
[Taajuusindeksi]
[Tenttipisteet]
I. Liitäntätavat: hitsaus, tavallinen pulttaus, lujat pultit ja niittaus.
Kyseessä on hitsausvirheiden luokittelun tuntemus, sillä ne esiintyvät hitsissä ja luokitellaan yleensä kuuteen luokkaan seuraavassa järjestyksessä: on olemassa halkeamia, reikiä, kiinteitä sulkeumia, tila, jota kutsutaan sulamattomaksi, ja tila, jota kutsutaan alihitsatuksi, jonka jälkeen tulevat muotovirheet ja lopuksi näiden luokkien lisäksi muut viat.
1. Halkeilu: yleensä kuumahalkeilu ja kylmähalkeilu eroavat toisistaan. Tärkein syy kuumien halkeamien on, että perusmateriaalin halkeilunesto suorituskyky ei ole hyvä, hitsausmateriaalien laatu ei ole hyvä, hitsausprosessin parametrien valinta ei ole asianmukainen, sisäisen jännityksen hitsaus on liian suuri jne.; Seurauksena kylmät halkeamat on hitsausrakenteen suunnittelun päätekijä on kohtuuton, hitsaussauma ei ole oikea järjestely, hitsausprosessi ei ole kohtuullinen, kuten esilämmitys ennen hitsausta, jäähdytys liian nopeasti hitsauksen jälkeen ja niin edelleen. Tapa käsitellä halkeamaa on porata halkeaman pysäytysreikä halkeaman molempiin päihin tai poistaa hitsausmetalli halkeaman kohdalta ja tehdä sitten hitsaus.
2. Kiinteät sulkeumat: on olemassa kahdenlaisia kuonan ja volframin sulkeumia, joilla on puutteita. Tärkein syy kuonan esiintymiseen on hitsausmateriaalien huono laatu, hitsausvirta on hieman pieni, hitsausnopeus on liian nopea, kuonan tiheys on liian suuri, kuonan kelluvien esteiden muodostuminen, monikerroksinen hitsaus kuonan aikana ei ole puhdas jne., Ja sen hoito on kuonan poistaminen hitsin metallin poistamisessa ja sitten hitsauksen korjaus. Tärkein syy syntymisen volframi kansio on volframielektrodin ja sulan altaan metallivaihe / kosketuksessa, kun argon kaarihitsaus, hoito on kansio volframi viallisen metallin kaivaminen, ja jälleen hitsauksen korjaamiseen.
3. Rakennusyksikön ensimmäisen kerran käyttämä teräs, rakennusyksikön ensimmäisen kerran käyttämä hitsausmateriaali, rakennusyksikön ensimmäisen kerran käyttämä hitsausmenetelmä, rakennusyksikön ensimmäisen kerran käyttämä liitosmuoto, rakennusyksikön ensimmäisen kerran käyttämä hitsausasento, rakennusyksikön ensimmäisen kerran käyttämä hitsauksen jälkeinen lämpökäsittelyjärjestelmä sekä rakennusyksikön ensimmäisen kerran käyttämän hitsausprosessin parametrit, rakennusyksikön ensimmäisen kerran käyttämä esilämmitystoimenpide ja rakennusyksikön ensimmäisen kerran käyttämä jälkilämmitystoimenpide. Erilaisia parametreja ja parametrien yhdistelmiä on testattava hitsausprosessin arvioimiseksi ennen teräsrakenteen valmistusta ja pystytystä.
III. Yhteiset pultit
1. Liitäntämuodoista on olemassa litteä liitäntämuoto, kierrosliitäntämuoto ja T-muotoinen liitäntämuoto. Pulttijärjestelyssä on pääasiassa kaksi muotoa, joista toinen on yhdensuuntainen järjestelymuoto ja toinen on porrastettu järjestelymuoto.
2. Kiristystoimia suoritettaessa pulttien kiristysjärjestyksen on aloitettava keskeltä ja laajennuttava symmetrisesti molemmille sivuille. Pulttien kiinnitysrakenne on operaattorin tuntuma ja yhdistää nivelten muodon valvontaan standardina, suurten nivelten osalta on käytettävä kaksinkertaista ruuvaustoimintaa, toisin sanoen kaksinkertaista kiinnitysmenetelmää, jotta varmistetaan, että eri pulttien sisällä olevat nivelet pystyvät tasaisesti voimaa.
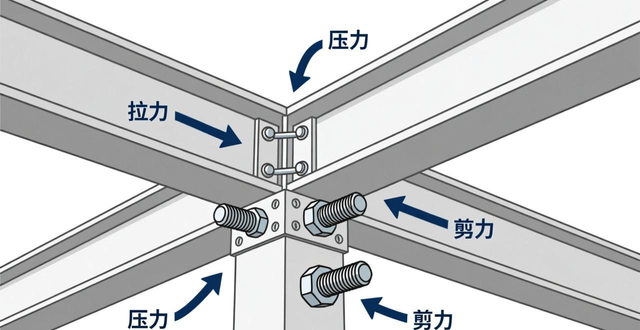
IV. Lujat pultit
![图片[1]-2019一级建造师建筑实务考点:钢结构构件的连接-大连富泓机械有限公司](/wp-content/uploads/2026/03/1772331667795_1.png)
Ensimmäinen on liitäntämuoto, joka jaetaan yleensä kitkaliitäntään, jännitysliitäntään ja paineliitäntään jne. Niistä kitkaliitäntä on perusliitäntämuoto, jota käytetään nykyään laajalti.
2. Kitkapintakäsittelymenetelmä on yleensä olemassa hiekkapuhallusmenetelmässä (pilleri) sekä peittausmenetelmässä ja hiomalaikan hiontamenetelmässä, lisäksi teräslankaharjan manuaalinen kalkinpoistomenetelmä ja niin edelleen. Voidaan perustua suunnittelun vaaditun liukastumisenestokertoimen valintaan käsittelyprosessin valitsemiseksi, liukastumisenestokertoimen on täytettävä suunnitteluvaatimukset.
3. Asennus: lujat pultit kentällä asennusta varten, niiden on voitava tunkeutua vapaasti pultin reikään, ei missään tapauksessa pakko tunkeutua. Jos pultti ei pysty vapaasti tunkeutumaan aikaan, voit käyttää rei'ittäjällä tai tiedostolla korjaamaan pultin reiän, älä koskaan käytä kaasuleikkausta reiän rei'ittämiseen, rei'ittämisen määrä on suunniteltava suunnittelun suostumuksella, korjauksen tai reiän rei'ittämisen jälkeen reiän halkaisijan ei pitäisi olla yli 1,2 kertaa pultin halkaisija. Lujat pultit lopullisessa ruuvauksessa pulttiyhteyden lopullisen ruuvauksen jälkeen lopullisen ruuvauksen jälkeen alttiina olevien 2 - 3 soljen vakiona laskemiseksi, olisi asennettava komponentin tarkkuussäätöön ennen kiristämistä. Kierretty leikkaus tyyppi lujat pultit lopullisen ruuvauksen tarkastus, silmämääräinen tarkastus lopussa luumun kukan pään rikki kuin pätevä merkki.
4. Kiinnitystoiminto: Lujitetuille suurille kuusiokantapulteille, jotka yhdistävät vice, sen sovellusruuvaus voi käyttää vääntömomenttimenetelmää tai kulmamenetelmää. Samassa liitoksessa, lujat pultit liitetty alkuperäiseen ruuvaukseen, uudelleenkiristämiseen, lopulliseen ruuvaukseen on saatava valmiiksi 24 tunnin kuluessa. Lujat ruuviliitokset suorittaa alkuperäisen ruuvaus, uudelleen ruuvaus ja lopullinen ruuvaus, periaatteessa yhteinen jäykkyys suuremman osan suuntaan kohti rajoituksia pienempään suuntaan, pultti ryhmä keskellä järjestyksen kohti ympäristöä suorittaa. Lujitepulttien ja hitsaus- ja liitossolmujen osalta, jos suunnitteluasiakirjoissa ei ole määritelty, on tarkoituksenmukaista noudattaa hitsauksen jälkeistä ensimmäistä ruuvikiinnitysrakennejärjestystä.













Ei kommentteja