
järjestää järjestykseen

Korroosionestopinnoiteohjelma offshore-porauslauttoja varten (sinkki plus -järjestelmä).doc
Korroosionestopinnoitusjärjestelmä offshore-porauslauttoja varten (Zinc Plus -järjestelmä) Sinkki Plus sovellettuna offshore-porauslauttoihin Korroosionestopinnoitusjärjestelmä I. Yleiset alustojen korroosionestopinnoitteet offshore-porausalustat, joilla käytetään orgaanisia pinnoitteita korroosionestomenetelmät offshore-porausalustojen pinnoitteet.
Teräsrakenne leikkaus naula (pultti) rakentaminen pistettä standardimalli
N:o QC/RE-KA3250Kollektiivisesti, jotta kaikki käyttäytymissäännöt ja -määräykset voidaan noudattaa

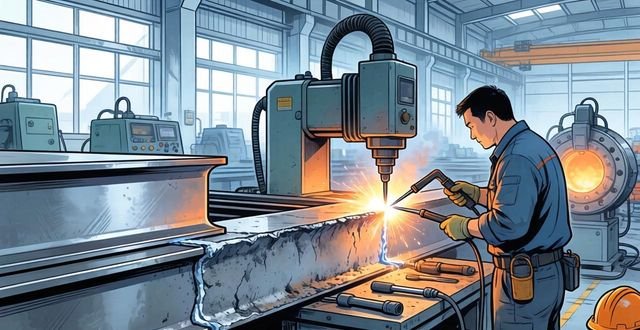
Miksi lentokoneiden valmistuksessa käytetään enemmän niittausta kuin hitsausta?
01 Hitsaustekniikka Yleiskatsaus Hitsaus on nykyaikaisessa valmistuksessa erittäin arvostettu prosessi, joka loistaa korkean tehokkuutensa ja hyvän tiivistyksensä ansiosta ilmailu- ja avaruusalalla, laivoissa, autoteollisuudessa ja muilla aloilla. Hitsausprosessi, jolla on korkea hyötysuhde ja hyvät tiivistysominaisuudet.
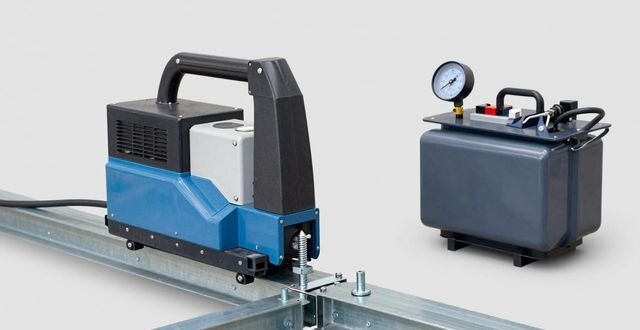
Menetelmä ja prosessi suurten hitsattujen rakenneosien jännityksenpoistoon
Tekniset ominaisuudet: 1. Menetelmä suuren hitsatun rakenneosan jännityksenpoistoon; suuri hitsattu rakenneosa (1) käsittää hitsatun ja kiinnitetyn ensimmäisen levyosan (11) ja toisen levyosan (12).

Stressinpoistohoito hitsauksen jälkeen
Hitsauksen jälkeinen jännityksenpoistokäsittely: 1, yleinen lämpökäsittely: jännityksenpoiston aste määräytyy pääasiassa materiaalin koostumuksen, organisaation, lämmityslämpötilan ja pitoajan mukaan. Matalahiiliteräs ja jotkut matalaseosteiset teräshitsauskomponentit 650 asteen lämpötilassa, eristys 20 ~ 40 tuntia, voivat periaatteessa poistaa kaikki jäännösjännitykset.

Hitsauksen jälkeinen stressinpoistohoito.docx
Hitsauksen jälkeinen jännityksenpoistokäsittely: 1, yleinen lämpökäsittely: jännityksenpoiston aste määräytyy pääasiassa materiaalin koostumuksen, organisaation, lämmityslämpötilan ja pitoajan mukaan. Matalahiiliteräs ja jotkin matalaseosteiset teräskomponentit hitsataan 650 asteessa, eristys 20 ~ 40 tuntia.
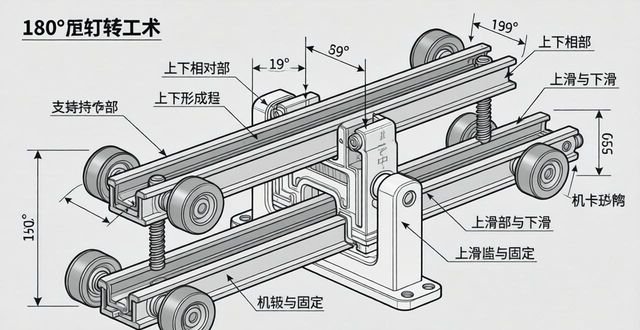
180° kääntölaite työkappaleille
Tekninen tiivistelmä: Tässä patentissa ehdotetaan automaattista kääntölaitetta, joka korjaa perinteisen, käsin tai ajoneuvon liikkeessä tapahtuvan levynkääntämisen aiheuttaman alhaisen tehokkuuden ja suuren turvallisuusriskin ongelman. Työkappaleen 180°-kääntäminen toteutetaan kiinnitysosan ja pitkittäispalkin pyörivällä rakenteella sekä rajoituslaitteen ja koveran pöydän suunnittelulla.

Koordinaatin asennus Qingpun alueella "Falconer Supply".
Koordinaattimittauskoneen (CMM) asentaminen Qingpun alueelle nykyhintaan "Hayashi Supply". CMM on tarkka ja tehokas tilallisen pituuden mittauslaite, jolla voidaan toteuttaa paljon mittaustöitä, joita perinteiset mittauslaitteet eivät pysty suorittamaan.

Toisen bondihitsauksen virran ja jännitteen yhteensovittaminen on vain kolmen tempun asia!
Tärkein syy siihen, miksi aloittelevat hitsaajat eivät pysty sovittamaan virtaa ja jännitettä yhteen, on se, että he eivät tunne niiden välistä suhdetta eivätkä tiedä, mikä niiden merkitys on. Virran tehtävänä on ohjata hitsaussyvyyttä (virta voidaan ymmärtää myös langansyöttönopeutena, mitä suurempi virta on vakiojännitteen vallitessa).

Kaivinkoneen käsivarren kauhan sauva taivutus muodonmuutos, BART korjaaja suora leikkaus ja hitsaus korjaus
Tämän kaivinkoneen puomi oli vääntynyt niin pahasti omistajan huonon käsittelyn vuoksi, että omistaja halusi myydä sen ja hankkia uuden, mutta mestari sanoi, että se voitaisiin vielä korjata ja saattaa uudenveroiseen kuntoon vain 2 000 ruplalla. Aluksi auton omistaja yritti vain katsoa, mitä hän voisi tehdä.
