
järjestää järjestykseen
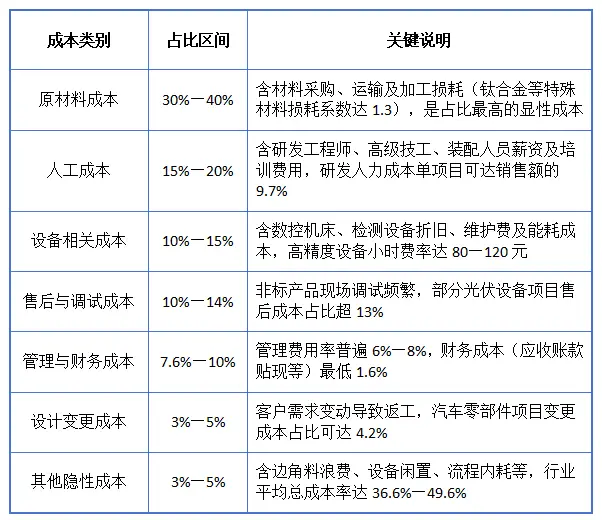
Kuinka alentaa epätyypillisten automaatiokomponenttien valmistuskustannuksia
Tässä yhteydessä koneistuksen ohjelmoinnin automatisointi on tuotannon digitalisoinnin avaintekijä, joka paitsi parantaa suoraan ohjelmoinnin tehokkuutta ja alentaa työvoima- ja uusintakustannuksia, myös vahvistaa koko prosessin kustannussäästöjä entisestään yhteistyössä MES-järjestelmän ja prosessien optimoinnin kanssa.

Mitä olennaisia eroja kolmiakselisilla ja viisiakselisilla työstökeskuksilla on?
Loppujen lopuksi kolmiakselisissa työstökoneissa on viisiakselisiin työstökeskuksiin verrattuna vain kolme lineaarista akselia (X, Y ja Z), ja niiden rakenne on yksinkertainen. Työstettäessä työkappaletta teräakselin suunta ei muutu, liikemahdollisuudet ovat rajalliset ja ohjelmointi on suhteellisen yksinkertaista; viisiakselisissa työstökoneissa taas pintapuolisesti tarkasteltuna

Pearl River Delta -alueen CNC-työstön tarkkuuden varmistamista käsittelevä raportti: vaatimustenmukaisuusstandardit ja toteutustavat
Robottien valmistuksen, lääkinnällisten laitteiden sekä ilmailu- ja avaruusteollisuuden kaltaisten korkean teknologian valmistusalojen nopean kehityksen myötä CNC-työstön tarkkuuden ja vakauden on tullut keskeiseksi tekijäksi, joka vaikuttaa tuotteiden suorituskykyyn, projektien etenemiseen ja jopa alan turvallisuuteen. Pearl-joen suistomaan valmistusteollisuuden yleisen näkemyksen mukaan

Vuoden 2026 epätyypillisten lävistimien suurtuotanto: tarkkuusteollisuuden tuotannon käyttöönoton logiikka
Epätyypillisten lävistimien suurtuotanto on laajamittainen valmistusmalli, joka on tarkoitettu vakiomuotteille, vakiintuneille massatuotanto-olosuhteille sekä standardoiduille, mutta rakenteeltaan epätyypillisille lävistimille. Se eroaa pienimuotoisesta kokeilutuotannosta ja räätälöinnistä, ja se palvelee pääasiassa lopputuotteen vakiintumisen jälkeistä jatkuvaa massatuotantoa.

Kuinka valita sopiva komponenttien pintakäsittelymenetelmä
Valmistusteollisuudessa komponenttien pintakäsittelyllä on ratkaiseva merkitys tuotteiden laadun, suorituskyvyn ja kestävyyden kannalta. Erilaiset pintakäsittelymenetelmät antavat komponenteille erilaisia ominaisuuksia.

Tutkimus mikro- ja pienosien työstömenetelmistä
Tutkimus mikro- ja pienosien valmistusmenetelmistä: Tiivistelmä: Tässä artikkelissa esitellään yksityiskohtaisesti mikro- ja pienosien luokittelu, valmistusmenetelmät sekä suunnitteluvaatimukset. Toivomme, että artikkelista on lukijoille hyötyä ja että se toimii viitteenä. Avainsanat: mikro- ja pienosat; luokittelu; valmistusmenetelmät; suunnittelu 1

Jintanin jyrsintä- ja sorvauskoneiden valmistaja
Tätä taustaa vasten syntyi yhdistelmäkoneistustekniikka. Yleisesti ottaen yhdistelmäkoneistuksella tarkoitetaan tekniikkaa, jossa yhdellä koneella voidaan suorittaa erilaisia työvaiheita tai käyttää erilaisia menetelmiä. Yhdistelmäkoneistustekniikkaa on pääasiassa kahta eri tyyppiä

Zhangzhoussa toteutettava jyrsintä- ja sorvausyhdistelmäkoneistus
Zhangzhoun alueen teollisuuden kehityksen myötä sorvaus-jyrsintä-yhdistelmätekniikka on vähitellen noussut merkittävään asemaan koneistusalalla. Tämä menetelmä yhdistää sorvaus- ja jyrsintätoiminnot, jolloin useat työvaiheet voidaan suorittaa yhdellä laitteella, mikä tarjoaa uusia ratkaisuja komponenttien valmistukseen.

Mitä terää käytetään tavallisen sorvin ulkoreunan sorvaamiseen?
Mitä terää käytetään tavallisessa sorvissa ulkoreunan sorvaukseen? Mitä terää käytetään tavallisessa sorvissa ulkoreunan sorvaukseen? CNC-työkaluilla tarkoitetaan yleensä vaihdettavia monitoimiteriä, koska niitä käytetään laajasti CNC-koneissa ilman, että niitä tarvitsee hioa. Jokaisessa sorvissa käytettävät terät ovat hyvin samankaltaisia, yhdenmukaisia ja osittain keskenään vaihdettavissa.

Eräitä tehokkaita menetelmiä monimutkaisten syväreikien työstämiseen
Syväporauksessa halkaisijaltaan alle 1 mm:n reiät porataan kovametalliporakärjillä, mutta halkaisijaltaan 15 mm:n ja sitä suuremmissa rei'issä käytetään yleensä hitsattuja porakärkiä, ja halkaisijaltaan 25 mm:n ja sitä suuremmissa rei'issä käytetään vaihdettavilla terillä varustettuja porakärkiä tehokkaaseen poraamiseen.
