
järjestää järjestykseen

二保焊焊接变形控制及相关解决措施
二保焊焊接变形控制及相关解决措施焊接,尤其是二氧化碳保护焊简称二保焊,在现代制造业中扮演着不可或缺的角色。它以其操作灵活效率高和成本适中的优势

Kaksikerroksinen suojakaasuhitsausmenetelmä.doc
CO₂-suojahitsausmenetelmä.doc, CO₂-suojahitsausmenetelmä, teräsrakenteiden CO₂-suojahitsausmenetelmän ohjeet 1 Soveltamisala Tämä standardi koskee yrityksemme valmistamia erilaisia teräsrakenteita
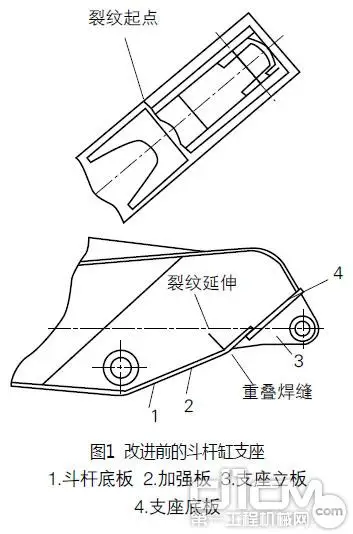
Kaivinkoneiden kauhapalkin yläpään halkeilun syiden analysointi ja parantaminen
Kaivinkoneen kauhan sauvan yläpään halkeilun syyn analyysi ja parantaminen,1.Cracking ilmiö mallin kaivinkoneen tehtaan työ 3000h tai niin, yksi toisensa jälkeen, yläpäässä kauhan sauvan halkeilua ilmiö, halkeilua osa sijaitsee yläosassa kauhan sauvan vahvistava levy ja kauhan sauvan sylinterin männän sauvan tukilevyn nivellyksen päällekkäisyys hitsaa pystysuorassa levyssä.
Hitsausmenetelmän arvioinnin (PQR/WPS) laatiminen ja toteuttaminen
Hitsausmenetelmän arvioinnin (PQR/WPS) laatiminen ja toteuttaminen – Paineastiat | Lämmönvaihtolaitteet | Reaktiolaitteet | Erottelulaitteet | Varastointilaitteet | Nantong Saifu Machinery Equipment Co., Ltd. – Nykyaikaisessa teollisessa valmistuksessa hitsausmenetelmä on yksi tavallisimmista tekniikoista metallimateriaalien liittämiseen.

Hitsausmenetelmien arvioinnin ymmärtäminen: pWPS:stä WPQR:ään – mitä oikeastaan “arvioidaan”?
Esimerkki: Eräässä telakalla havaittiin testikappaleen hitsauksen jälkeen ultraäänitarkastuksessa lineaarinen vika, joka analyysin perusteella johtui liian suuresta hitsausnopeudesta, mikä aiheutti sulamattomuutta. Nopeutta säädettiin, hitsaus tehtiin uudelleen ja se läpäisi arvioinnin. Soveltamisala: Yhtä WPS-asiakirjaa voi tukea useampi PQR-asiakirja.
Projektinhallintamenetelmät: aikataulun hallinnan muutamia keskeisiä vaiheita
Miten projektin etenemistä hallitaan tehokkaasti? Avain on itse asiassa yksityiskohtien hallinnassa. Projektinhallinta tarkoittaa objektiivisten lakien mukaisesti ja rajallisten resurssien puitteissa järjestelmätekniikan näkökulmien, teorioiden ja menetelmien soveltamista projektin tehokkaaseen suunnitteluun, organisointiin, johtamiseen, valvontaan ja koordinointiin.

Epäsäännöllisen muotoisten kotelotuotteiden 3D-skannaus, mallinnus ja kartoitus: ratkaisu 3D-skannauksen käänteissuunnitteluun
Kolmiulotteisen skannauksen, mallinnuksen ja kartoituksen sekä 3D-skannauksen ja käänteissuunnittelun yhdistetty käyttö tarjoaa “kosketuksettoman mittauksen ja digitaalisen rekonstruoinnin” teknisten etujen avulla kokonaisvaltaisen ratkaisun epäsäännöllisen muotoisten koteloiden suunnitteluun, valmistukseen ja tarkastukseen.

Millä tavoilla hitsausmuodonmuutoksia voidaan korjata?
处理焊接变形有几种方法?对于一般焊接构件的变形是用不着矫正的,只有焊后产生的变形超出技术要求时
[Käytännön tietoa] Laivan rungon hitsausjärjestys
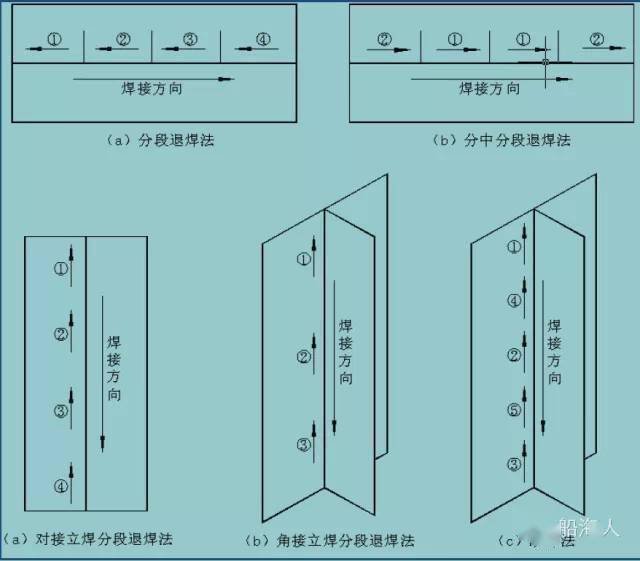
3.3 Jos kulmaliitoksen pääty sijaitsee segmentin liitosreunalla, kyseisessä segmentissä on jätettävä noin 200 mm:n pituinen alue väliaikaisesti hitsaamatta, ja se hitsataan vasta liitoksen yhteydessä, kuten kuvassa 4(c) on esitetty. b) Pitkittäispalkkien, välilevyjen ja sisäpohjalevyn tasomaisten osien paikannushitsauksen jälkeen
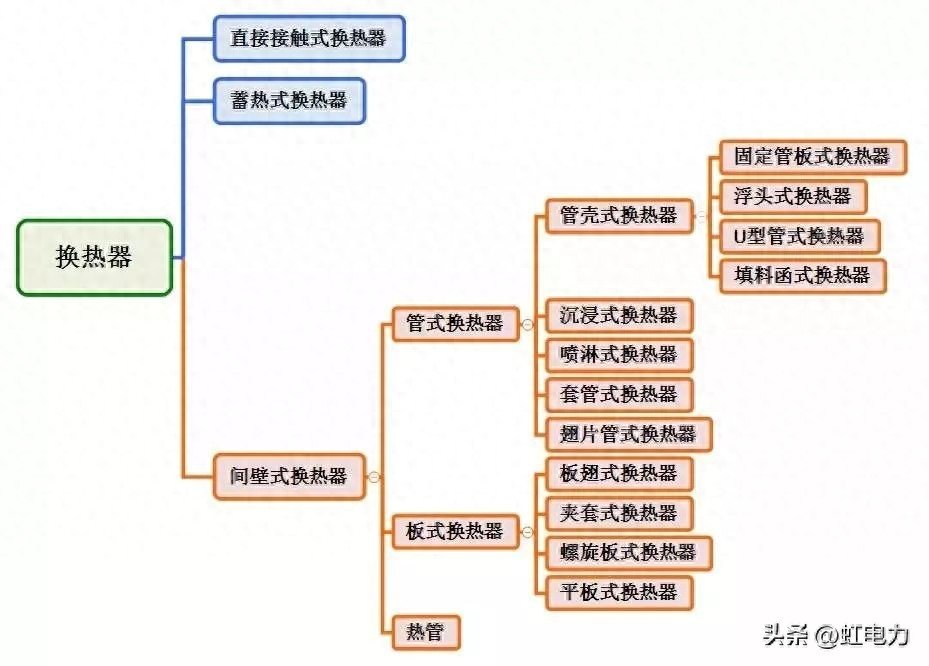
Uudelleenjulkaisu – Yksityiskohtainen selostus: Lämmönvaihtimen toimintaperiaate
Lähde: Interstellar, Huajiji Home. Lämmönvaihdin on energiatehokas laite, joka mahdollistaa lämmönsiirron kahden tai useamman eri lämpötilassa olevan nesteen välillä. Lämmönvaihdin on välttämätön laaja-alaisessa lämmityksessä. Lämmönvaihtimen lämmönsiirtotavan mukaan
