
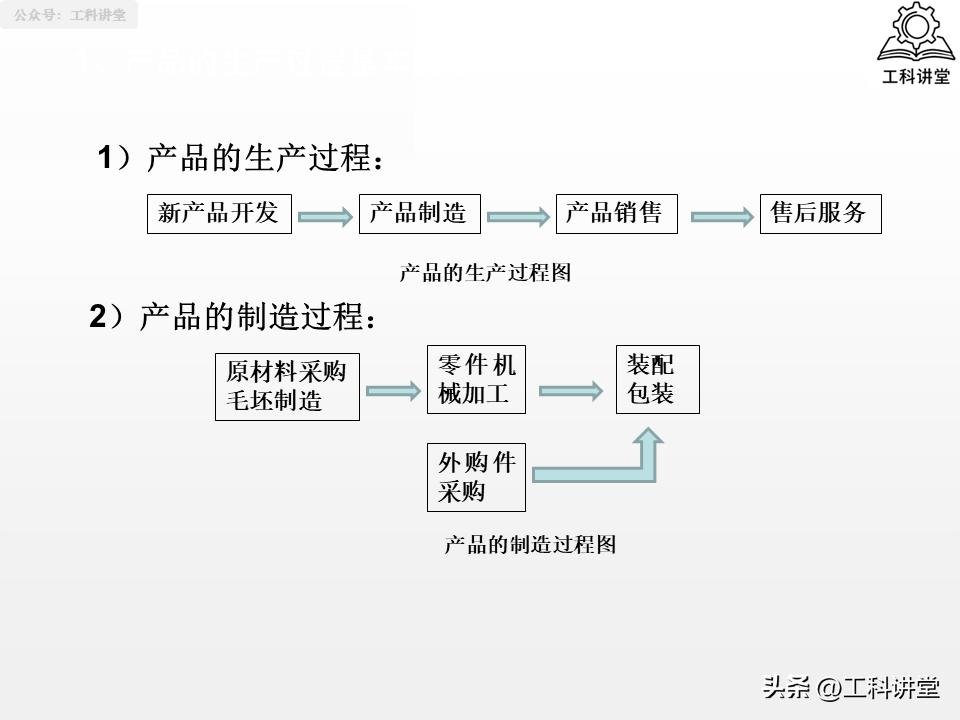
在机械加工这个领域当中,轴类零件属于各类机械设备里的核心基础零件,它主要承担着支承传动零件的任务,还肩负传递运动跟头扭矩的作用,轴类零件的加工质量直接就决定了设备的运行精度以及使用寿命。从光滑轴变成异形轴,历经粗车再到精磨,轴类零件的加工牵扯到多道工序,还有多项工艺要点,要是想把轴类零件加工这件事做好,必须抓住核心要点进行系统学习。
维度一:吃透轴类零件核心认知
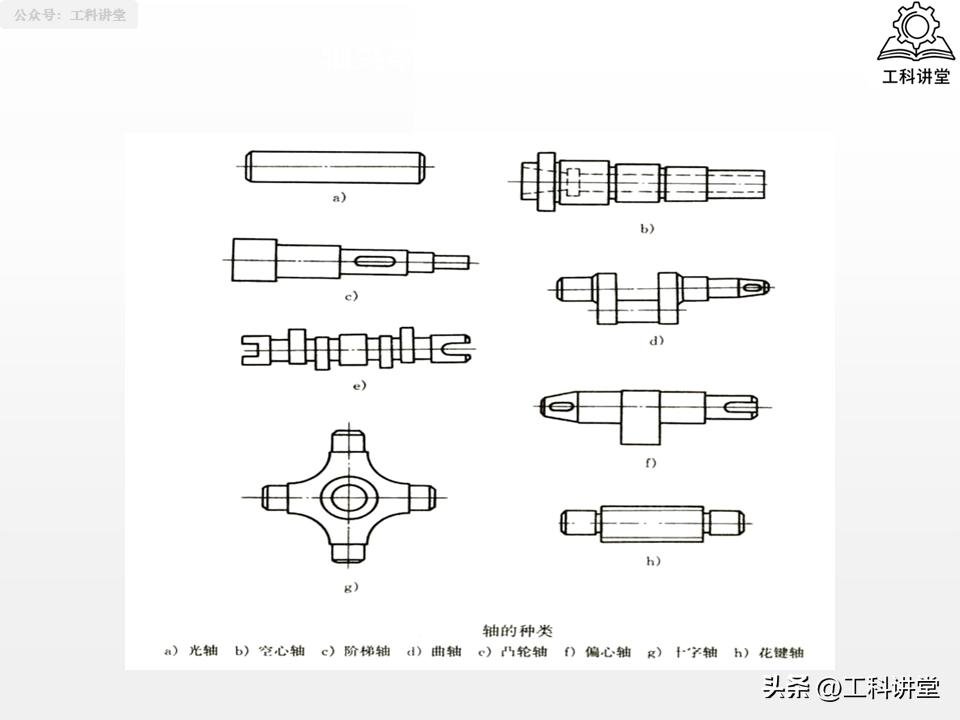
加工轴类零件,要先对零件本身有所了解,其核心特征是长度大于直径,其加工表面包含内外圆柱面、圆锥面、螺纹、键槽等,依结构能分为光滑轴、阶梯轴、空心轴、异形轴,按刚度又可分成刚性轴和细长轴。在技术要求方面,直径尺寸精度一般为 IT5~IT9,轴颈圆度、圆柱度要控制在直径公差范围之内,支承轴颈与配合轴颈的同轴度尤为关键,表面粗糙度依据使用场景要求为 Ra0.16~2.5μm。要说在材料选择这方面,45号钢属于基础款,对于中等精度的高速轴而言,可以选择40Cr,而高精度轴呢,则能够使用GCr15轴承钢;毛坯大多采用圆棒料以及锻件,只有大型复杂轴情况下才会选用铸件,选料以及选毛坯的核心原则是要匹配零件的精度要求还有使用工况。
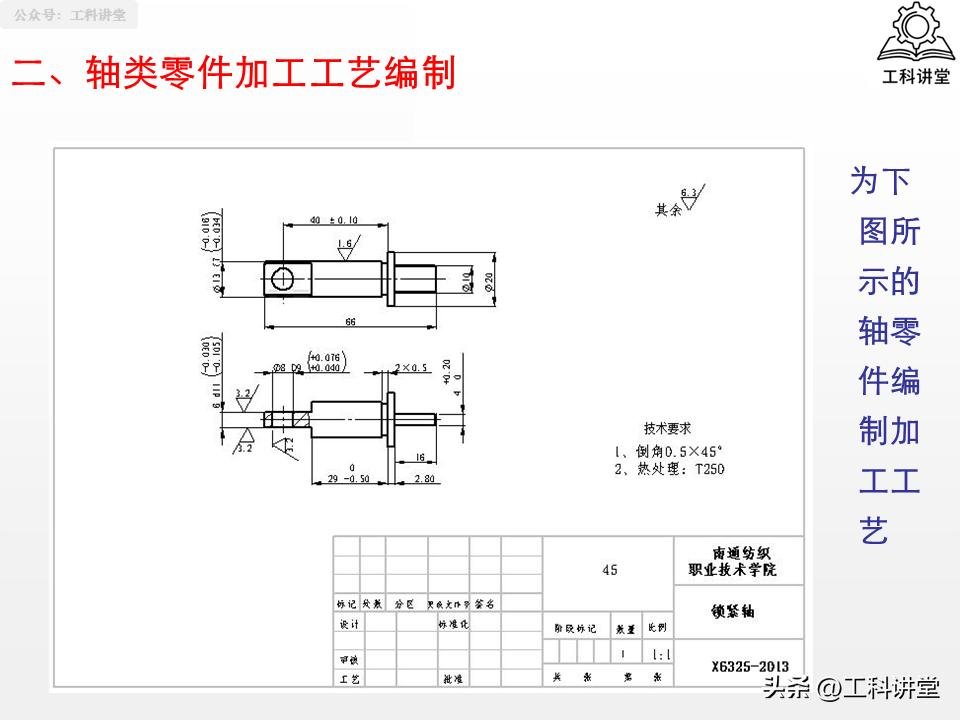
维度二:轴类零件加工工艺编制方法
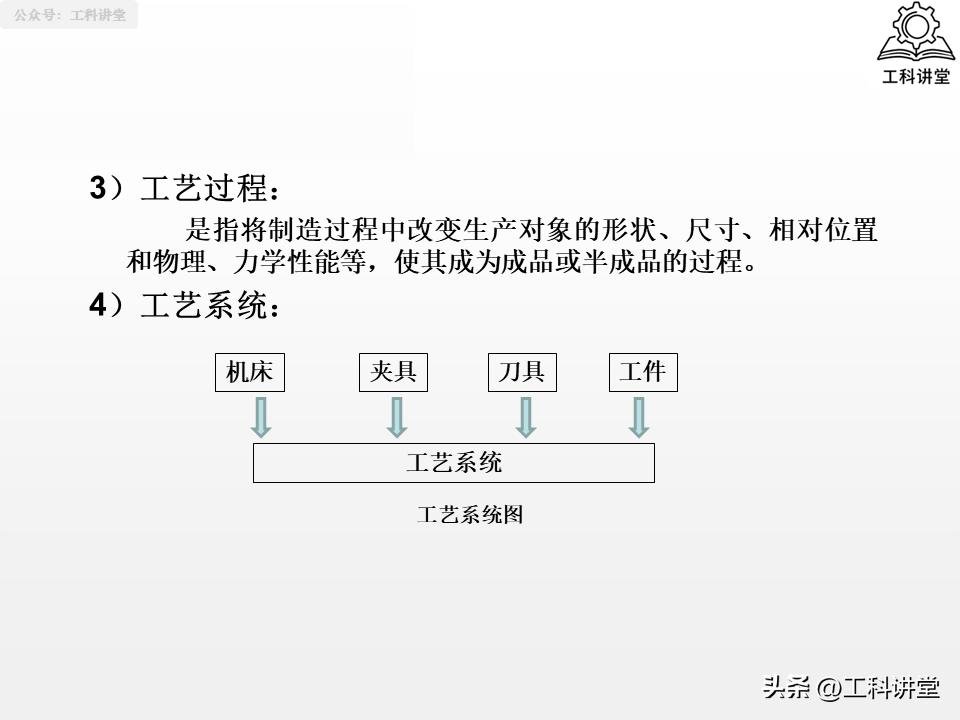
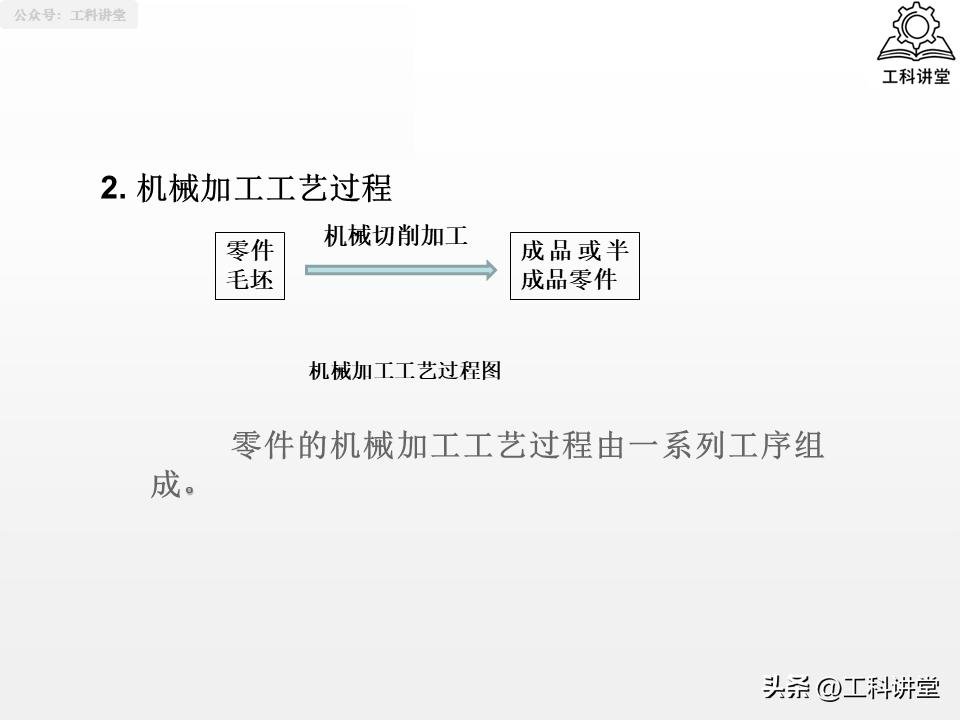
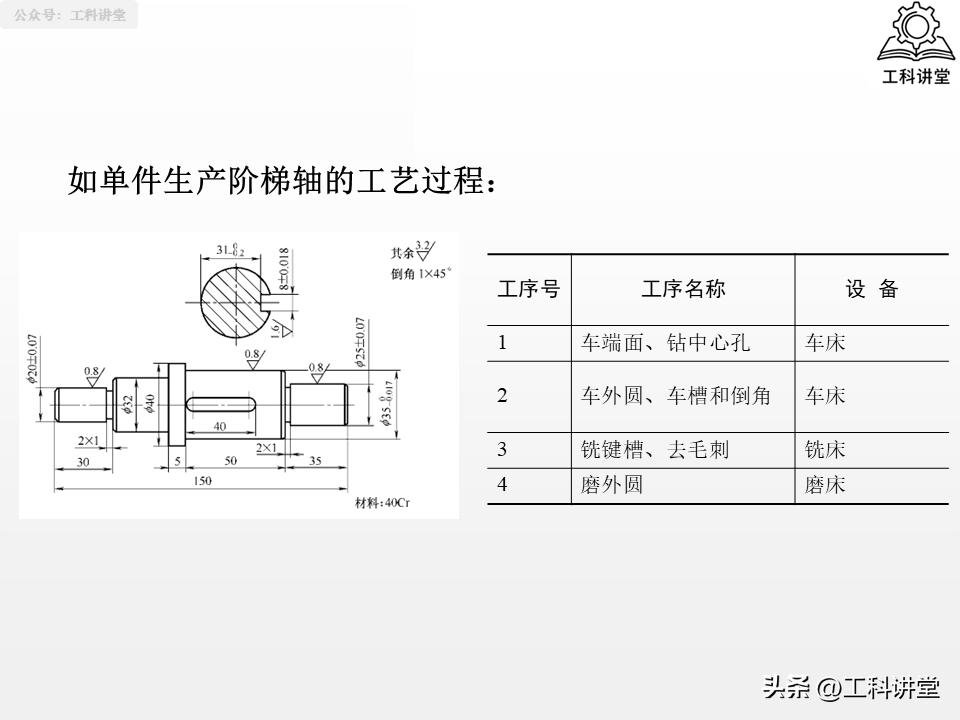
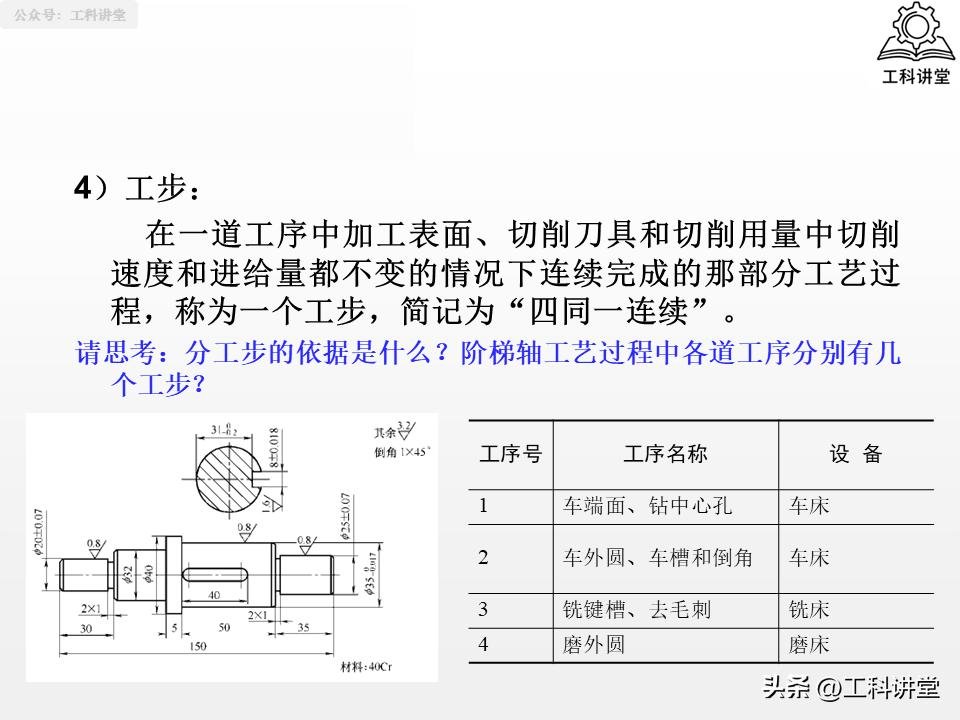
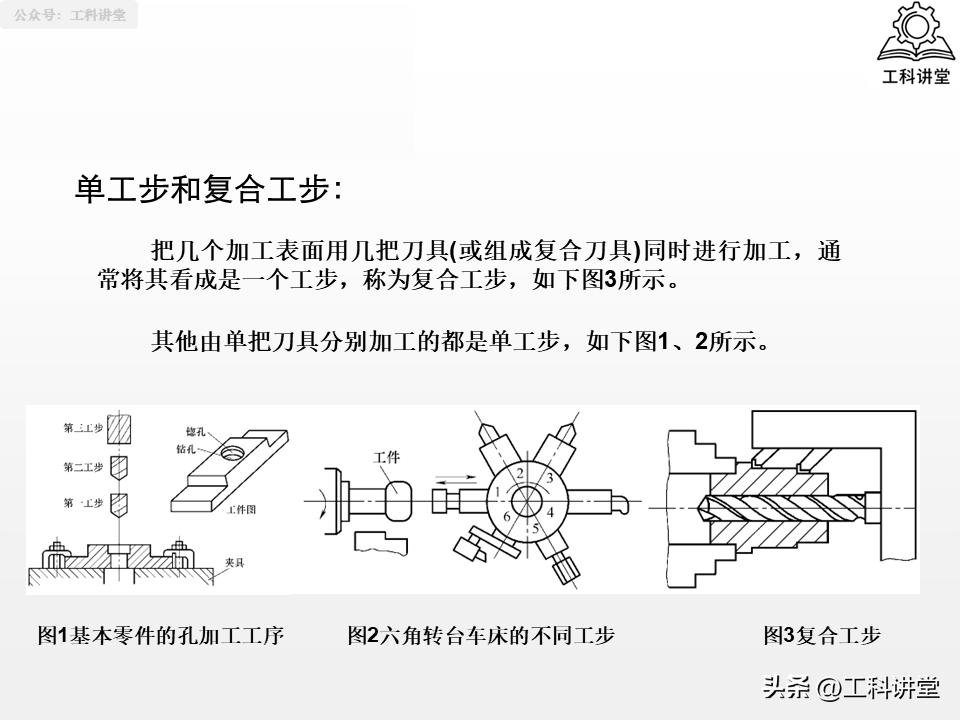
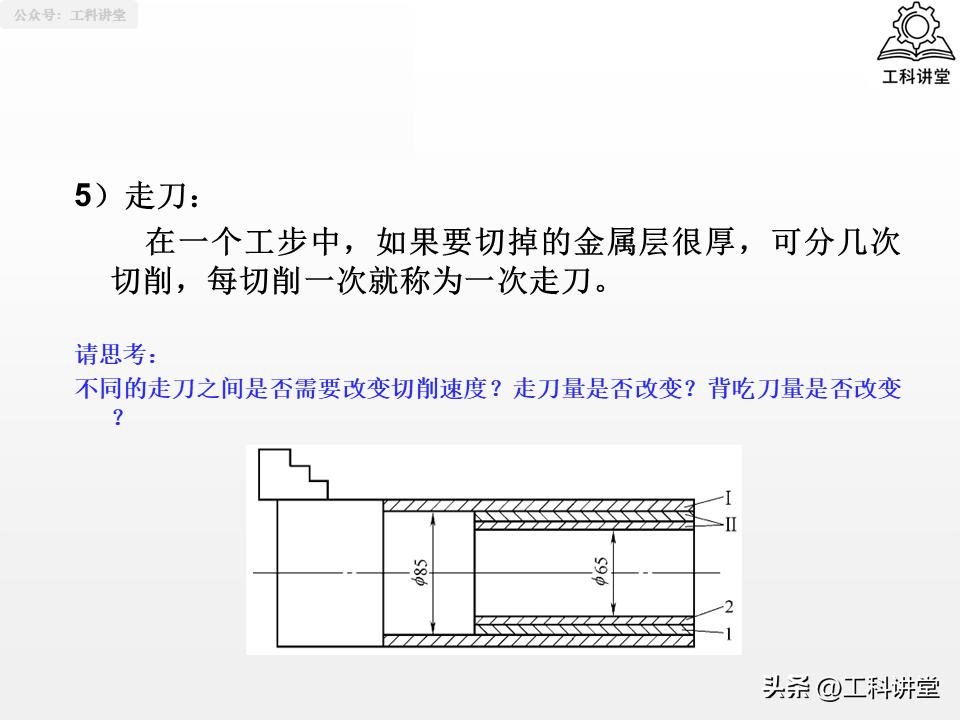
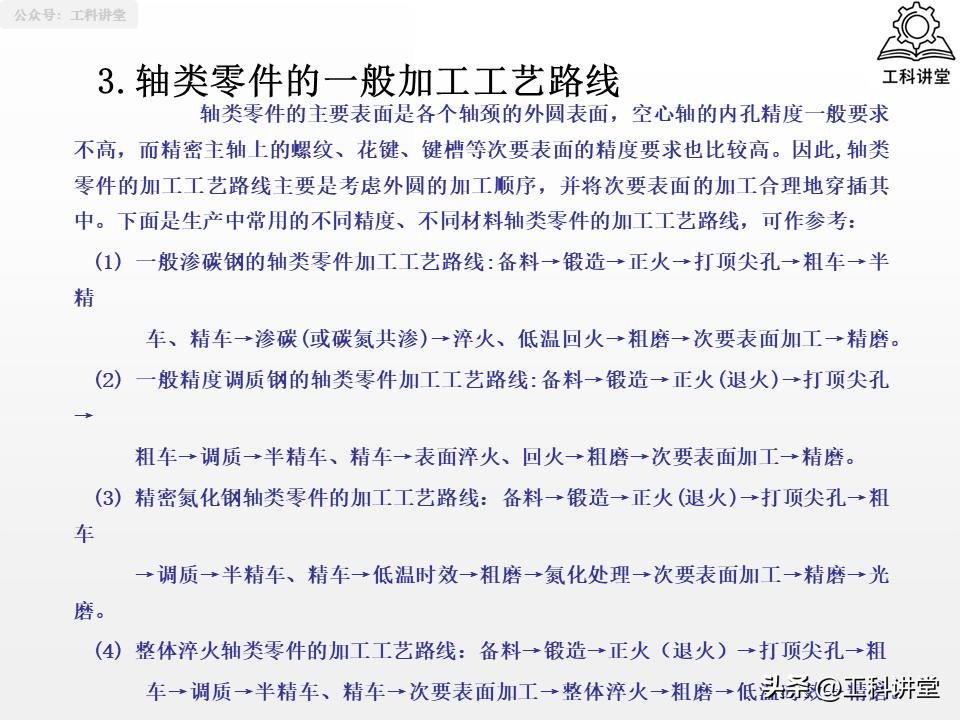
轴类加工的总纲领是工艺编制,首先得明确工艺过程的基本单元,具体而言,工序作为核心,它由安装、工位、工步、走刀共同构成,编制工艺时要依据生产批量来划分单元,对于单件生产,可适度合并工序,而大批量生产的话,则需细化工步以提高效率。那轴类零件的通用工艺路线,是以围绕外圆加工当作主线的,其间穿插着次要表面的加工,不同材料以及精度的轴的路线是各有不同的,比如说调质钢轴的路线是备料,然后锻造,接着正火,再打顶尖孔,再来粗车,之后调质,然后半精车,再进行表面淬火,接着粗磨,最后精磨,这儿的核心原则是粗加工和精加工分开的,粗加工是用来去除余量的,精加工是要保证精度的,而淬火等热处理工序得穿插在粗车和半精车之间,要避免因为热处理变形从而影响最终的精度。
维度三:普通机床主轴加工工艺解析
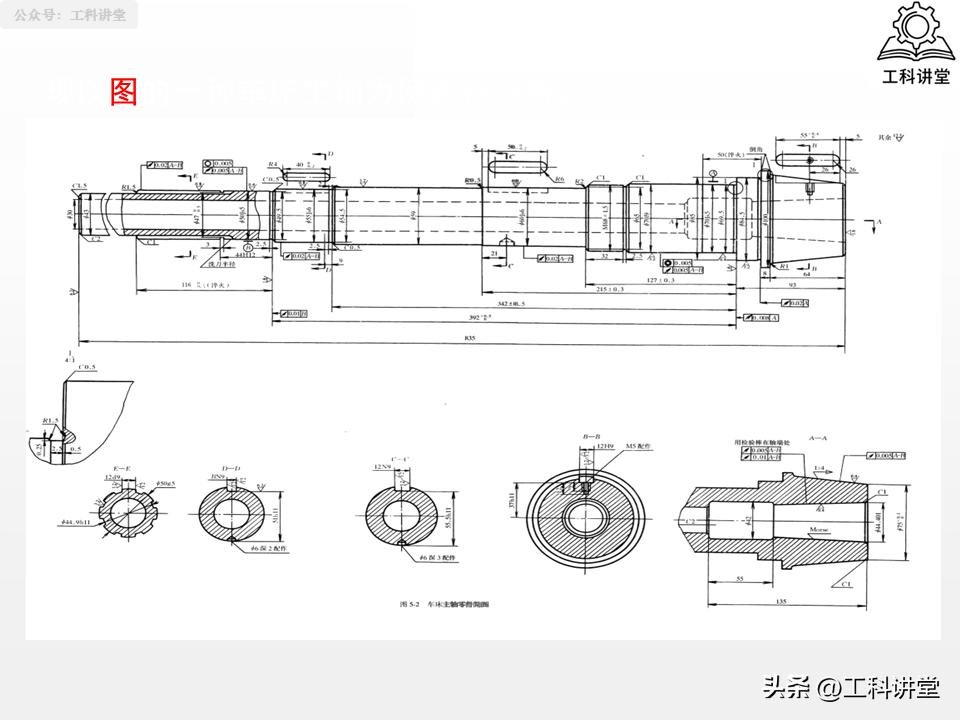
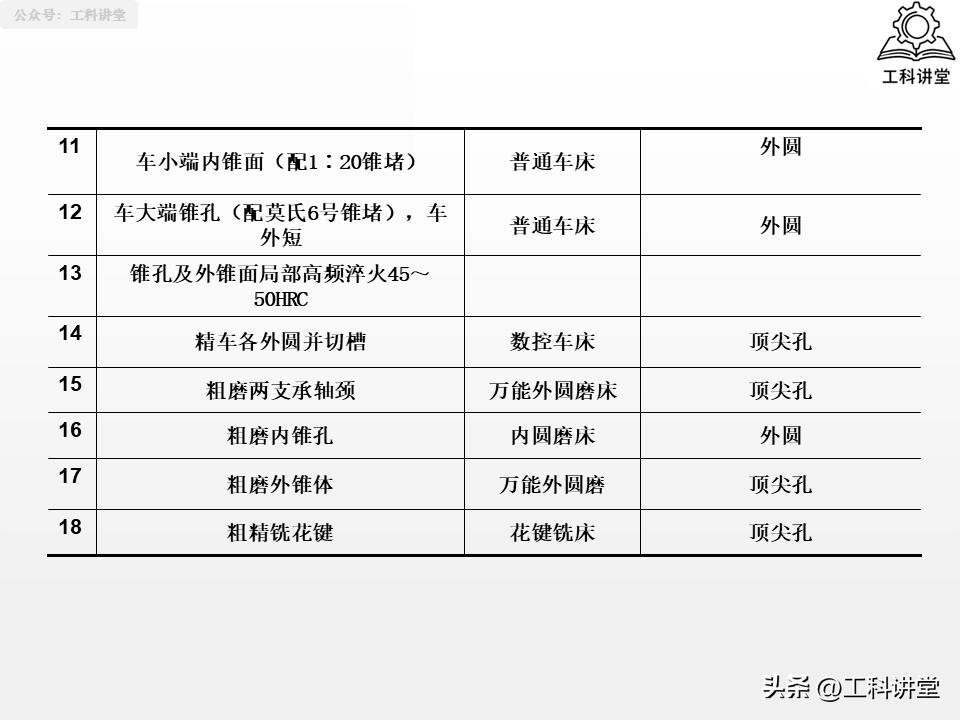
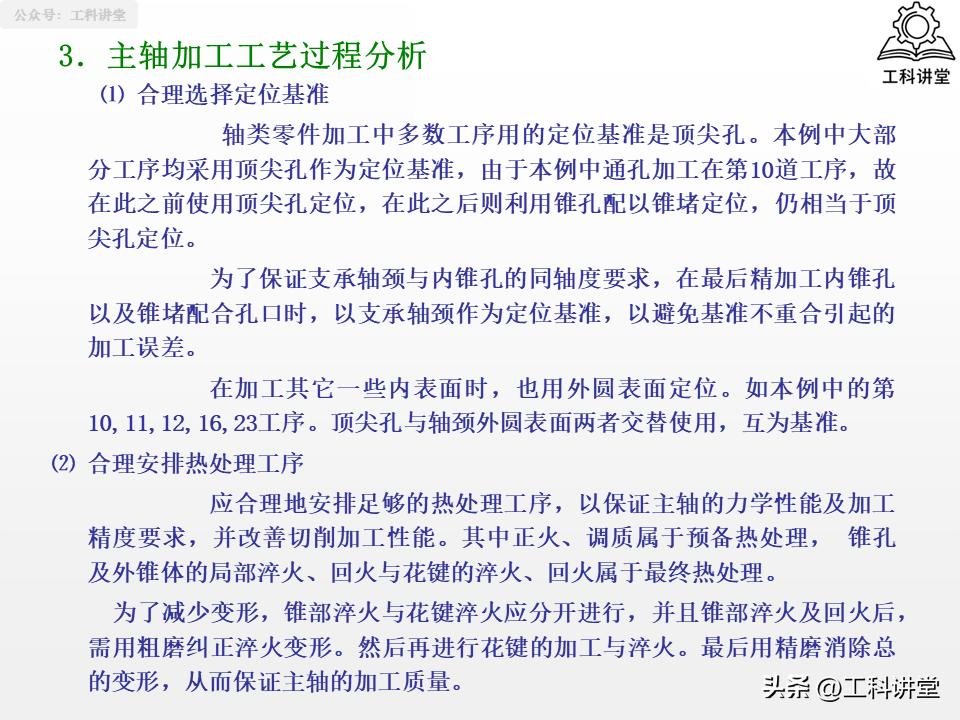
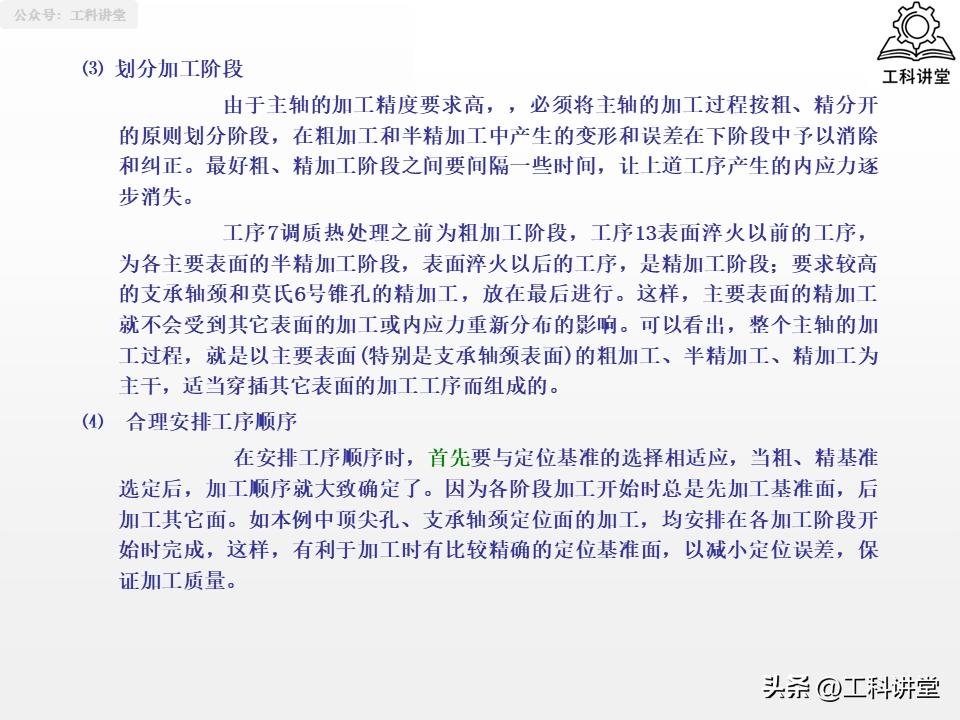
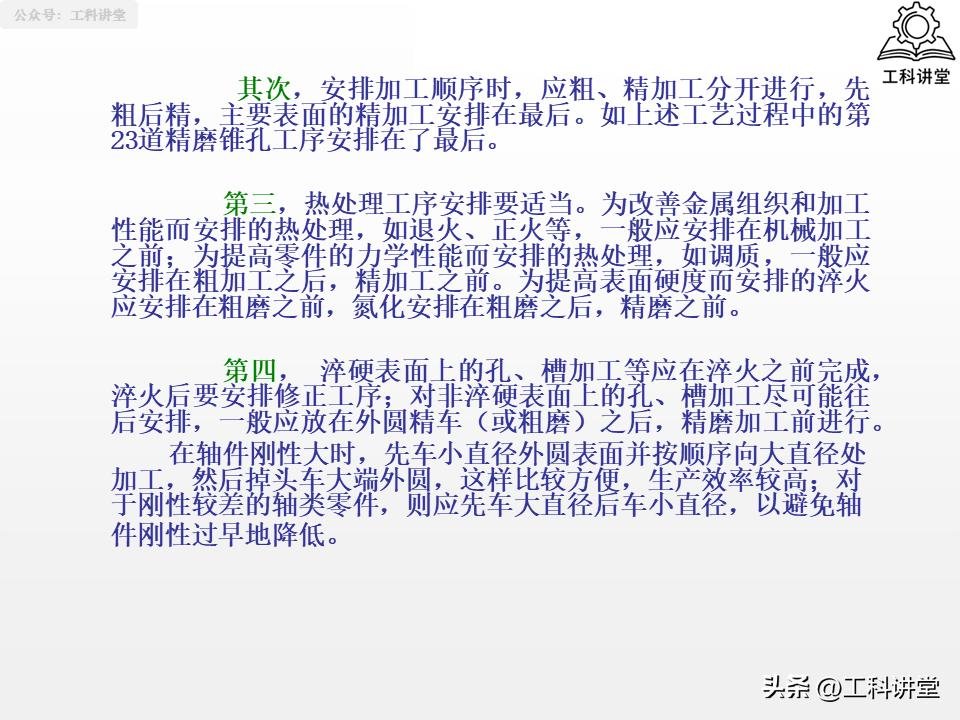
机床主轴身为空心轴的典型代表之作,乃是轴类加工的难点所在,其加工的核心要点是确保支承轴颈、前端锥孔、外锥体的同轴度以及垂直度。主轴加工工艺路线需要兼顾热处理以及定位基准的统一,以45号钢锻件主轴当作例子,核心路线是备料,锻造,正火,粗加工,调质,半精加工,局部淬火,精车,粗磨,花键加工,精磨,加工过程中大多以顶尖孔作为定位基准,深孔加工之后则运用锥堵配合顶尖孔,达成基准统一。主轴加工的关键之处,在于要划分出极为清晰的加工阶段。先是粗加工去除多余的余量,接着半精加工完成基础的形位,然后精加工消除变形。并且要把包括支承轴颈、锥孔的精磨放在最后,以此最大程度地保证加工精度。
维度四:解决轴类加工三大工艺问题
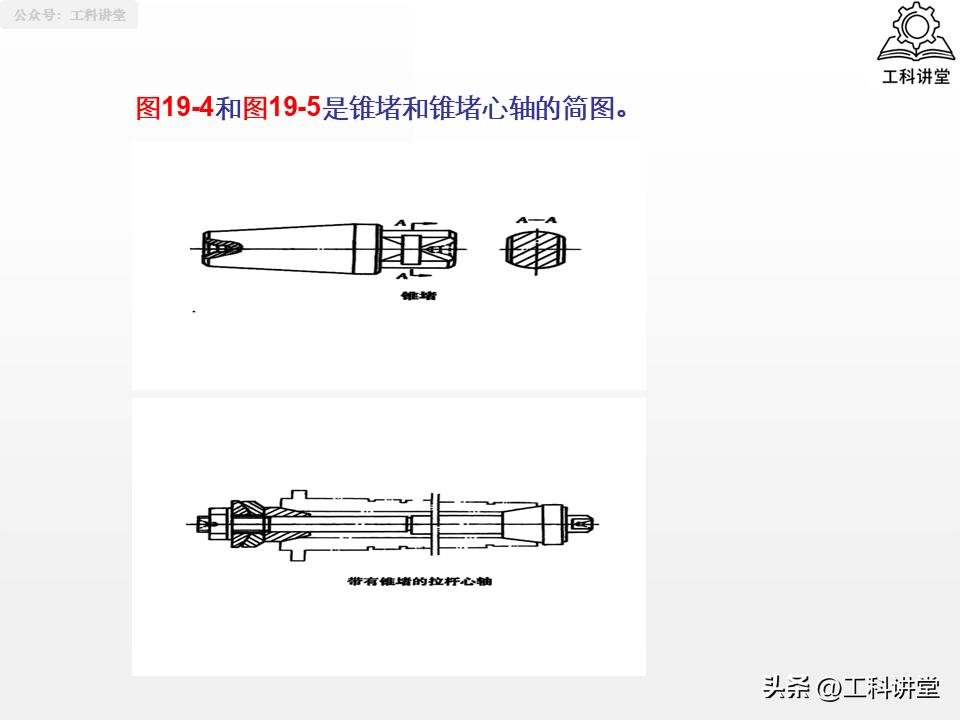
轴类进行加工期间,容易碰到空心轴定位、顶尖孔精度以及深孔加工这般的三大难题存在嗯,则须得寻找到正确的方法才能够避开那些坑。其一,针对空心轴而言,要使用锥堵或者锥堵心轴,要是锥度比较小的状况下就采用锥堵,而要是锥度比较大的情形下则采用锥堵心轴,并且在安装之后不能够在中途进行更换,以此来避免出现定位误差;其二,顶尖孔务必要做好研磨工作,在经过热处理之后、进行磨削之前是必须要进行修研的,以此来保证两个顶尖孔的轴线能够重合、锥角是准确无误的,这可是保证轴类同轴度的关键所在;其三,深孔加工(L/D≥5)要安排置在调质之后、外圆半精车之后进行,采取工件进行旋转、刀具予以送进的方式,要做好冷却以及排屑相关事宜,防止孔壁变得粗糙。
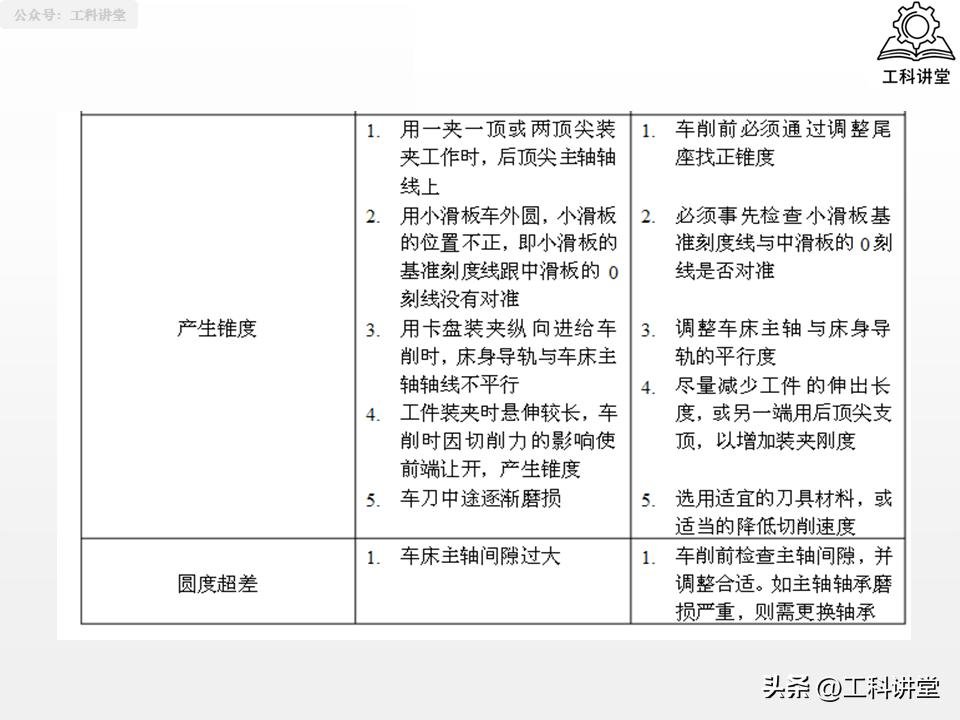
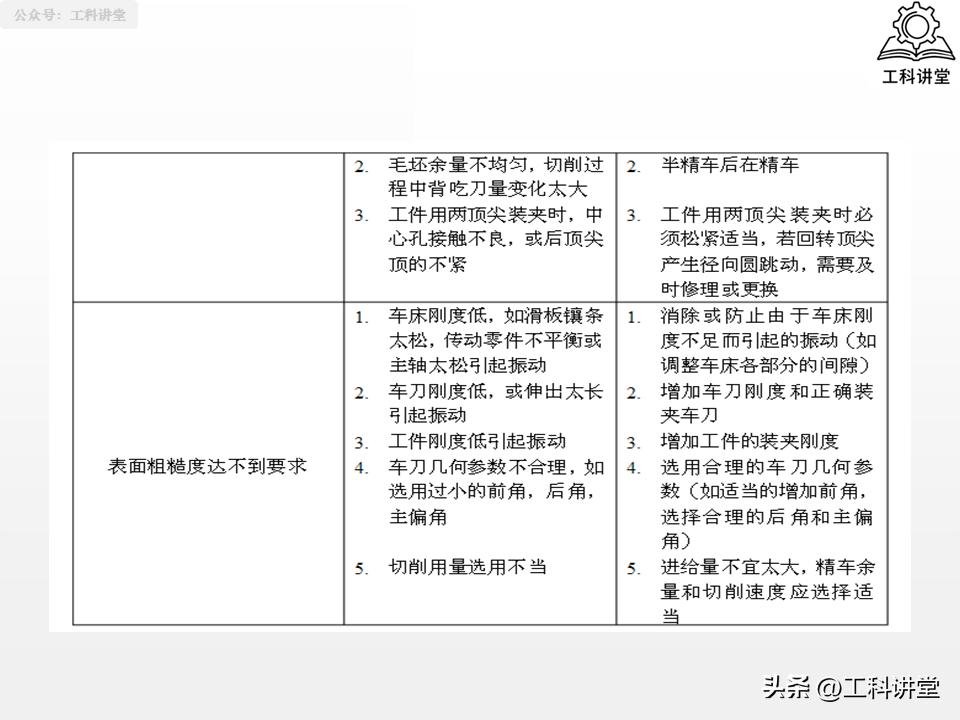
维度五:轴类车削废品预防与粗糙度控制
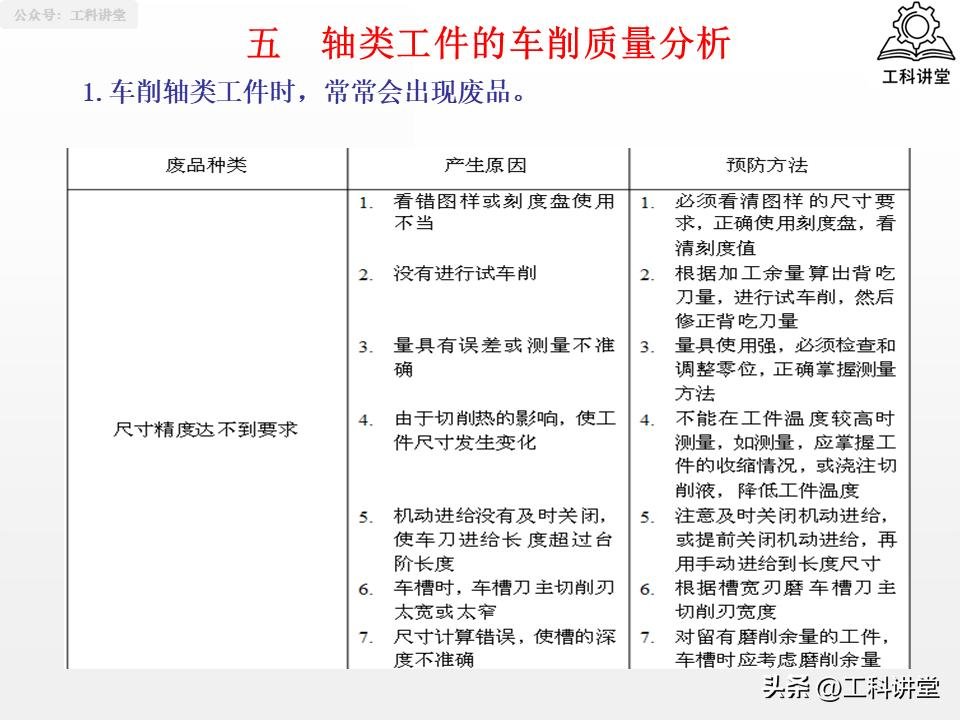
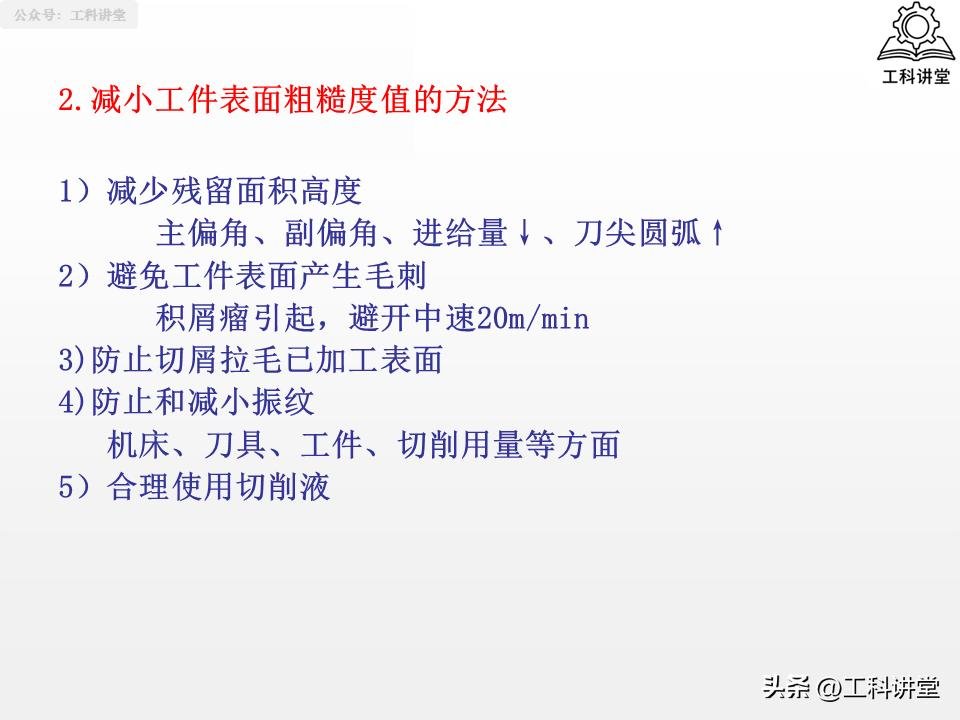
轴类加工的基础工序里有车削,在车削时,废品大多源自尺寸控制、形位误差、表面质量这三大问题,具体如下:要是尺寸精度不达标的话,那就得做好图样核对工作,还要进行试车削以及校准量具,以此来避免切削热对测量造成影响;一旦产生锥度,就得找正尾座,校准小滑板刻度,从而保证车床导轨跟主轴保持平行;要是圆度超差了,那就需要调整主轴间隙,保证顶尖孔接触良好。要减小工件表面粗糙度,其核心在于减少残留面积,要降低主副偏角、进给量,增大刀尖圆弧,同时要避开中速切削以防止积屑瘤,要合理使用切削液,防止切屑拉毛已加工表面,要从机床、刀具、切削用量多方面避免振动产生振纹。
PPT的讲义,对轴类零件的加工进行介绍,在文末能够查看PPT讲义的源文档,以及延伸的干货。




因头条页面内容有限,仅展示前50页内容
完整版PPT讲义源文档+延伸干货













Keine Kommentare