
現実には、多くの企業が多くのコストを節約するために、自作の片刃ボーリング工具を大量に使用して加工を行っているが、この状況を分析し、片刃切削の欠点を指摘し、蓄積された経験の実際の加工に基づいて、多刃ボーリングディスクを作成するため、加工効率が改善され、製造コストを節約することができる。
マルチカッター切削荒ボーリング孔に使用される一種の工具があり、それはボーリングカッターディスクと呼ばれ、ボーリングカッターディスクは4〜8機械クランプボーリングカッターによって、カッターディスクのカッタースロットに対称的に取り付けられ、その後、カッターディスクにねじ込まれた六角ボルトを介して、それぞれ、鋸歯状の調整歯を持つ2つの長方形のプレートは、カッター本体とカッターディスクの底面に固定され、2つの上下の調整プレートがそれぞれ千鳥歯になると、加工径は1mmの差になります。このカッターディスクの構造は非常に簡単で、切削が非常に滑らかで、調整が非常に便利で、製造側に到達しやすく、コストが非常に低く、加工効率がシングルカッターより10倍以上高い。
1、シングルカッター切削ボーリングバーの欠陥
大型鍛造品の加工では、取り代が非常に大きく、100mmを超える場合もあり、総加工時間70%程度を荒加工に要することが多い。 特に内径の荒ボーリング加工の中ぐり盤では、80%~90%の全中ぐり加工時間を占める作業時間さえある。荒ボーリングのボーリングマシンの効率は非常に低いですが、これはボーリングがシングルカッター切削に属し、切刃の傾斜角度が大きいだけでなく、シャンクが薄く長いためであり、他の要因が振動のトリガの状態で重複しています。
ボーリングマシンに使用されるボーリングバーの多くは、図1に示すように、バーの中央に溝があり、切れ刃が中心からずれている。このタイプのバーには3つの欠点がある。第1に、工具が片側切削であるため、切削力が片側に集中し、振動の原因となる。第2に、工具の刃先傾斜角が比較的大きいが、切屑空間が比較的小さいため、切屑が形成される際に、押し出しや衝突によって穴の壁に衝突し、振動の原因となる。第3に、穴径が次第に大きくなるにつれて、刃先とバーの中心との距離が次第に遠くなり、ツールバーが細く長く、剛性が十分でないため、振動の原因となる。第三に、内径が大きくなるにつれて、工具先端とボーリングバーの中心との距離が遠くなり、バーが細く長く、剛性が十分でないため振動が発生する。この場合、切削速度を下げ、送りの深さを下げ、工具の移動量を減らすしかない。
(a) 片側切削による振動と偏差。 (b) 工具の前進による振動と偏差。
図1 中心線から外れた刃先
モータ出力が同じ場合、同じ条件のボーリングバーの直径と長さでは、同じワークの穴の条件の処理では、ボーリングマシンの荒ボーリング切削速度だけでなく、旋盤の半分以下であり、その送りの深さだけでなく、工具の量は、旋盤よりも大幅に小さくなります。従って、切削加工を行う中ぐり盤は振動を発生させず、中ぐり工具の加工能率を向上させる必要があります。
2、ボーリングディスクの特徴
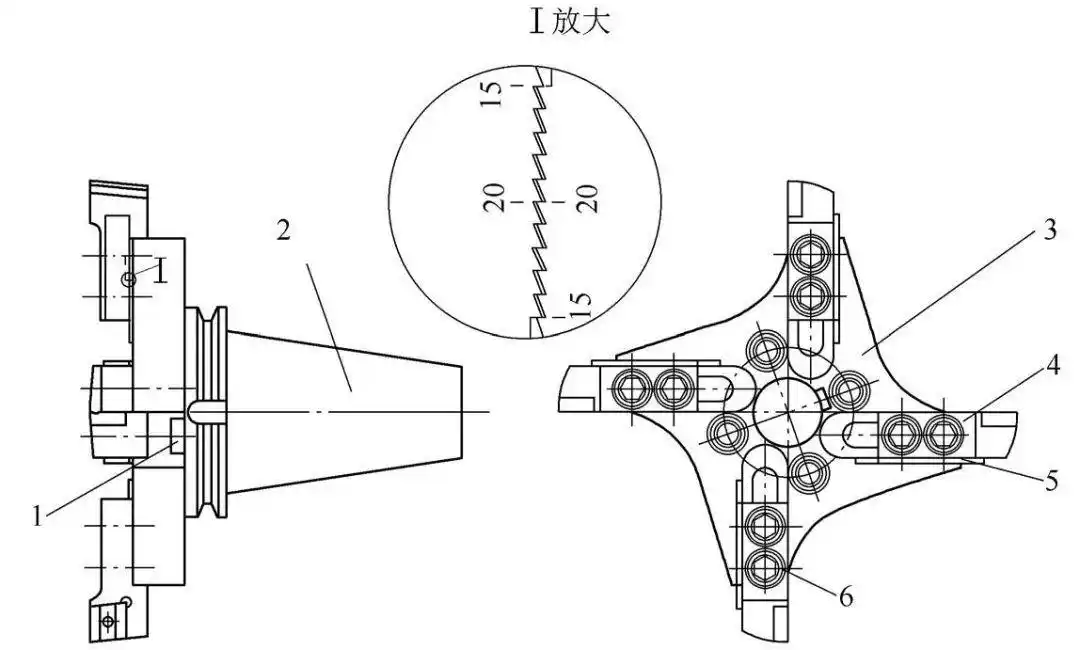
荒い穴あけ用のフライスディスクに複数のカッターを使用することにヒントを得て、フライスディスクは、わずかな改良を加えるだけで、効率的な切削が可能なボーリングディスクとして使用できる(図2参照)。ボーリング・ディスクは、カッター・プレート、右回りのマシン・クランプ式ボーリング・カッター、鋸歯状の調整プレート、テーパー・シャンク、六角穴付きボルト、四角ナットで構成されています。
![图片[1]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_2.webp)
図2 ボーリング・ディスク
1-スクエアナット 2-テーパーシャンク 3-ツールホルダー 4-右オフセットクランプボーリングツール
5 - 鋸歯状調整プレート 6 - 六角穴付きボルト
55mm×20mm×6mmの開放された腰型溝が4本あり、これらの腰型溝はディスクの左端に均一に分布し(図3参照)、ディスクの中心線に腰型溝の状態の分布を示し、腰型溝には38mm×11mmの腰型貫通穴と別の加工状況が加工されることになり、ディスクの反対側もディスクの裏面であり、53mm×18mm×6mmの開放された腰型溝が4本加工されることになり、この溝と別の腰型貫通穴は開放された腰型溝の左端の中心線と同一平面上にある。カッタプレートの他方の面、すなわちカッタプレートの背面には、53mm×18mm×6mmの4本のオープンウエスト形状の溝が加工され、この溝ともう1本のウエスト形状の貫通穴の中心線と左端面のウエスト形状の溝の中心線は同一平面上にあり、ウエスト形状の溝の上部には切屑除去用の切り欠きが加工され、カッタプレートの右端はテーパシャンクに接続されている。
図 3 カッティング・ディスク
図4に示すタイプの、カッター本体の全長が60ミリの右オフセット・マシン・クランプ・ボーリング・カッターは、40ミリ×20ミリ×20ミリの長方形のシャンクを持ち、カッター・シャンクの前後中央には、18ミリ間隔で直径10ポイント5ミリの貫通穴が2つ加工され、貫通穴の前面には、直径17ミリ、深さ10ミリのカウンターシンクが2つ加工されている。M10のソケット・ヘッド・キャップ・スクリューが2本あり、カッター・ボディの貫通孔を通り、カッター・ディスクのウェスト貫通孔を通り、カッター・ディスク背面のウェスト開放溝にあるM10の長方形ナットと結合して、ボーリング・カッターをカッター・ディスク左端のウェスト開放溝に深さ6ミリで締め付けます。カッターと溝の間には、わずかなクリアランスがあります。一旦はめ込まれると、穴の切れ刃は0°の傾きを持ち、ボーリング・カッターのすべての切れ刃は軸方向に同一平面上にあり、関連する加工半径は同じサイズになります。
![图片[2]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_5.webp)
図4 右オフセットクランプ式ボーリング工具
鋸歯状調整板は、図5を参照してください、それは、2つの長方形のプレートで構成され、一方は50ミリメートル×10ミリメートル×3ミリメートルであり、他方は50ミリメートル×2ミリメートル×3ミリメートルであり、これらの2つは鋸歯状の調整歯を持って、その歯は直角三角形であり、0.5ミリメートル×0.2ミリメートルの大きさである。このような鋸歯状プレートの4組は、寸法が同一であることを保証するように、ワイヤーカットによって同時に加工されます。調整プレートは、カッターボディの底と、カッターディスクの左側、腰の開いた溝の横に固定されており、各プレートのセットを0パーセンテージマークに合わせたときに、4つの先端が同じ半径に加工されるようになっています。調整とは、上下のプレートが1歯ずれるごとに加工径に1mmの差が生じることを意味し、直径40mmまで調整可能。
図5 鋸歯状調整プレート
大径穴加工用ボーリングディスクは、図6に示す形状に加工することができ、このディスクは8本ボーリング工具の取り付けに加えて、ディスク外形寸法が大きく、その両端面開口腰型溝、腰型貫通穴、ボーリング工具サイズ、および4本工具ヘッドボーリングディスクと同じであり、大径穴加工用ボーリングディスクは、加工効率が4本工具ヘッドボーリングツールの2倍である。
小さい直径の穴を加工するためのボーリングカッタープレートは、図7に示されており、均一に加工された4つのオープンウエスト状の溝の形でカッタープレートの左端面、溝のサイズは25ミリメートル×16ミリメートル×6ミリメートルであり、8ミリメートルのカッタープレートの中心線から中心線のウエスト状の溝は、10ミリメートル×11ミリメートルウエスト状の貫通穴のうち加工されるウエスト状の穴内にこれらのウエスト状の溝で、カッタープレートの背面にカッタープレートの背面にも4つの23ミリメートル×15ミリメートル×6ミリメートルオープンウエスト状の溝を加工され、背面とテーパーシャンクがカッターバーに接続されているシャンク。×カッタプレート背面にも23mm×15mm×6mmのオープンウエスト形状の溝を4本加工し、背面とテーパシャンクをカッタバーに連結。インサートはショートシャンクの右オフセットクランプ式ボーリングカッター(図8参照)を使用し、カッター本体の全長は33mm、シャンクは18mm×16mm×20mmの長方形で、カッターシャンクの前後中央にはφ10.5mmの貫通穴が加工され、貫通穴の前面にはφ17mm×10mmの皿穴が加工され、ボーリングカッターはM10のソケットヘッドキャップスクリューを用いて確実に取り付けられている。M10六角ボルトでボーリング工具をカッターディスク左端の腰型溝にしっかりとねじ込みます。取り付けたすべてのボーリングカッターの刃先は、同じ加工半径サイズで同じ軸平面上にあり、ボーリング刃先の傾きは0°である。
![图片[3]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_7.webp)
![图片[4]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_8.png)
図 6 大径穴加工用ボーリングディスク
![图片[5]-切削镗杆加工工序-大连富泓机械有限公司](/wp-content/uploads/2026/02/1771672506897_9.webp)
図 7 小径穴加工用ボーリングディスク
図8 ショートシャンクの右オフセット・クランピング・ボーリング工具
調整プレートは鋸歯状で、25mm×10mm×3mmの寸法と25mm×2mm×3mmの寸法の2枚の長方形のプレートで、どちらの長方形のプレートにも調整直径20mmの鋸歯状の調整歯がある。
3.加工効果
4から8ボーリング工具ボーリングディスクをボアに使用し、すべての切刃の処理は一緒にカット、カッターヘッドは対称的に分布し、半径方向の切削力は全く同じであり、逆の方向は、上下、左右が互いにオフセットされます。通常のボーリング工具は刃先の傾斜が大きく、切削力が片側に集中し、ボーリングバーの剛性不足と切屑排出不良を克服し、振動をなくし、切削速度を1~2倍向上させることができ、工具量を50%増加させることができ、加工効率を10倍以上向上させることができる。切削速度は1~2倍、切削量は50%増加でき、加工能率は10倍以上向上できる。鋸歯状の調整プレートによる加工半径の調整は、より速く、より簡単で、より正確です。
同じ仕様のボーリングディスクを2枚使用する構成も可能で、1枚のディスクをボーリング加工に使用する場合、もう1枚のディスクを次のカットの径に位置調整し、前のカットの加工が終わるまで、すぐに調整済みのディスクと交換して加工を続けることができます。このようにして、非加工時間を最小限に抑え、加工効率を向上させることができます。
ボア荒加工時のボーリングディスクの加工能率は、輸入ダブルツールボーリングツールの2~4倍でありながら、製造コストはダブルツールボーリングツールの約2分の1であり、コストパフォーマンスはダブルツールボーリングツールをはるかに上回る。
非常に単純な構造、良好な剛性、高強度、滑らかな切削、便利な調整、製造が困難ではない、ボーリングディスクの低コスト特性では、ボーリングマシンで使用することができますが、また正方形のシャンクにテーパシャンクで旋盤で使用することができますだけでなく、使用のための門型フライス盤。













コメントなし