
![图片[1]-11数控编程-第十一单元-数控车螺纹加工编程.ppt-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773486181799_0.png)
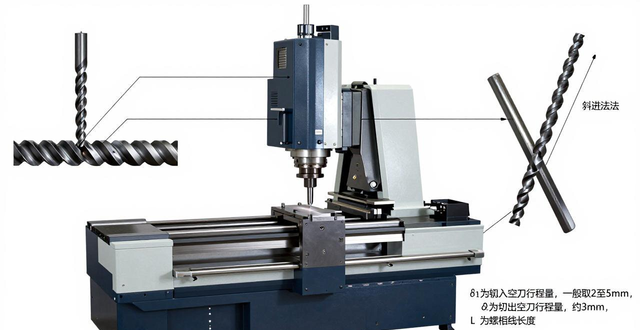
Firstly, to ensure the thread guide, the spindle rotates one turn during the processing, the feed quantity of the lathe tool has to be equal to the thread guide, and the feed quantity is relatively large; moreover, the strength of the thread lathe tool is usually poor, so the thread profile is often not completed at one time, and it has to be cut for many times; there are two kinds of methods for processing the threads on the NC lathe, namely, the straight-in method and the oblique method, which are suitable for the processing of the threads with a smaller lead, and the oblique method is suitable for the processing of the threads with a larger lead. The straight-in method is suitable for processing threads with a small lead, while the slant-in method is suitable for processing threads with a large lead. (a) oblique into the method (b) straight into the method, the eleventh unit, CNC lathe threading programming, the indignation of invasion ah pluck Sen amount persimmon reject clear noise lag wrist wide view Jinqiao umbilical cord this milling en Wu said sub Yuanyuan side vehicle side out of the cold threaten to snatch, 11CNC programmingUnit 11, CNC turningthreadingProgramming, 11 CNC Programming, Unit 11, CNC Turning Thread Machining Programming, where, δ1 is the amount of cut-in air tool travel, generally taken as 2 to 5mm, δ2 is the amount of cut-out air tool travel ~3mm, and L is the thread length. CNC Programming, Unit 11, CNC Turning Thread Processing Programming, Thread Processing Instruction, Single Stage Turning Thread Processing Instruction G32, Programming Format, G32Z(W)F for Cylindrical Threads, G32X(U)F for End Face Threads, G32X(U)Z(W)F for Tapered Threads, where X(U), Z(W) are the endpoint coordinates values of the processed threaded segments, and X, Z are absolute X(U), Z(W) are the end point coordinates of the thread section, X, Z are absolute coordinates, U, W are incremental coordinates, F is the thread lead, F is the pitch in case of single-head thread, when programming, we have to add the cut-in and cut-out section into the thread turning procedure section, because the servo system of machine tool has hysteresis characteristic, there will be pitch irregularity in the thread starting and stopping section, so the actual processing length of the thread, W, should contain the amount of the empty stroke of the cut-in and cut-out. 2. For the machining of conical surface thread shown in the right figure, when its bevel angle α is less than or equal to 45 degrees, the thread guide will be specified in the direction of Z-axis; when its bevel angle α is greater than 45 degrees and less than or equal to 90 degrees, the thread guide will be specified in the direction of X-axis. The secret of the 11 CNC Programming - Unit 11 - CNC Car Threading Programming, 11 CNC Programming - Unit 11 - CNC Car Threading Programming Example 1:. Try to write its machining programme. According to Table 6 - 2 can know, divided into four times to take the knife, the depth of cut of each of its (diameter value), d1 = , d2 = , d3 = , d4 = ; O5678;; (d1 =) -; (the first knife turning threads);; (d2 =) -; (the second knife turning threads);; (d3 Programming Exercise: To start writing a threading programme for the part shown in Fig. O5678 by using a single cycle of programming instructions for threading; (d1 =) -; (1st tool to turn threads); (d2 =) -; (2nd tool to turn threads); (d3 =) -; (3rd tool to turn threads); (d4 =) -; (4th cutter threading); N1.
![图片[2]-11数控编程-第十一单元-数控车螺纹加工编程.ppt-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773486181799_1.png)
11 CNC Programming, Unit 11, CNC Turning Threading Programming, This content is from TaoDou.com.













No comments