
![图片[1]-11数控编程-第十一单元-数控车螺纹加工编程.ppt-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773486181799_0.png)
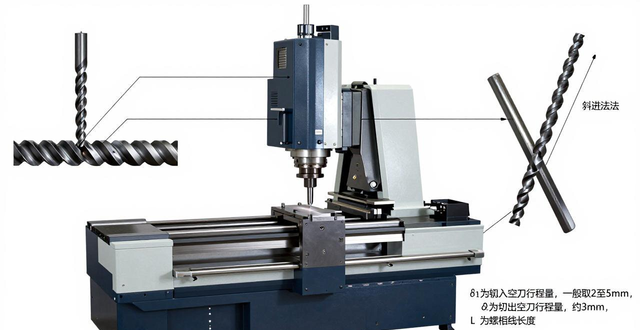
まず、ねじガイドを確保するために、加工中に主軸が1回転するため、旋盤工具の送り量はねじガイドと等しくなければならず、送り量は比較的大きい。さらに、通常、ねじ旋盤工具の強度が低いため、ねじ山形状が1回で完成しないことが多く、何回も切削しなければならない。NC旋盤でねじを加工する方法には、直入れ方式と斜め方式の2種類があり、直入れ方式はリードが小さいねじの加工に適しており、斜め方式はリードが大きいねじの加工に適している。ストレートイン法はリードの小さいねじの加工に適しており、斜めイン法はリードの大きいねじの加工に適している。(a)メソッドに斜め(b)メソッドにストレート、11号機、CNC旋盤ねじ切りプログラミング、侵略の憤りああ摘みセン量柿拒否クリアノイズラグ手首ワイドビューJinqiao臍帯このフライスエン呉はスナッチ、11に冷たい脅威のうち、サブYuanyuan側車両側と述べた。CNCプログラミング11号機 CNC旋盤スレッディングプログラミング、11 CNCプログラミング、ユニット11、CNC旋盤ねじ加工プログラミング、ここで、δ1は切り込みエアツール移動量、一般に2~5mmとされる、δ2は切り出しエアツール移動量~3mm、Lはねじ長さである。CNCプログラミング、ユニット11、CNC旋盤ねじ加工プログラミング、ねじ加工命令、単段旋盤ねじ加工命令G32、プログラミングフォーマット、円筒ねじ用G32Z(W)F、端面ねじ用G32X(U)F、テーパねじ用G32X(U)Z(W)F、ここで、X(U)、Z(W)は加工されたねじセグメントの端点座標値であり、X、Zは絶対値である。X(U),Z(W)はねじ部の終点座標値で、X,Zは絶対座標、U,Wは増分座標、Fはねじのリード、Fは単頭ねじの場合のピッチである。プログラミングの際、ねじ回し手順部に切り込み部と切り出し部を追加しなければならないが、工作機械のサーボシステムはヒステリシス特性を持っているため、ねじの始動部と停止部でピッチの不規則性が発生するため、ねじの実際の加工長さWは切り込み部と切り出し部の空ストローク量を含む必要がある。右図に示す円錐面ねじの加工では、その斜角αが45度以下の場合、ねじガイドはZ軸方向に指定し、斜角αが45度を超え90度以下の場合、ねじガイドはX軸方向に指定する。11CNCプログラミング - ユニット11 - CNCカーねじ切りプログラミング, 11CNCプログラミング - ユニット11 - CNCカーねじ切りプログラミング 例1:.その加工プログラムを書いてみる。表6によると - 2は、ナイフを取るために4回に分け、その(直径値)、d1 = 、d2 = 、d3 = 、d4 =のそれぞれの切削深さを知ることができる ; O5678;; (d1 =) -; (最初のナイフは、スレッドを回す); (d2 =) -; (2番目のナイフは、スレッドを回す); (d3プログラミングの練習:図 O5678 に示す部品のねじ切りプログラムを書き始めるには、1 サイクルのねじ切りプログラミング命令を使用する; (d1 =) -; (1 番目の工具でねじを切る); (d2 =) -; (2 番目の工具でねじを切る); (d3 =) -; (3 番目の工具でねじを切る);(d4 =) -; (4番カッターのねじ切り); N1.
![图片[2]-11数控编程-第十一单元-数控车螺纹加工编程.ppt-大连富泓机械有限公司](/wp-content/uploads/2026/03/1773486181799_1.png)
11 CNCプログラミング、ユニット11、CNC旋盤ねじ切りプログラミング、このコンテンツはTaoDou.comからです。













コメントなし