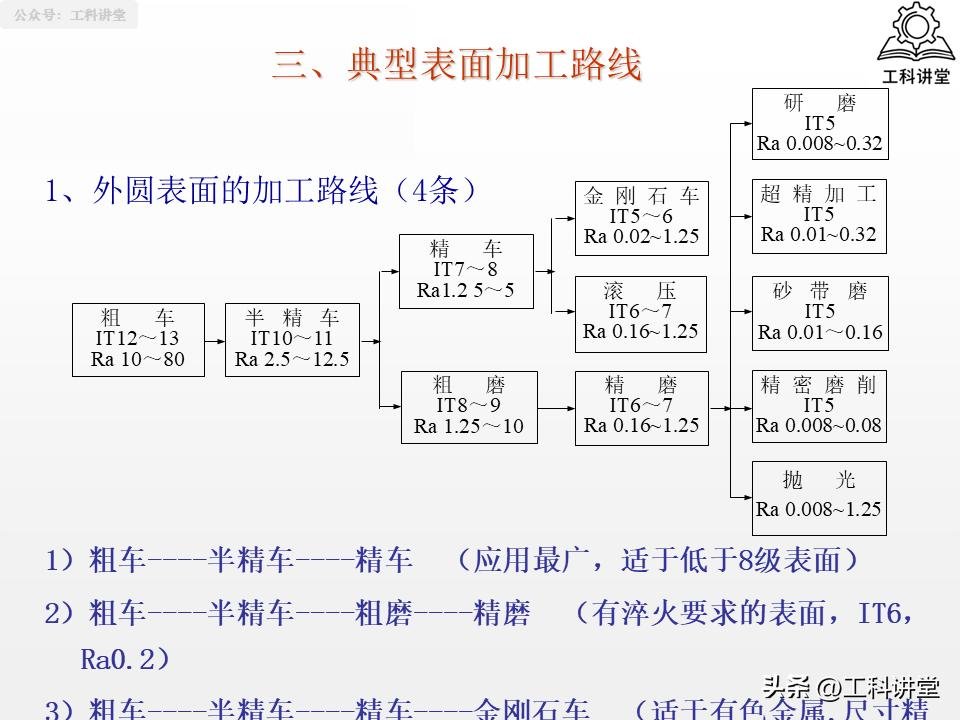
1. Sylinterimäiset pintakäsittelyreitit
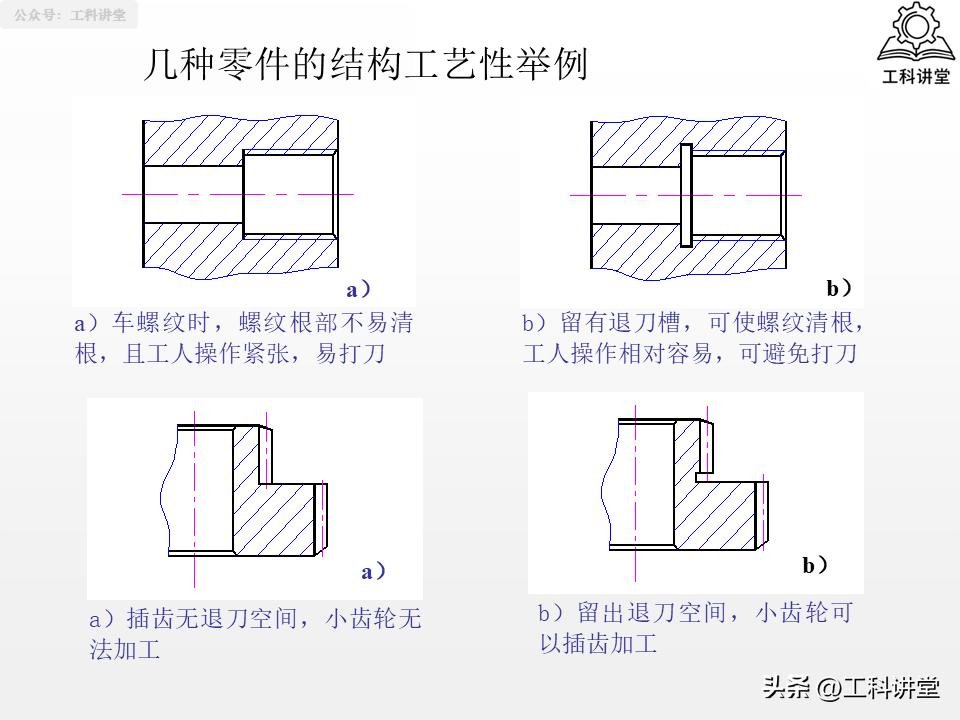
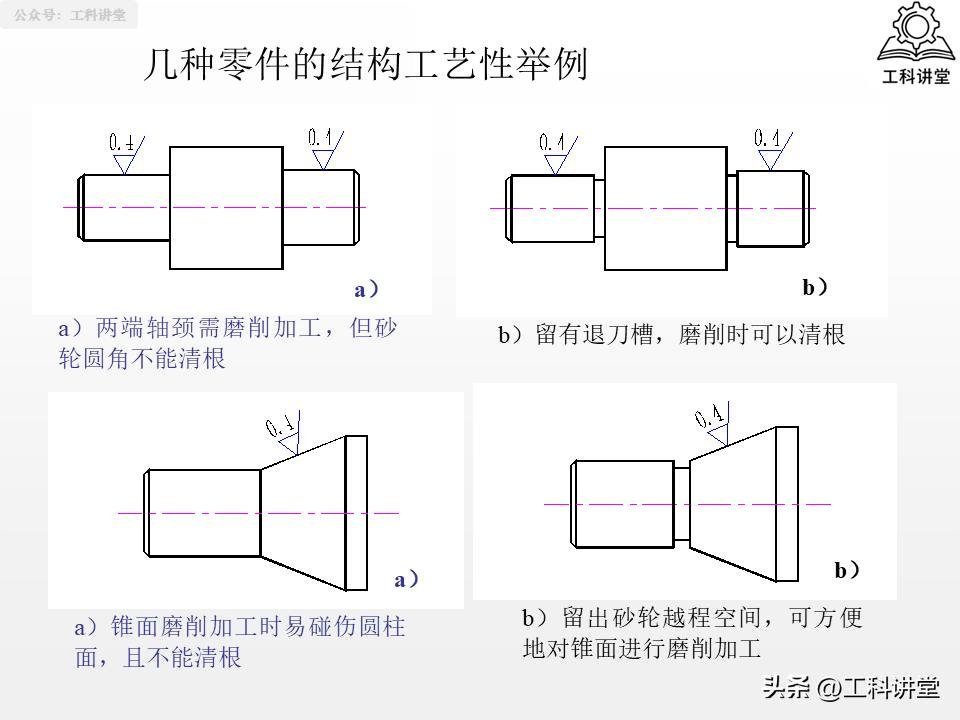
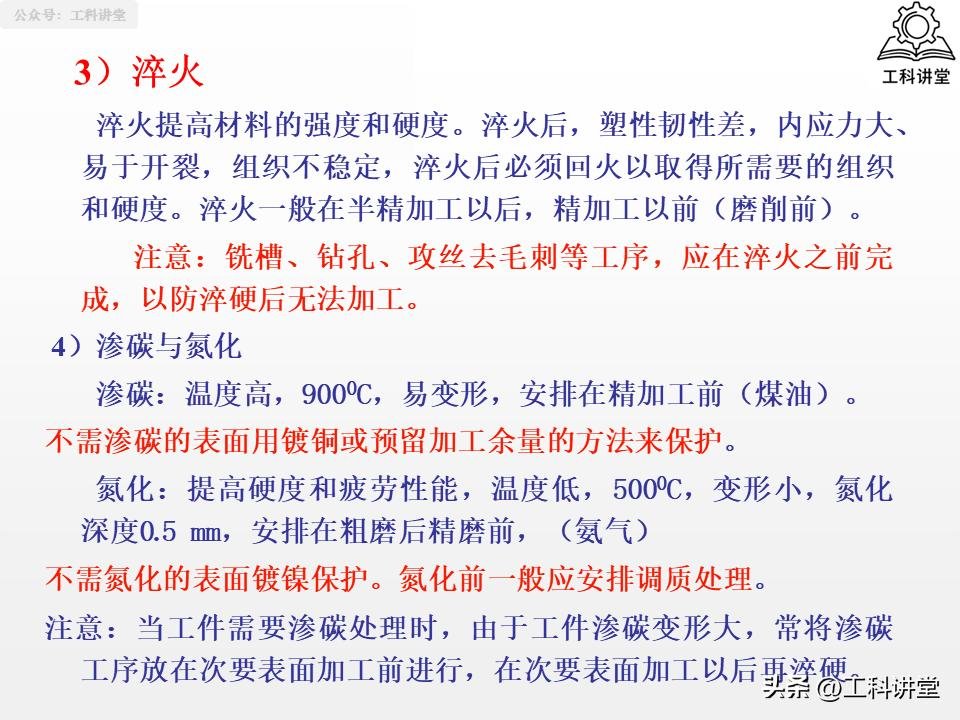
Sen ulompi ympyrä, on akselien ja levyjen ja holkkien osien ydinpinta, on selkeitä sovellusskenaarioita yleiselle reitille, yleisimmin käytetty on karkea sorvaus, ja sitten puoliviimeistely sorvaus, jota seuraa viimeistely sorvaus, jotta voidaan täyttää tarkkuusvaatimukset IT8: n sisällä; osien, joilla on sammutusvaatimukset, on oltava karkea sorvaus, sitten puoliviimeistely sorvaus, jota seuraa sammutus, jota seuraa karkea hionta ja sitten viimeistelyhionta, luottaen hiontaan lämpökäsittelyn muodonmuutoksen korjaamiseksi; ei-rautametallien osat on valmistettu pehmeistä materiaaleista, ja hiomapyörä on helppo estää. Värimetalliosien materiaali on pehmeää ja hiomapyörä on helppo tukkia, joten on suositeltavaa käyttää karkeasorvausta, sitten puolitarkkuussorvausta, sitten tarkkuussorvausta ja lopuksi timanttisorvausta; osissa, joilla on erittäin korkeat tarkkuus- ja erittäin alhaiset karheusvaatimukset, on tarpeen lisätä hiontaa tarkkuushionnan jälkeen sekä ultraviimeistelyprosessia.
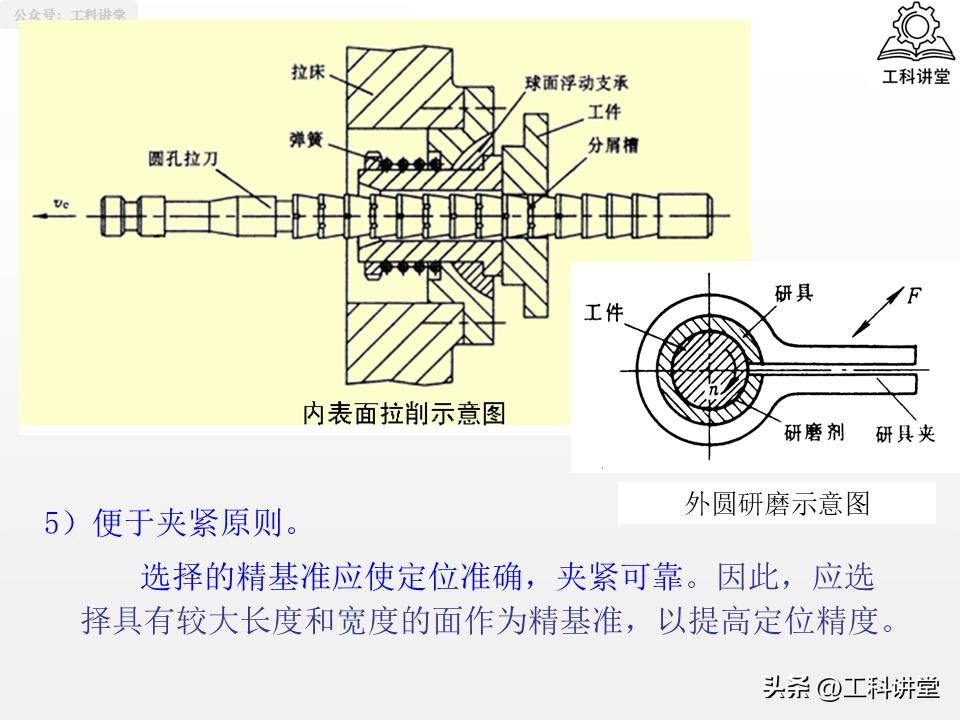
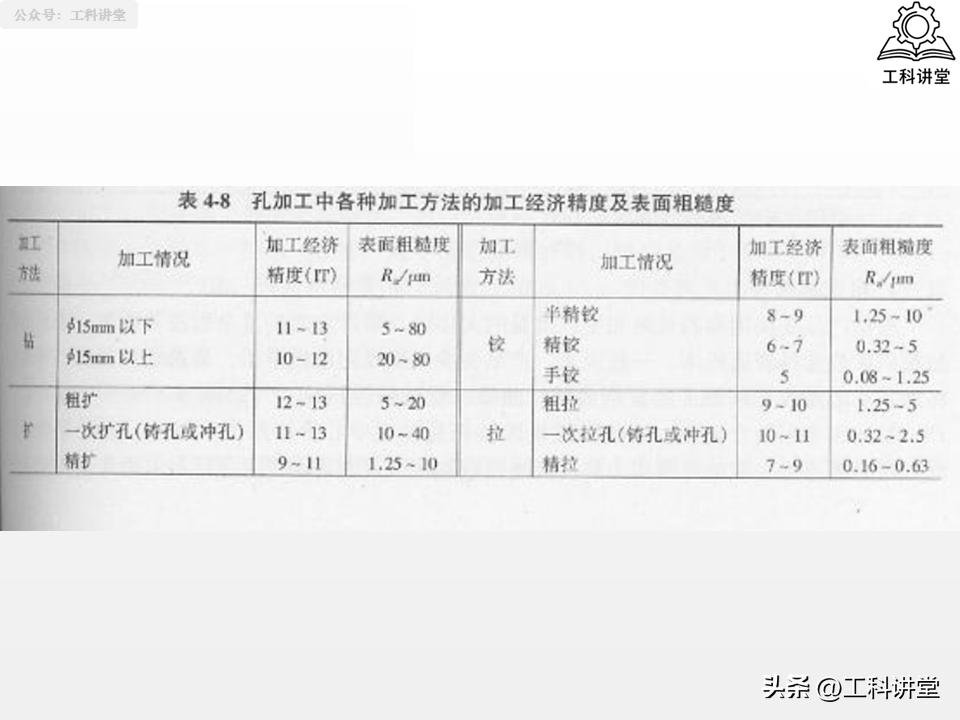
2. Reikien reititys
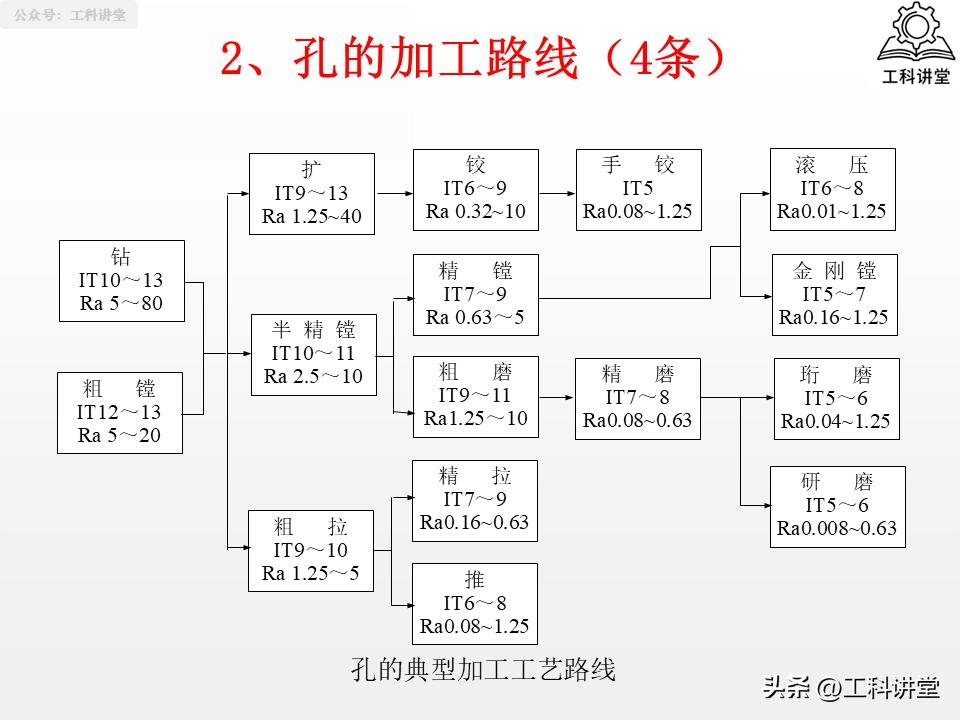
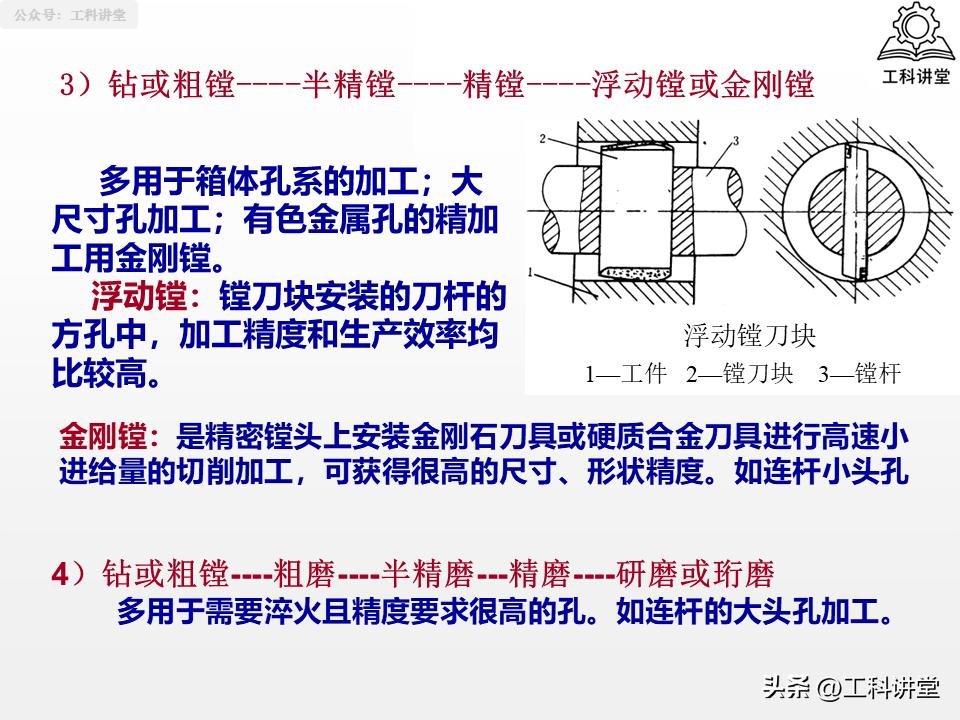
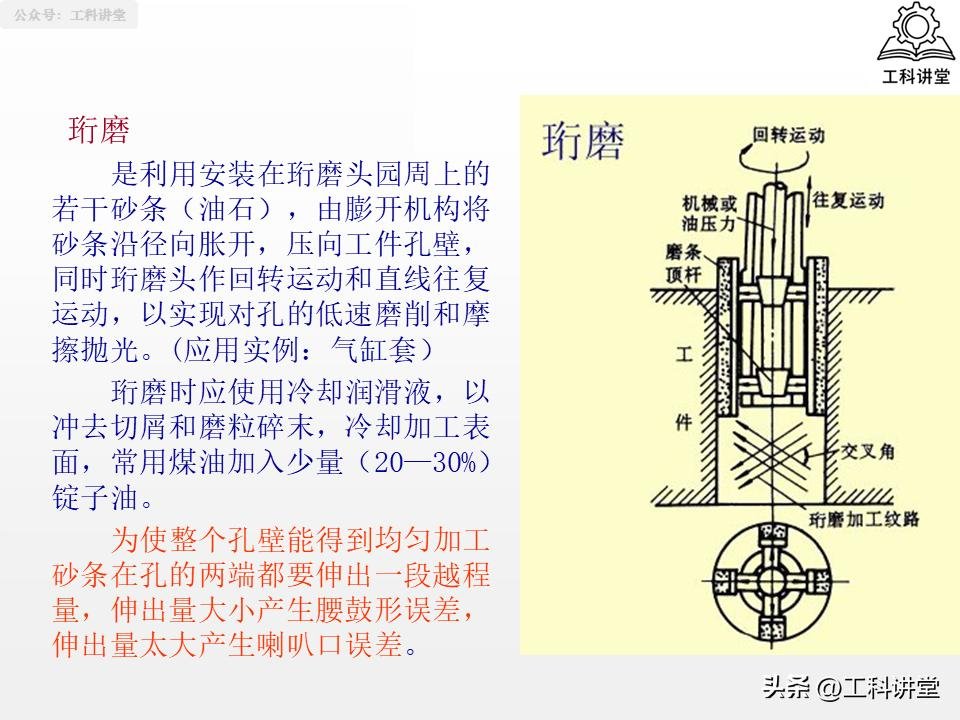
Pienten ja keskikokoisten karkaisemattomien reikien kohdalla klassinen reitti on poraaminen - laajentaminen - hionta. Kun reikiä valmistetaan massatuotantona levykkeiden ja holkkien vuorausta varten, käytetään mieluummin reittiä Pora - Karkea - Hieno, joka on tuottavampi. Koteloiden suuriin reikiin käytetään karkeaporausta - puoliviimeistelyporausta - hienoporausta - kelluntaporausta / timanttiporausta. Kovettamista vaativissa korkean tarkkuuden rei'issä on tarkkuuden varmistamiseksi käytettävä karkeahiontaa - puolihienohiontaa - hienohiontaa - hoonausta / karhennusta.
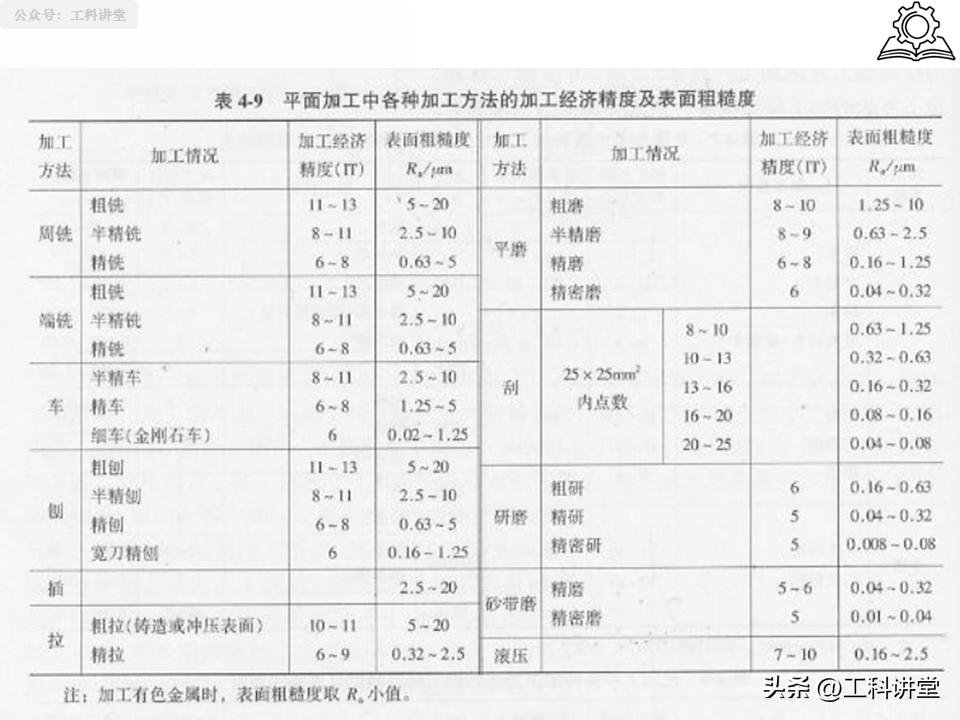
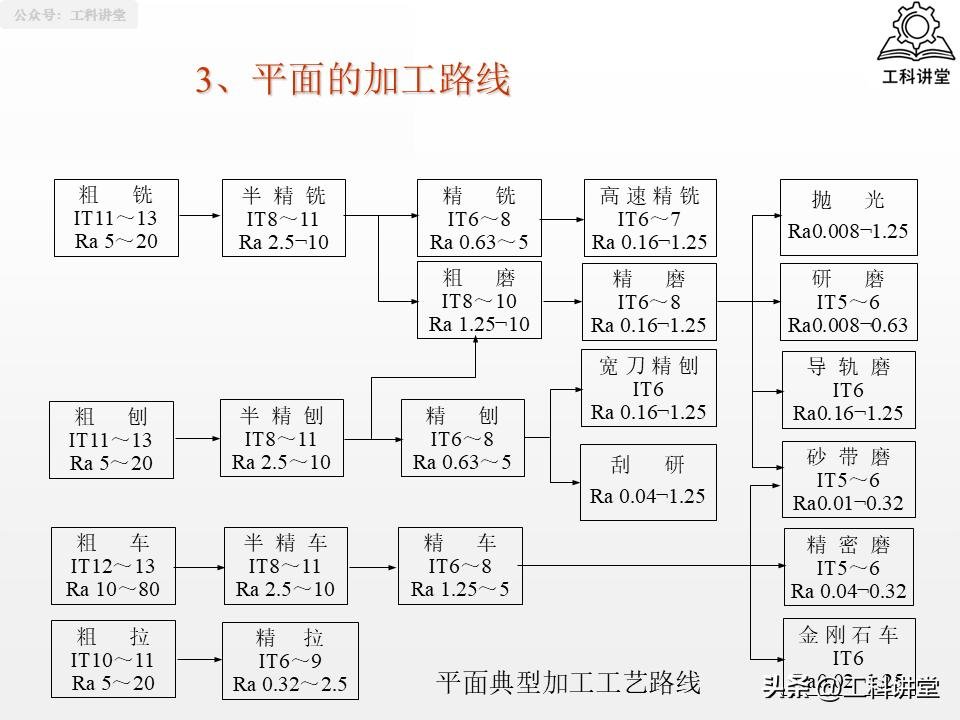
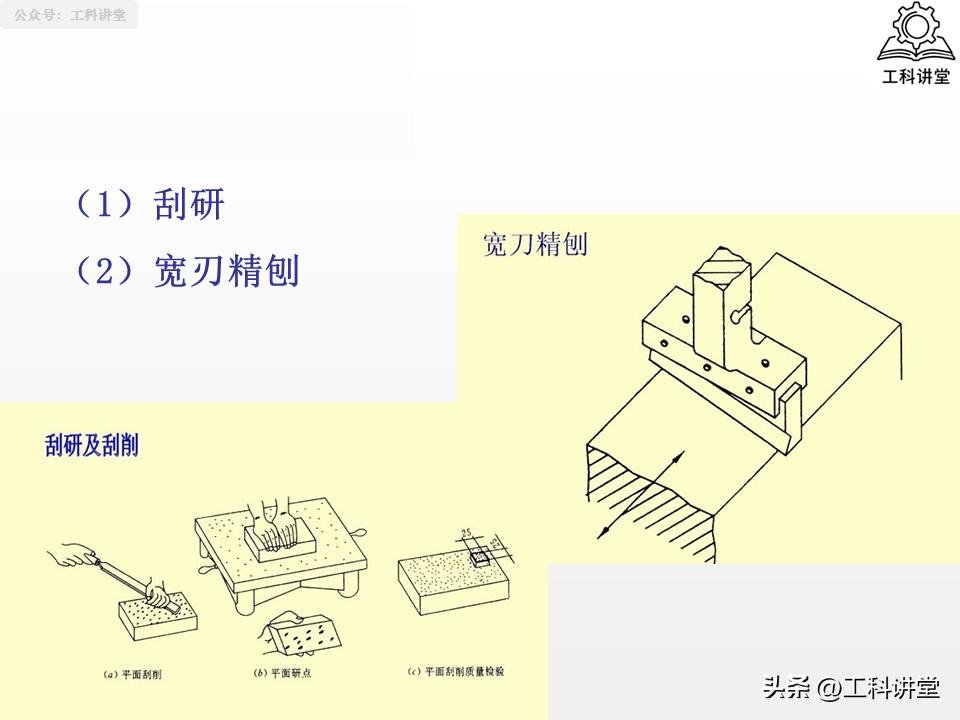
3. Tasaiset työstöreitit
Plane kuin laatikon ydin, runko-osat, jyrsintä on valtavirran tapa, se seuraa perinteistä reittiä on ensin karkea jyrsintä, jota seuraa puoliksi viimeistelty jyrsintä ja lopulta hieno jyrsintä; kapealle tasolle ja yhden kappaleen pienen erän tuotantoa varten samaa voidaan käyttää ensin karkeaa höyläystä ja sitten puoliksi viimeisteltyä höyläystä ja lopuksi hienoa höyläystä, ei mahdotonta; ja jos koneelle on vaatimuksia sammutukselle ja korkean tarkkuuden vaatimuksille, on väistämätöntä, että ylimääräisiä vaatimuksia on lisättävä. Hiontaprosessi, reitti on karkea jyrsintä tai höyläys ja sitten puoliviimeistelyjyrsintä tai höyläys, jota seuraa sammutus ja sitten karkea hionta ja lopuksi hienohionta; massatuotannon tapauksessa koneen käsittelyssä asetetaan etusijalle broachingin käyttö, jotta laadun tehokkuus voidaan saavuttaa harppauksin parannettavaksi.
Itse asiassa prosessireittiä varten ei ole olemassa vakiovastausta, vaan edellä mainitut periaatteet ja reitit ovat peruskehys, jota on viime kädessä mukautettava joustavasti tehtaan laitteisto-olosuhteiden, tuotantoerän koon ja todellisen käsittelykapasiteetin mukaan, jotta peruskehystä voidaan soveltaa joustavasti laadun, tehokkuuden ja kustannusten huomioon ottamiseksi, mikä on prosessin suunnittelun todellinen ydin.
PPT-käsikirjassa esitellään työstöprosessin sääntöjä, ja PPT-käsikirjassa oleva lähdeasiakirja sekä laajennetut kuivaharjoittelut ovat nähtävissä artikkelin lopussa.

Koko sisällön sisältävää kokotekstiä on sata kuusikymmentä sivua, ja otsikon omistamien sivujen sisällön rajoitusten vuoksi näytetään vain kuusikymmentä ensimmäistä sivua.
PPT-käsikirjan lähdeasiakirjan täysversio + laajennettu kuivaharjoittelu.













Ei kommentteja