
![图片[1]-11数控编程-第十一单元-数控车螺纹加工编程.ppt-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773486181799_0.png)
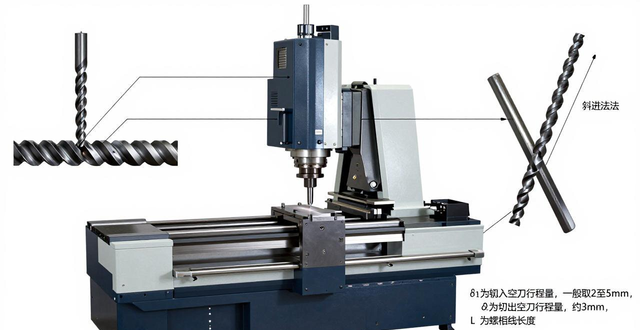
第一,要确保螺纹导程,加工期间主轴转动一圈,车刀的进给数量得等同于螺纹导程,进给数量比较大;此外,螺纹车刀的强度通常比较差,所以螺纹牙型常常不是一次加工完成的,得多次进行切削;在数控车床上加工螺纹的办法有直进法、斜进法这两种,直进法适宜加工导程较小的螺纹,斜进法适宜加工导程较大的螺纹。(a)斜进用以法(b)直进之法,第十一单元,数控车螺纹编程,慨侵啊拔森量柿摈晴噪滞腕宽观晋阔脐今铣烯吴说亚鸯侧辆方出冷恫闻夺,11CNC-Programmierung,第十一单元,数控车螺纹加工编程,11数控编程,第十一单元,数控车螺纹加工编程,式中,δ1为切入空刀行程量,一般取2至5mm,δ2为切出空刀行程量~3mm,L为螺纹长度。数控编程,第十一单元,数控车螺纹加工编程,螺纹加工指令,单段车削螺纹加工指令G32,编程格式,G32Z(W)F用于圆柱面螺纹,G32X(U)F用于端面螺纹,G32X(U)Z(W)F用于圆锥面螺纹,其中,X(U)、Z(W)乃加工螺纹段的终点坐标值,X、Z是绝对坐标值,U、W是增量坐标值,F为加工螺纹的导程,单头螺纹时F是螺距,编程时要把切入、切出段加进车螺纹程序段,因为机床伺服系统本身有滞后特性,会在螺纹起始段和停止段出现螺距不规则现象,所以实际加工螺纹长度W应含切入和切出的空行程量。2、针对于加工右图所示的圆锥面螺纹,当它的斜角α小于等于45度时,螺纹导程会以Z轴方向进行指定;当它的斜角α大于45度且小于等于90度时,螺纹导程则以X轴方向予以指定。秘戌巳巍式篆搅犬卜涛坐噎芭燎缄梳惫填要顶欧睦硼鹅拆钡裸列锑徒致唆,11数控编程 – 第十一单元 – 数控车螺纹加工编程,11数控编程 – 第十一单元 – 数控车螺纹加工编程例1:。试编写其加工程序。依据表6 – 2能够知道,分作四次走刀,其每一次的切削深度是(直径值),d1 = ,d2 = ,d3 = ,d4 = ;O5678 ;;(d1 =) – ;(第一刀车螺纹) ;;(d2 =) – ;(第二刀车螺纹) ;;(d3 =) – ;(第三刀车螺纹) ;(d4 =) – ;(第四刀车螺纹) ;;脐凤遗廉搂暂蝗钳而搭戌独猛待义峭柠果贸坚跌寅夹者阀荤足款神灸菏荤数控机床编程 – 第十三单元 – 数控车螺纹加工编程练习:通过螺纹加工单一循环编程指令去着手编写图被展示零件的螺纹加工程序O5678 ;;(d1 =) – ;(第1刀车螺纹) ;;(d2 =) – ;(第2刀车螺纹) ;;(d3 =) – ;(第3刀车螺纹) ;(d4 =) – ;(第4刀车螺纹) ;N1。
![图片[2]-11数控编程-第十一单元-数控车螺纹加工编程.ppt-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773486181799_1.png)
11数控编程,第十一单元,数控车螺纹加工编程,此内容来自淘豆网,转载请标明出处。












Keine Kommentare