

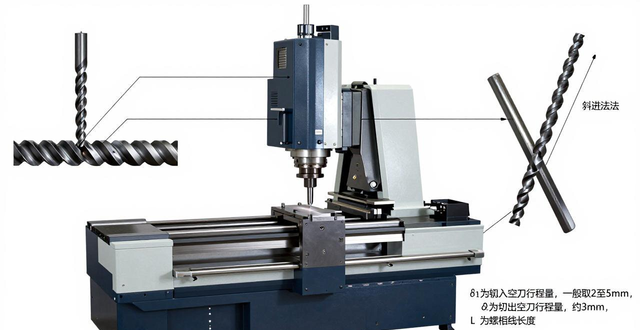
11 CNC-ohjelmointi - Yksikkö 11 - CNC-sorvaus kierteitys ohjelmointi.ppt
Ensinnäkin, jotta varmistetaan, että kierre opas, käsittely karan pyörimisviikko, työkalun syötön on oltava yhtä suuri kuin kierre opas, syöttö on suurempi; lisäksi kierteitetyn työkalun lujuus on yleensä huono, joten kierteitetyn hampaan tyyppi ei usein ole kerran käsitelty, tarve monta kertaa leikkaamiseen.
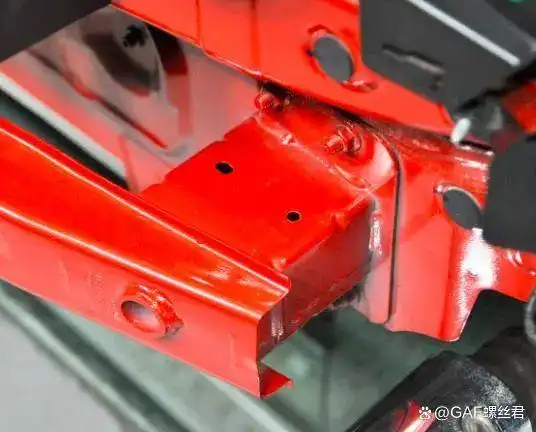
Ruuvauksen ja hitsauksen vertaileva analyysi
Erilaisissa mekaanisissa rakenteissa ruuviliitokset ja hitsausliitokset ovat kaksi yleisintä liitosmuotoa. Tässä asiakirjassa esitetään lähinnä pultti- ja hitsausominaisuuksien vertaileva analyysi, jossa esitetään yhteenveto kahden tärkeimmän yhteyden eduista ja haitoista.

Yleisten CNC-työstöongelmien ratkaiseminen
Opi ratkaisemaan yleiset CNC-työstöongelmat, kuten huono pinnanlaatu, rikkinäiset työkalut ja toleranssin ulkopuoliset osat. Käytä näitä vinkkejä optimoidaksesi CNC-koneistuspalvelusi.

Mekaanisten osien ja komponenttien CNC-työstötekniikka kurssimateriaali 2.1.1-työstövaiheiden jako.pptx
Mekaanisten osien ja komponenttien CNC-työstötekniikka kurssimateriaali 2.1.1-työstövaiheiden jako.pptx
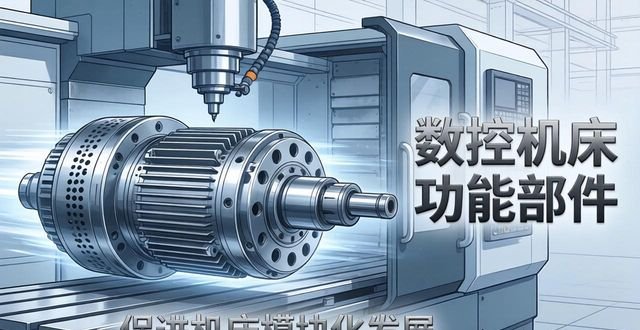
CNC-työstökoneiden suurnopeussähköisen karatekniikan pääkohtien analysointi
CNC-työstökoneissa nopea sähköinen kara on keskeinen osa. Se on kevyt, rakenteeltaan kompakti, se ei tuota paljon inertiaa käytön aikana, sillä on hyvät vasteominaisuudet, karan dynaamista tasapainoa voidaan parantaa ja sillä on hyvä dynaaminen suorituskyky.
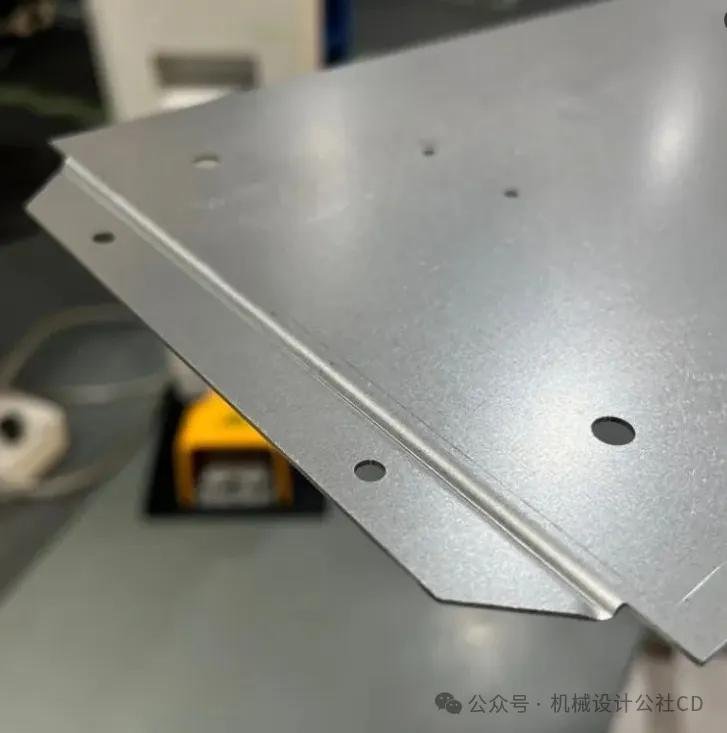
Perusjalostustekniikat ja varotoimenpiteet ohutlevyosia varten|Peltilevyjen taivutus yksityiskohdat
Metallilevyjen valmistusta optimoidaan ja parannetaan nykyaikaisten käsittelylaitteiden avulla varsinaisen metallilevyn käsittelyn aikana, jolloin osien tarkkuus paranee huomattavasti ja monimutkaisempien osien käsittely on mahdollista. Purkaminen: Tärkeimmät ohutlevyjen purkulaitteet ovat CNC-laitteita.
Suuren poikkileikkauksen ohutseinäisen ohutseinäisen yksilaatikkoisen kaksikammioisen teräslaatikkopalkin hitsausprosessi ja muodonmuutoksen hallinta.pdf
Sovellettu teknologia ahI Suuren poikkileikkauksen, ohutseinämäisten, yksikoteloisten, kaksikammioisten teräspalkkien hitsausprosessi ja muodonmuutosten hallinta Gu Biao Ma Li (Anshan Steel Construction Group Co., Ltd.)

Sorvit: tehokkaat ratkaisut nykyaikaiseen valmistukseen
Monipuolisuus: Sorvaus- ja jyrsintäsorvi voi suorittaa sorvausta, jyrsintää, porausta, kierteitystä ja muita työstötoimintoja, mikä vähentää työkappaleen kiinnittämistä ja työstöaikaa. Kehittyneenä työstölaitteena jyrsintäsorville on ominaista sen monipuolisuus, suuri tarkkuus ja korkea tehokkuus.
Yhdeksän suurinta koneistusvirhettä, kuinka monta tunnet?
Työstövirhe on koneistetun kappaleen todellisten geometristen parametrien (geometriset mitat, geometrinen muoto ja keskinäinen sijainti) ja ihanteellisten geometristen parametrien välinen poikkeama.

CNC-komposiittikoneistuksen avaaminen: mitkä osat soveltuvat parhaiten tälle edistykselliselle tekniikalle?
Nykyaikaisessa valmistuksessa CNC-komposiittikoneistuksesta on tullut keskeinen ratkaisu erittäin tarkkojen ja monimutkaisten rakenneosien valmistukseen. Tässä tekniikassa yhdistyvät moniakseliset ominaisuudet (esim. 5-akselinen työstö) yhdistämällä sorvaus, jyrsintä, poraus ja muut prosessit yhteen koneeseen.
