
järjestää järjestykseen
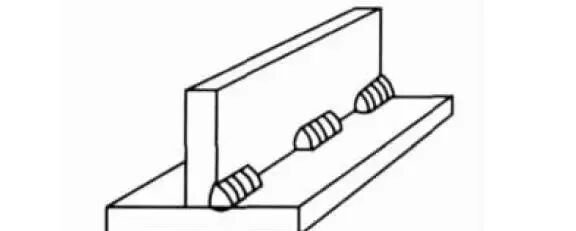

刃板齿座的焊接-AY解析.ppt
刃板齿座的焊接-AY解析.ppt,齿座和主刃板的焊接 Editor: Kent O Norling. Translator: Simon He Date: *
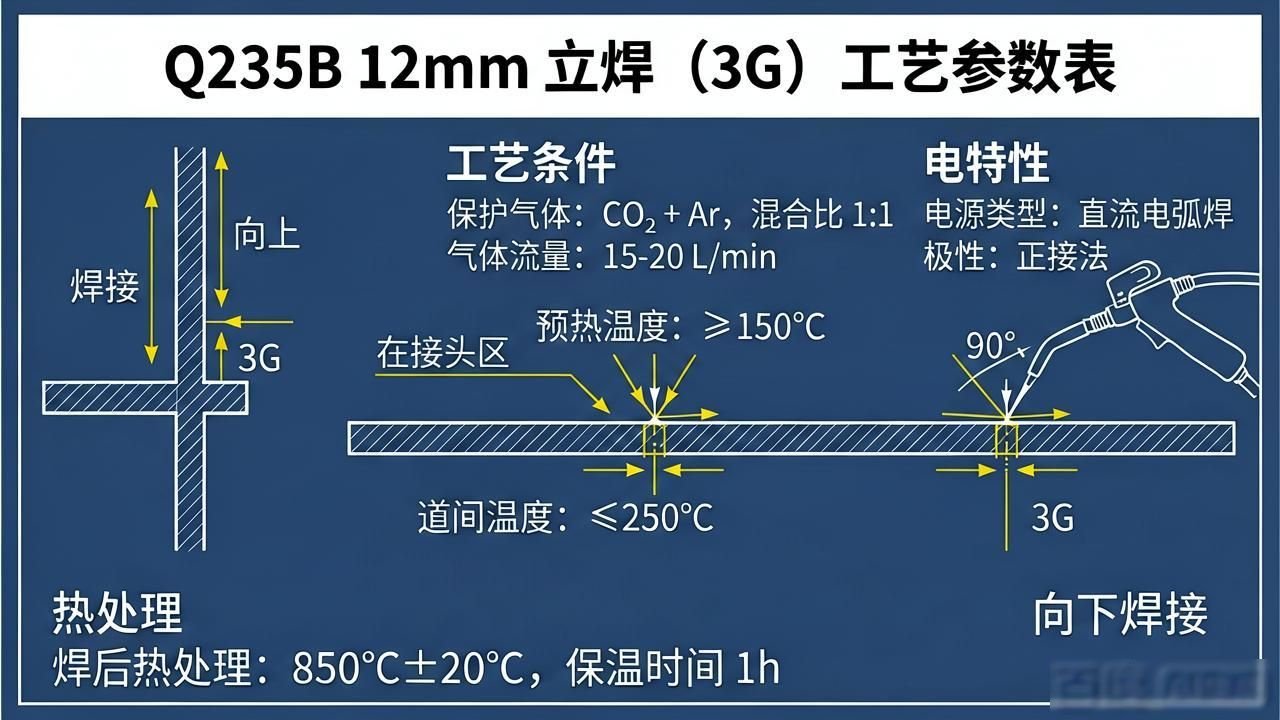
Q235B 12mm板对接焊缝焊接工艺评定报告
公司焊接工艺评定编号,编制,审核,批准,目录一,焊接工艺评定任务书,共页,二,预焊接工艺指导书,共页,三,焊接工艺评定报告,共页,四,附件,检验和材料报告,共页
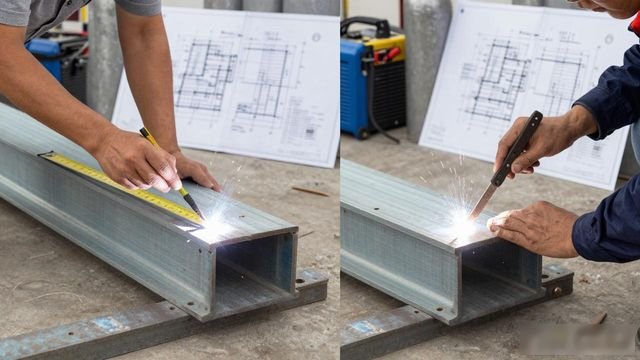


WJ-GC-001铆焊件加工技术操作规程
1、主题内容和应用范围本标准规定了铆焊件加工的操作规程本标准适用于本厂铆焊件的加工2、引用标准YB/JQ101.10钢铁企业机修制造通用技术条件焊接结构件GB15..

工程机械防锈涂装工艺及其主要设备简析
所谓涂装即指对金属和非金属表面覆盖保护层或装饰层。随着工业技术的发展,涂装深入到国民经济的多个领域。涂装是工程机械产品的表面制造工艺中的一个重要环节。

Erilaisia metallien 3D-tulostustekniikoita
Metallin 3D-tulostusta pidetään kaiken 3D-tulostuksen huipuna. Lujuuden ja kestävyyden suhteen mikään ei vedä vertoja metallille. Ensimmäinen metallin 3D-tulostusta koskeva patentti oli DMLS (suora metallin laser-sintraus), jonka saksalainen EOS-yhtiö sai 1990-luvulla

Analyysi metallisten 3D-tulostimien viidestä yleisimmästä käyttötapauksesta
Metallisten 3D-tulostimien tulo markkinoille on merkittävä lisä perinteiseen CNC-valmistukseen. Kun metallisten 3D-tulostimien käyttö tuotantotiloissa yleistyy, metallinjalostus- ja valmistusalan yrityksille
