
1.产生变形的原因
有一种情况, 是在焊接的时候, 钢材受热会熔化, 之后呢, 因为存在热胀冷缩, 钢材冷却收缩时, 会出现不平衡的收缩状态, 这就是所说情况的缘由。
2.Hitsauksen vääristymät的影响因素
拥有诸多会对焊接变形造成影响的因素, 将其进行归纳总结, 大部分集中于材料, 结构, 以及工艺这3个层面之处。
1) Materiaaliset tekijät
造成这种情况主要是源于材料自身的物理特性, 特别是材料的热膨胀系数, 还有屈服极限以及弹性模量等对材料所起的作用, 材料的膨胀系数越大, 其焊接变形量就越大, 弹性模量增大时焊接变形会随之减少, 而屈服极限大的则会致使产生较高的残余应力造成变形增大。不锈钢的膨胀系数比碳钢的膨胀系数大, 所以同等厚度的这两种材料, 不锈钢焊接变形的趋势比碳钢大。
2) Rakenteelliset tekijät
对焊接变形影响最为关键的是焊接结构的设计, 其总体原则是, 随着拘束度的加大, 焊接残余应力会增加, 而焊接变形则会相应地减少。
3) Prosessitekijät
存在着一些因素对其产生主要影响, 这些因素涵盖焊接方法, 焊接热输入(也就是电流电压), 构件的定位或者使其固定的方法, 焊接顺序, 以及焊接工装夹具被使用的情况。其中, 对其影响最大的乃是焊接顺序。
3.焊接变形的控制
01设计措施
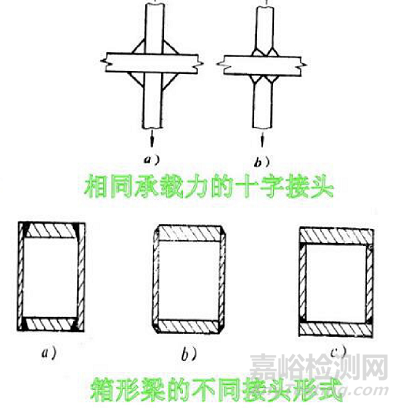
1)合理的选择焊接的尺寸和形式
在确保结构具备承载力的情形下, 尽可能去采用尺寸较小的焊缝, 以此来减少焊接热输入对于材料性能所产生的影响。
![图片[1]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_0.png)
2)合理选择焊缝长度和数量
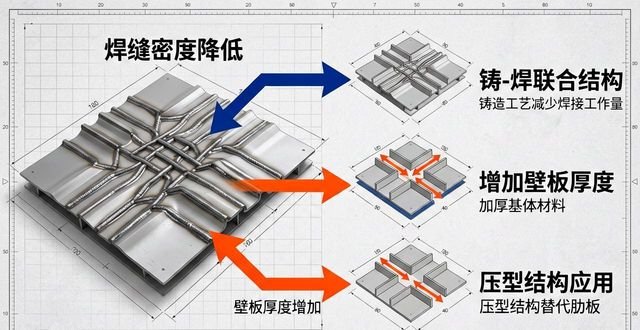
一旦获得允许, 便采用型材、冲压件, 焊缝又多又密集的地方能够采用铸 – 焊联合结构, 如此能够减少焊缝数量, 除此之外适当地增加壁板的厚度用来减少肋板的数量, 或者采用压型结构替代肋板结构, 均可防止薄板的结构变形。
3)合理安排焊缝位置
安排焊缝, 尽可能使之采用对称于截面中性油的方式, 或者使焊缝接近中性轴, 这对于减少梁柱的挠曲变形, 具有很好的优良效果。
![图片[3]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_2.png)
1)反变形法
Vastamuodonmuutoksen käyttö hitsin vääristymien hallitsemiseksi on yleisimmin käytetty hitsausmenetelmä.
2)留余量法
在下料过程当中, 会把零件的实际长度, 又或者是宽度尺寸, 比设计尺寸适度加大, 从而补偿焊件的收缩情形, 这种方法是适用于防止焊件发生收缩变形的。
3)刚性固定
对待焊接构件, 采用夹具或者刚性胎具, 尽可能地将其固定, 如此一来, 能够有效地控制角变形, 还有弯曲变形。
① Kiinnitä hitsauskappale jäykälle alustalle (soveltuu jäykkään kiinnitykseen ohutlevyliitoksessa).
![图片[4]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_3.png)
把焊件组合成刚性更大的结构, 把焊件组合成对称的结构, 这适合T型梁等结构的控制。
![图片[5]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_4.png)
(iii) Hitsauskiinnikkeiden käyttö rakenteen jäykkyyden ja rajoitusten lisäämiseksi.
④ Käytä tilapäisiä tukiraudoituksia rakenteellisen pidättyvyyden lisäämiseksi.
![图片[6]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_6.png)
4)选择合理的装配焊接顺序
Kokoonpanojärjestyksellä on merkittävä vaikutus hitsatun rakenteen vääntymiseen.
首先, 对于大型复杂的焊接结构而言, 在只要允许的条件之下, 接着, 要把它划分成若干个结构简单的部件, 随后, 对这些部件单独进行焊接, 最后, 将焊接好的部件进行总装。
![图片[7]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_7.png)
② Sovitettavan hitsin on oltava lähellä rakenneosan neutraaliakselia.
![图片[8]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_8.png)
③ Jos rakenteessa on epäsymmetrinen hitsaussaumojen sijoittelu, kokoonpanohitsauksessa on hitsattava ensin se puoli, jossa on vähemmän hitsaussaumoja.
(iv) Rakenteet, joissa on symmetrisesti sijoitetut hitsaussaumat, on hitsattava symmetrisesti parillisen määrän hitsaajien toimesta.
![图片[9]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_9.png)
⑤当进行长焊缝(长度超过1m)焊接时, 能够采用如下图示的方向以及顺序来开展焊接工作, 借此降低焊后的收缩变形情况。
![图片[10]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_10.png)
相较于焊接变形, 我们在挑选焊接方法时要予以留意, 在抉择该焊接方法的工艺参数时同样得加以关注, 尽可能去挑选那些焊接热输入较小的方法以及工艺参数, 防止挑选较大的焊接所涉及工艺参数以及焊接方法致使焊接变形量增加, 大家还是需要于实践之中多多去体验, 多多去总结。














Ei kommentteja