
01金属切削角度的重要性
在金属进行切削的过程当中, 刀具会以一定的角度往工件里面切入, 不过呢, 便是这样一个角度对刀具切削部分的几何形状有着决定性的影响, 从而进一步影响到切削的效率以及刀具的寿命。
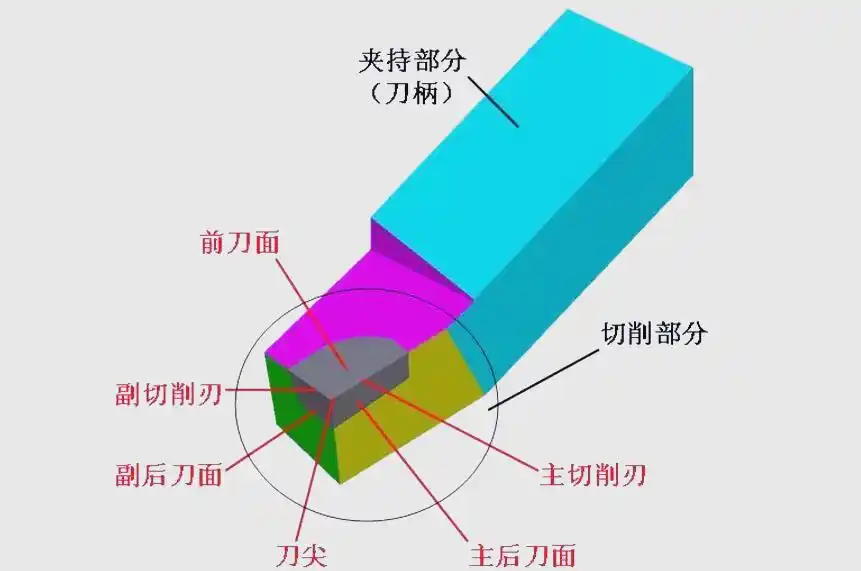
车刀切削部分的构成
车刀的切削部分, 包含着前刀面, 有着主后刀面, 还有副后刀面, 并且包含主切削刃, 存在副切削刃, 也有刀尖等数目不少的关键部分。这些部分一起对加工过程起到作用。

02车刀主要几何角度
前角的选择原则
刀头坚固性与锋利性相互谋求平衡, 这是前角设计的目的所在。进行选择的时候, 加工材料的硬度是首先需要思索的要点。要是材料硬度偏高, 那就应当挑选较小的前角, 与之相反的话, 就要挑选较大的前角。并且, 加工性质也是决定前角大小的关键要素。处于粗加工阶段时, 为了保证刀头具备坚固性, 前角应当选取较小的值;而在精加工阶段, 为了能够追求更高的切削效率, 此阶段前角则应当适度增大。一般而言, 前角的选择范围处于-5°至25°之间。
需要留意的是, 车刀的前角不是事先制作出来的, 是借助在刀刃上面磨制出排屑槽进而得到的。排屑槽, 也就是所谓的断屑槽, 它的作用是能够有效的折断切屑呢, 防止切屑出现缠绕。它还可以控制切屑的流出方向, 保证已加工表面的精度。并且它还能够降低切削抗力, 延长刀具的使用期限。
后角的选择原则
后角的挑选同样得考量多个要素, 首先, 加工的性质是决定后角大小的至关重要的因素之一, 在进行精加工的阶段, 为了去追求更高的加工精度以及表面质量, 一般会挑选较大的后角, 而在粗加工阶段, 因为更看重切削效率以及刀头的坚固程度, 后角就被选择得小一些, 其次, 加工材料的硬度也是不能被忽视之考虑因素, 通常, 后角选择范围处在6°至12°之间。
需要留意的是, 后角的选取范围一般处于6°和12°之间, 并且后角不可以是零度或者负值。恰当的后角选取对于保障刀头的耐久性以及切削性能来说极其关键。
主偏角的选择原则
在进行主偏角选取这个行为的时候, 我们最先需要予以关注的是由车床、夹具以及刀具共同构成的车削工艺系统的具备的刚性状况。要是这个系统在刚性方面表现良好,那么主偏角就应该去选择相对较小的数值, 采取这样的做法能够对延长车刀的使用期限有帮助, 能够对散热的条件起到一定的改善作用, 并且能够对表面粗糙度进行优化。另外一方面, 用于加工的工件所具有的几何形状同样是决定主偏角关键的重要因素。比如说, 在针对台阶进行加工的进程中, 主偏角适合去设置为90°, 如果是对中间切入的工件开展加工时, 主偏角通常选取60°。需要值得留意的是, 主偏角所具有的选择范围, 一般情况下是处于30°至90°这个区间之内的, 当中45°、75°以及90°是最为经常使用的几个角度。
副偏角的选择原则
在进行副偏角选定这个操作的时候, 作为我们来讲, 必须要开头就先保证车刀、工件以及夹具这些方面拥有充足的刚性, 只有达到这样的条件, 才存在能够选用比较小的那个副偏角的可能性。要是刚性并不充足的情况, 那就应该选择大些的副偏角才行。另外, 加工所具有的性质同样是起到决定作用的因素当中的一个。于精加工的这个过程里, 副偏角一般情况下是设定在10°至15°这个范围之间, 然而在粗加工的时候呢, 则能够去选取大概5°的副偏角。处在精加工的时候副偏角习惯上设置在10°至15°之间。
刃倾角的选择原则
刃倾角的选择主要是依照加工性质来确定的, 在粗加工阶段, 鉴于工件对车刀的冲击力比较大, 所以建议选取λS ≤ 0°, 在精加工阶段, 因为工件对车刀的冲击力比较小, 故而可选择λS≥0°, 并且通常取λS=0° 总的来讲, 刃倾角通常是在-10°至5°的范围之内进行选取的。













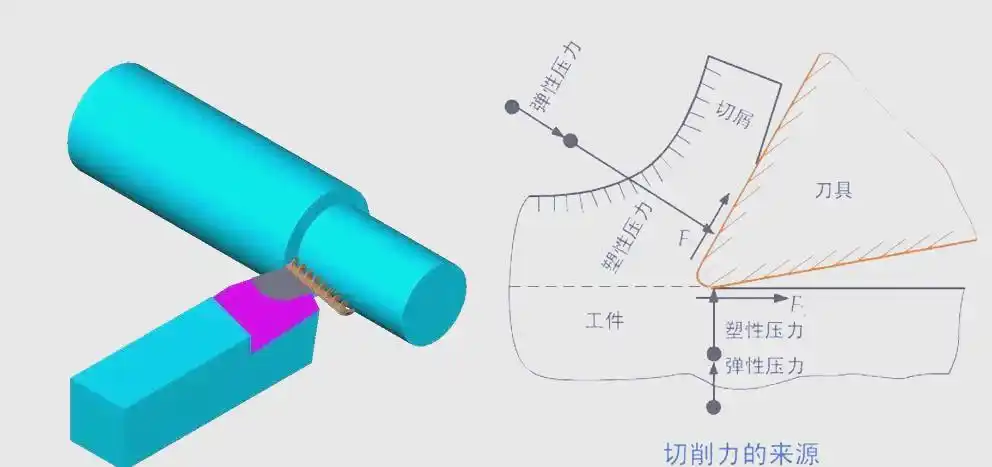
Ei kommentteja