

Käytännön vinkkejä | 3D-tulostus vai CNC? Oikean valmistusmenetelmän valinta
Prototyyppien suunnittelussa ja pienerien tuotannossa 3D-tulostus ja CNC-työstö ovat kaksi yleisimmin käytettyä menetelmää. Koska ne kuitenkin edustavat kahta täysin erilaista valmistusmenetelmää – toinen on additiivinen valmistus ja toinen subtraktiivinen menetelmä –
Epätyypillisten muottiosien valmistaja – vahvuus luo laadun mittapuun
Epätyypillisten muottiosien valmistus on muottiteollisuuden ydinosa-alue, joka vaikuttaa suoraan valmistusteollisuuden tuotannon tarkkuuteen ja tehokkuuteen. Epätyypillisiä muottiosia valmistavien yritysten kokonaisvaltainen osaaminen ei ainoastaan määrää osien laatua ja sopivuutta, vaan vaikuttaa myös alihankkijoiden tuotannon vakauteen ja kilpailukykyyn.

Esittelemme muutamia yleisiä hitsauspölyn käsittelyratkaisuja – löydä itsellesi sopiva vaihtoehto!
Monet tehtaat etsivät myös erilaisia keinoja hitsauspölyongelman ratkaisemiseksi hitsausosastoillaan, mutta eräiden tekijöiden vuoksi hitsauspölyn hallinta ei useinkaan ole toivottua, eikä se täytä ympäristövaikutusten arviointivaatimuksia, tai sitten ympäristövaikutusten arviointi on tuolloin hyväksytty.

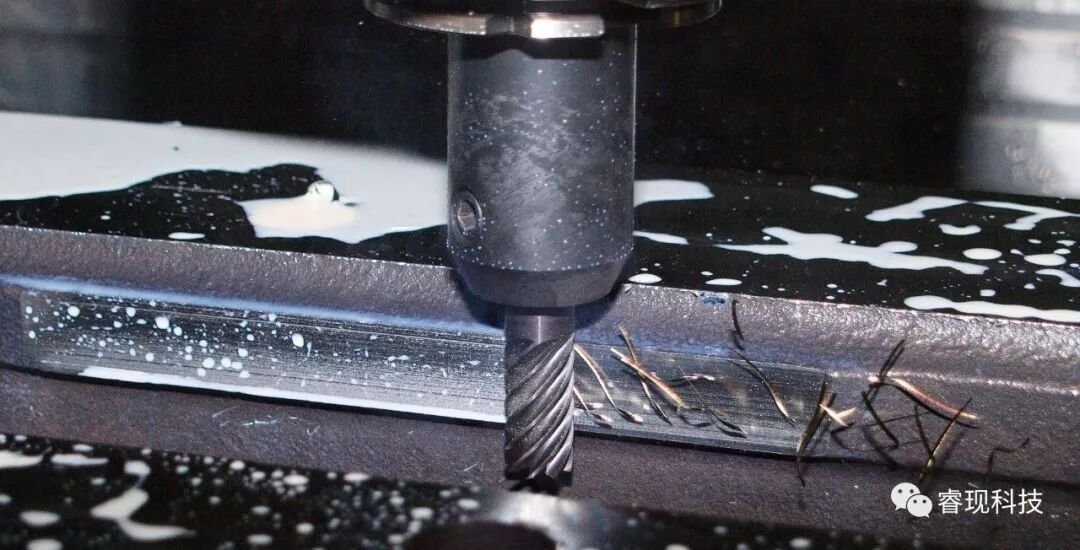
Ohjeet työkalujen valintaan ja käyttöön CNC-työstössä
CNC-työstössä sorvausterän valinta ja käyttö ovat ratkaisevan tärkeitä. Jotta työstöongelmat voidaan ratkaista tehokkaasti, meidän on ensin perehdyttävä perusteellisesti sorvausterän kaikkiin näkökohtiin. Tähän kuuluu terän sivumäärien ymmärtäminen, kiinnitystavan valinta sekä sopivan terän asennustavan valinta.
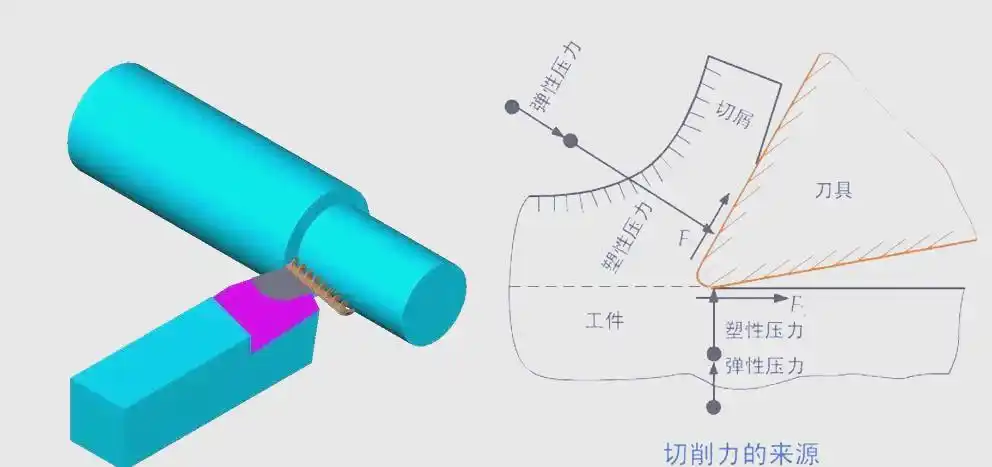
Metallin työstössä käytettävien terien geometristen kulmien valinnan merkitys ja strategiat
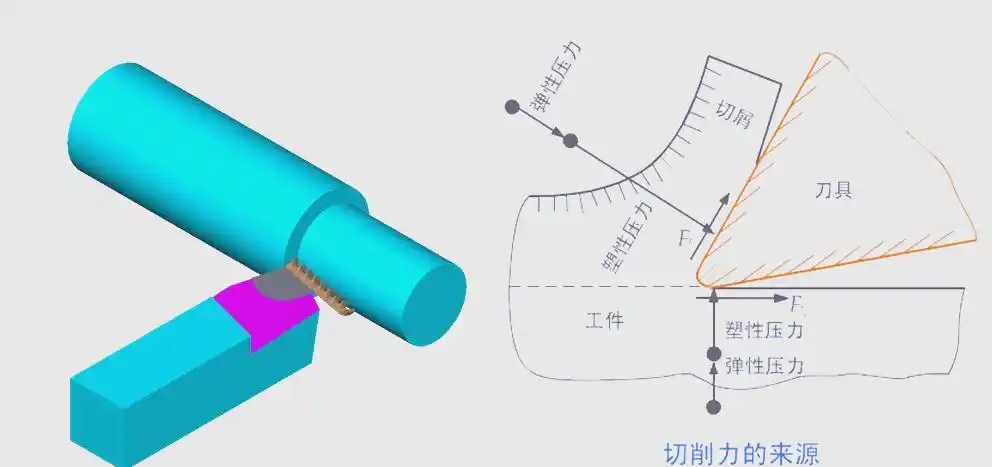
01 Metallin leikkauskulman merkitys Metallin leikkausprosessissa työkalu leikkaa työkappaletta tietyllä kulmalla, ja tällä kulmalla on ratkaiseva vaikutus työkalun leikkausosan geometriaan, mikä puolestaan vaikuttaa leikkaustehokkuuteen ja työkalun käyttöikään.
Yksityiskohtainen selvitys työstöterien geometristen kulmien valintastrategioista konepajateollisuudessa
Tutkimus | Tekniikka | Käytännön tietoa | Alan verkostoituminen Metallin leikkausprosessissa työkaluun on upotettava työkappaleeseen työstämistä varten. Työkalun kulma on avainparametri, joka määrittää työkalun leikkausosan geometrian, joten sen valinta on erityisen tärkeää.
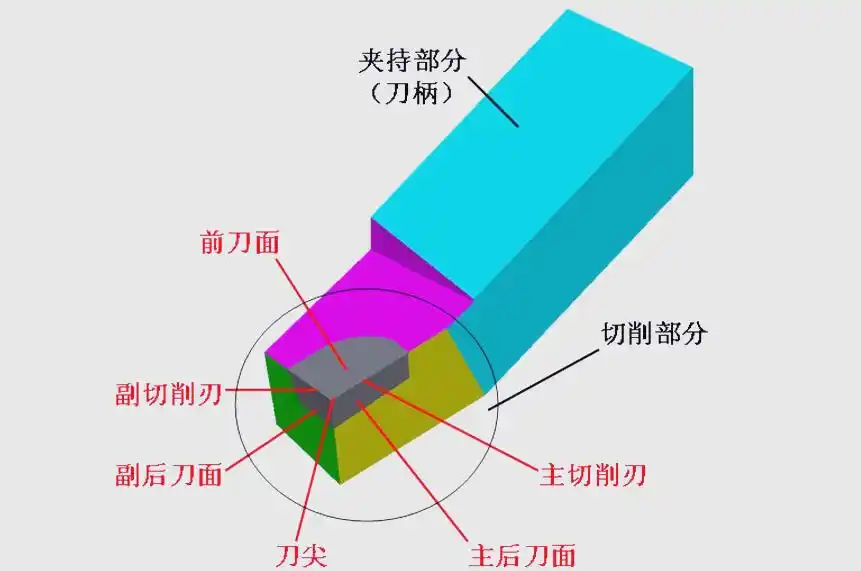
Kuinka valita sopivat jyrsimen geometriset kulmat ja hiomakiven materiaali
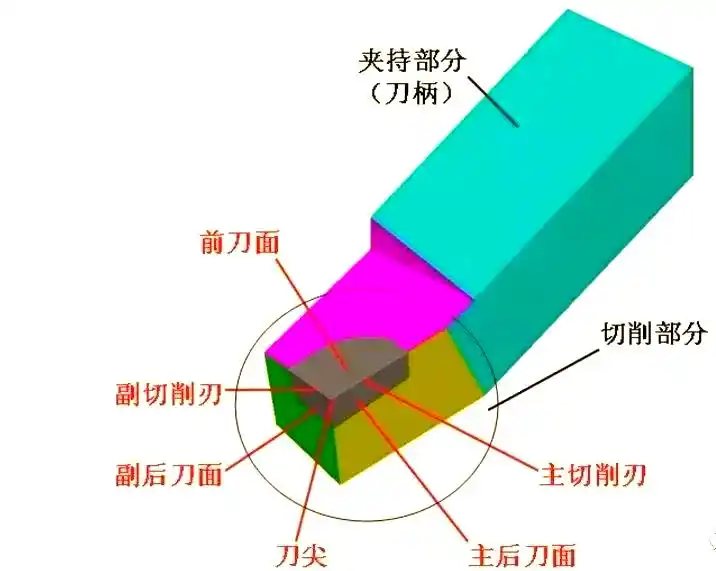
01 Sorvausterän kulman valinta Sorvausterän leikkuuosan rakenne Sorvausterän leikkuuosassa useat keskeiset osat vaikuttavat yhdessä sen geometriseihin ominaisuuksiin ja leikkaustehoon. Näitä osia ovat etuleikkauspinta, päätakapinta, aputakapinta sekä pääleikkausreuna, apuleikkausreuna ja terän kärki.
Välineen geometrian kulmien analyysi ja valintaopas
Leikkausprosessissa työkalun kulmilla on ratkaiseva merkitys. Ne vaikuttavat paitsi työkalun leikkausosan geometriaan, myös ovat keskeinen tekijä, joka määrää työstön laadun ja tehokkuuden. 011. Sorvausterän geometristen kulmien merkitys 1
Hitsauksen muodonmuutosten syyt ja valvontamenetelmät
Hitsausmuodonmuutosten syyt, vaikuttavat tekijät ja hallintamenetelmät., Hitsausmuodonmuutosten syyt ja hallintamenetelmät, Jiayu-testausverkosto, testausuutiset

Laitokset tekevät joukoittain tutkimuksia teollisuuden työstökoneita valmistavista pörssiyhtiöistä
Laitokset tekevät joukoittain tutkimuksia teollisuuden työstökoneita valmistavista pörssiyhtiöistä
