
arrange in order
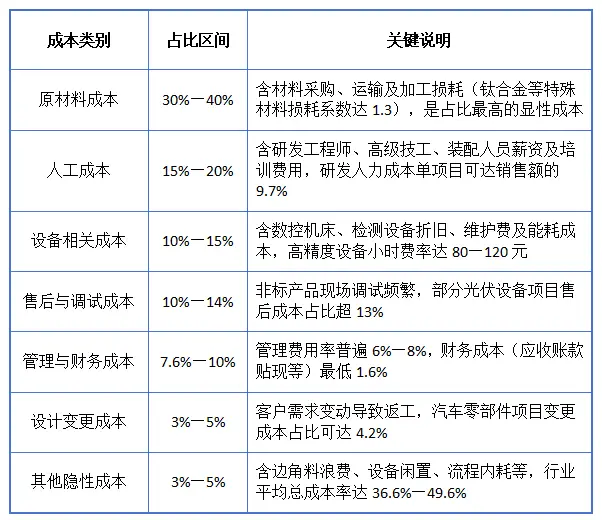
How to reduce the machining costs of non-standard automated components
In particular, the automation of machining programming—as a key component of digitalisation on the production side—not only directly improves programming efficiency and reduces labour and rework costs, but also further amplifies the cost-saving benefits across the entire process through collaboration with MES systems and process optimisation.

What is the fundamental difference between a three-axis machining centre and a five-axis machining centre?
After all, compared to five-axis machining centres, three-axis machines have only three linear axes (X, Y and Z); their structure is simple, the tool axis does not change direction during machining, their range of motion is limited, and programming is relatively straightforward; whereas five-axis machining centres, on the face of it,

White Paper on Ensuring CNC Machining Accuracy in the Pearl River Delta: Compliance Standards and Implementation Pathways
With the rapid development of high-end manufacturing sectors such as robotics, medical devices and aerospace, the precision and stability of CNC machining have become key factors affecting product performance, project timelines and even industry safety. According to the general consensus within the manufacturing sector in the Pearl River Delta

Mass production of non-standard punches in 2026: the practical implementation logic of precision engineering in mass production
The large-scale production of non-standard punches is a mass-production model designed for standardised dies, established mass-production processes and standardised non-standard structural punches. It differs from small-batch trial production and customisation, and is primarily intended for the ongoing mass production of end products once their design has been finalised.

How to choose the right surface treatment process for components
In the manufacturing sector, surface treatment processes for components play a crucial role in determining the quality, performance and durability of products. Different surface treatment processes can impart different properties to components

A Study on Machining Processes for Micro- and Miniature Components
A Study on the Machining Processes of Micro and Miniature Parts Abstract: This paper provides a detailed overview of the classifications, machining processes and design requirements of micro and miniature parts, with the aim of offering readers useful insights and guidance. Keywords: micro and miniature parts; classifications; machining processes; design 1

Manufacturers of turning and milling machining centres in Jintan
Against this backdrop, multi-process machining technology has emerged. Generally speaking, multi-process machining is a collective term for machining technologies that enable different operations or different machining methods to be carried out on a single machine tool. Multi-process machining technology mainly takes two distinct forms

Combined turning and milling in Zhangzhou
As the manufacturing sector in the Zhangzhou region has developed, combined turning and milling technology has gradually emerged as a key process in the field of mechanical engineering. By integrating turning and milling functions, this method enables multiple operations to be carried out on a single machine, offering new solutions for component manufacturing.

What type of tool is used for turning the outer diameter on a standard lathe?
What type of tool is used for external turning on a conventional lathe? What type of tool is used for external turning on a conventional lathe? CNC tools generally refer to indexable insert tools, as they are widely used in CNC machines and do not require grinding. The tools used on each lathe are highly similar, homogeneous and, in some cases, interchangeable.

Several high-efficiency machining methods for complex deep-hole machining
In deep-hole drilling, small-diameter holes of less than 1 mm are machined using carbide gun drills, whereas holes of 15 mm and above are typically drilled using welded-edge drills, and holes of 25 mm and above are drilled efficiently using indexable-insert drills.
