
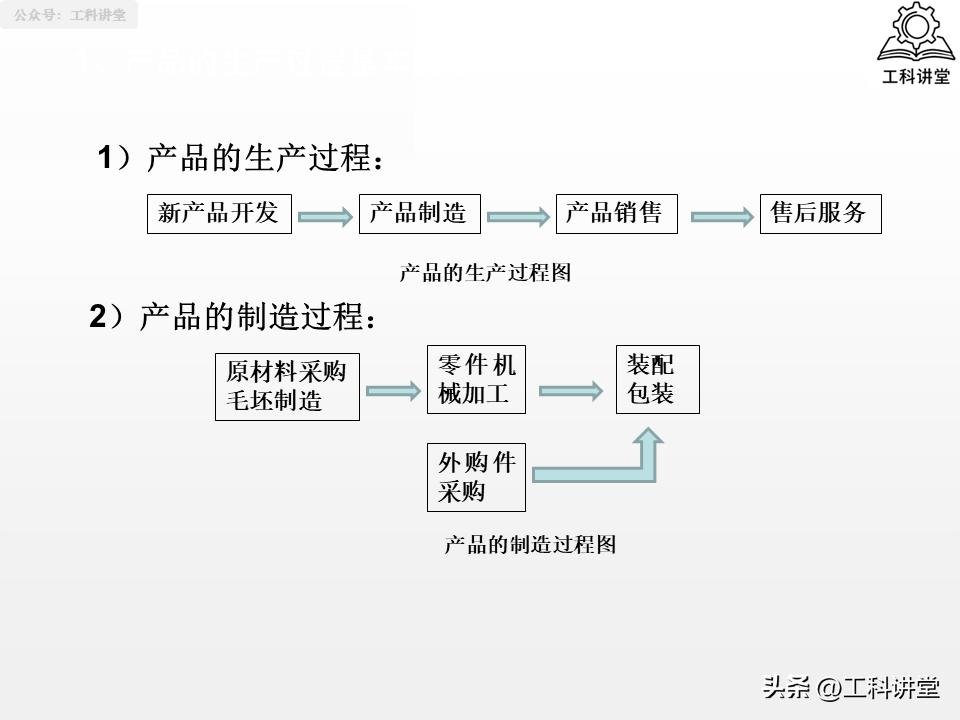
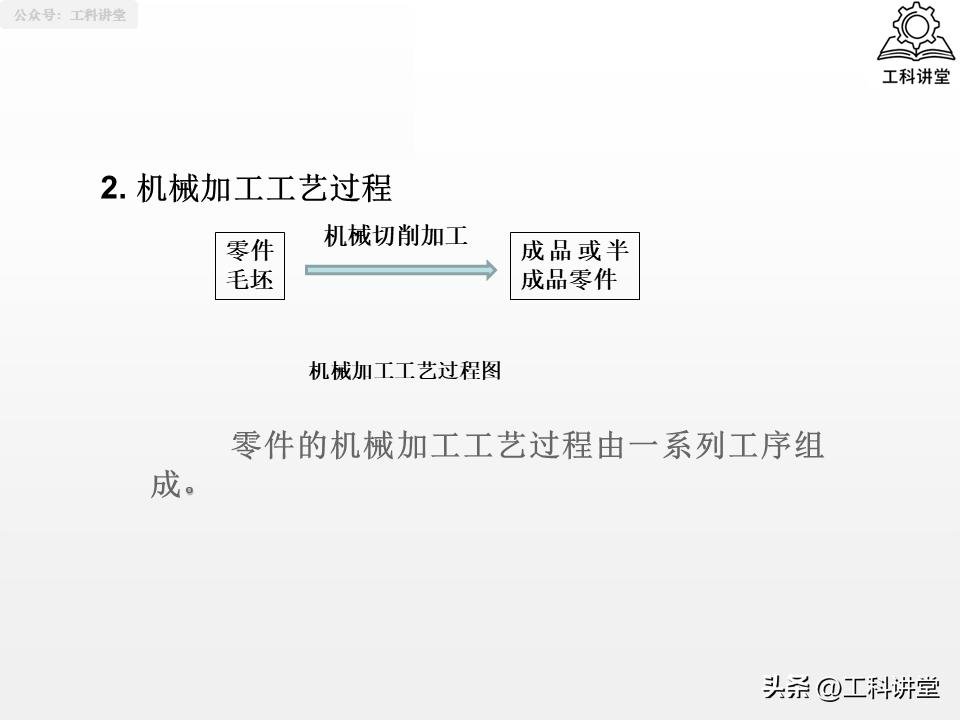
In the field of machining, shaft parts belong to various types of machinery and equipment in the core of the basic parts, it is mainly responsible for supporting the transmission parts of the task, but also shoulder the role of transferring the movement of the heel torque, the processing quality of the shaft parts directly determines the operating accuracy and service life of the equipment. From smooth shafts into shaped shafts, through the rough turning to fine grinding, shaft parts processing involves a number of procedures, and a number of process points, if you want to do a good job of shaft parts processing, you must grasp the core points of systematic learning.
Dimension 1: Eat through the core knowledge of shaft parts
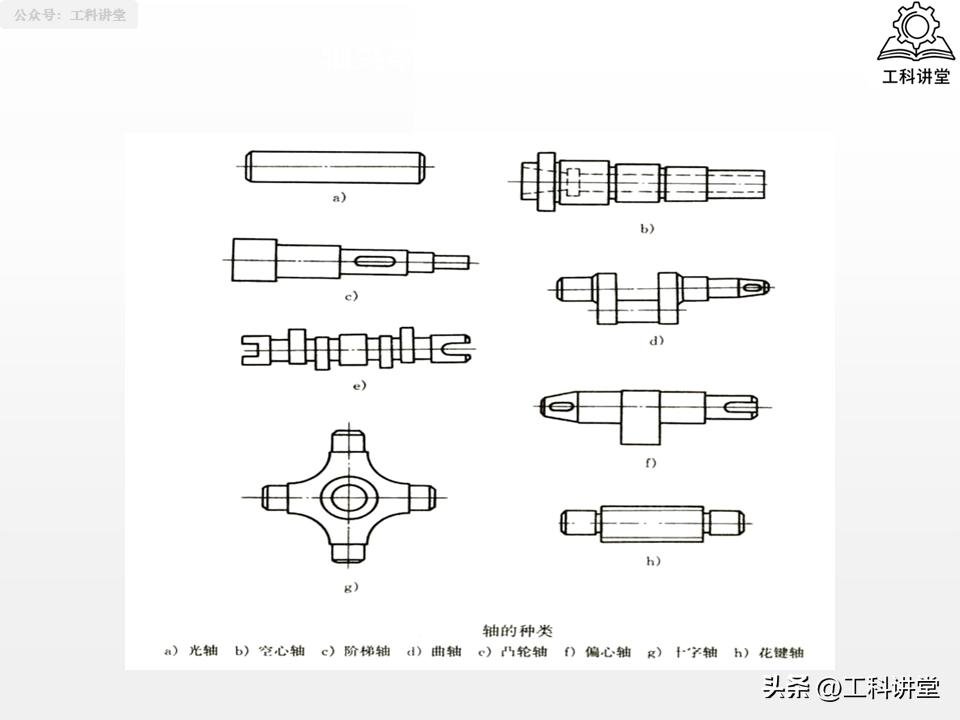
Processing of shaft parts, we must first have an understanding of the parts themselves, its core feature is that the length is greater than the diameter, and its processing surface contains internal and external cylindrical surfaces, tapered surfaces, threads, keyways, etc., according to the structure can be divided into smooth shafts, stepped shafts, hollow shafts, profiled shafts, and according to the stiffness of the rigid shafts can be divided into rigid shafts and slender shafts. In terms of technical requirements, the diameter size accuracy is generally IT5~IT9, journal roundness, cylindricity should be controlled within the tolerance range of the diameter, the support journal and with the coaxiality of the journal is particularly critical, the surface roughness according to the use of the scene requirements of Ra0.16~2.5μm. to say in the choice of materials, 45 steel belongs to the basic models, for medium precision of the high-speed shaft, you can choose 40Cr, and high-precision shafts. 40Cr, and high-precision shaft, it can use GCr15 bearing steel; blanks are mostly round bars and forgings, only large complex shafts will be selected castings, selection of materials and selection of blanks is the core principle of matching the precision requirements of the parts and the use of working conditions.
Dimension 2: Machining process development method for shaft parts
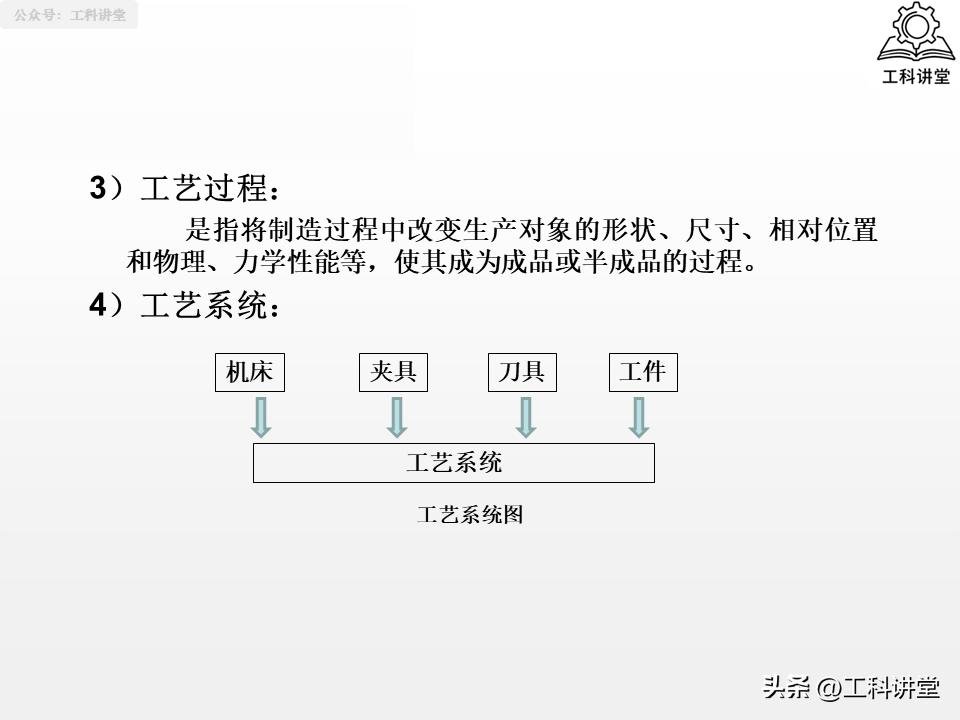
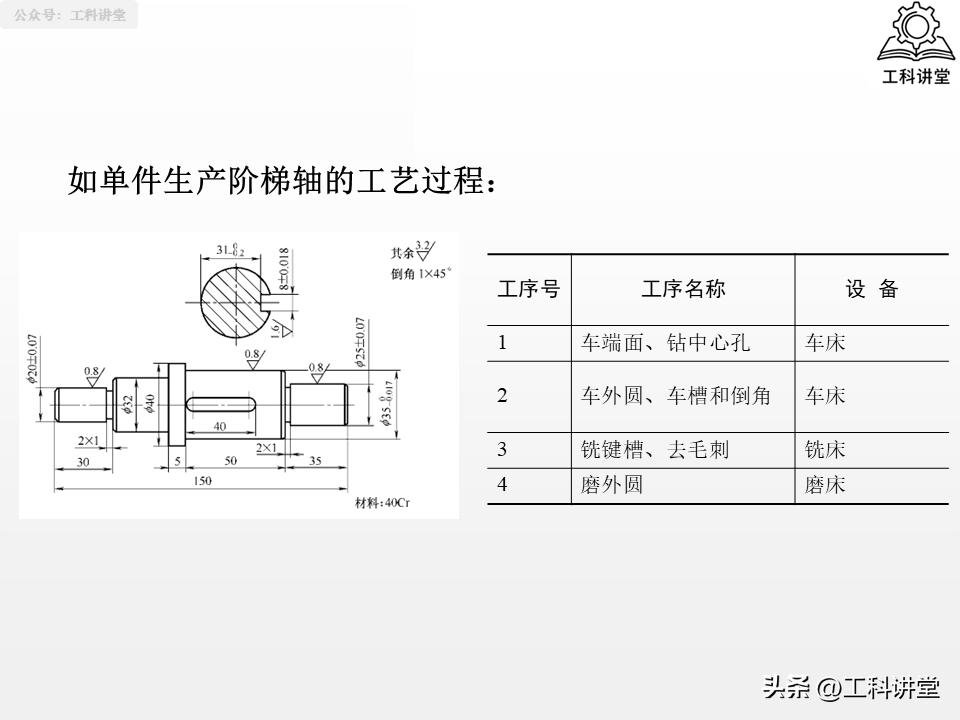
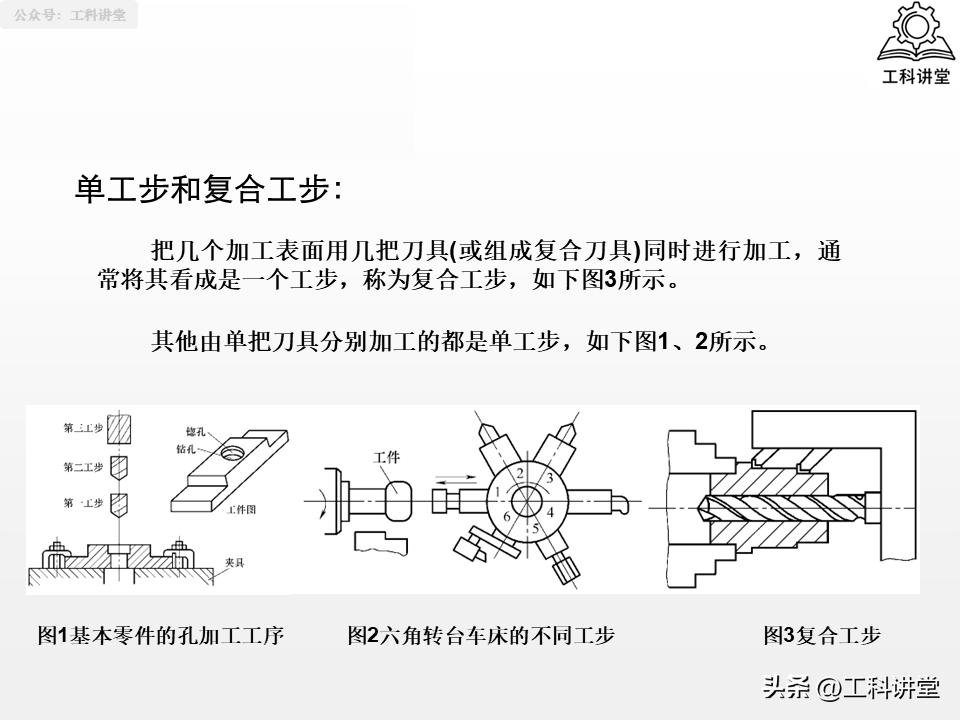
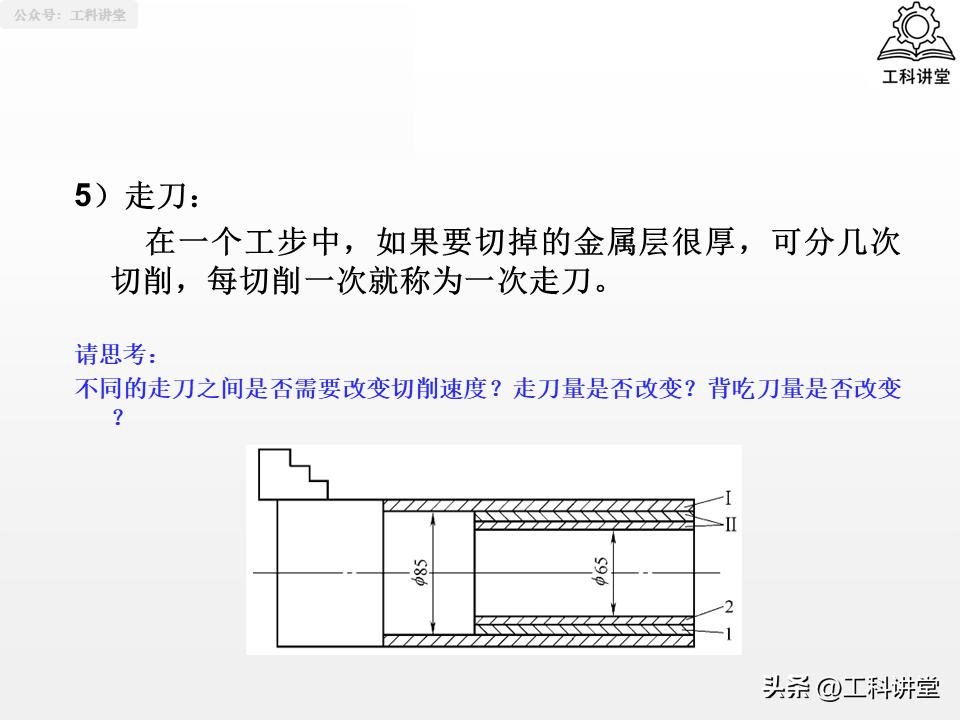
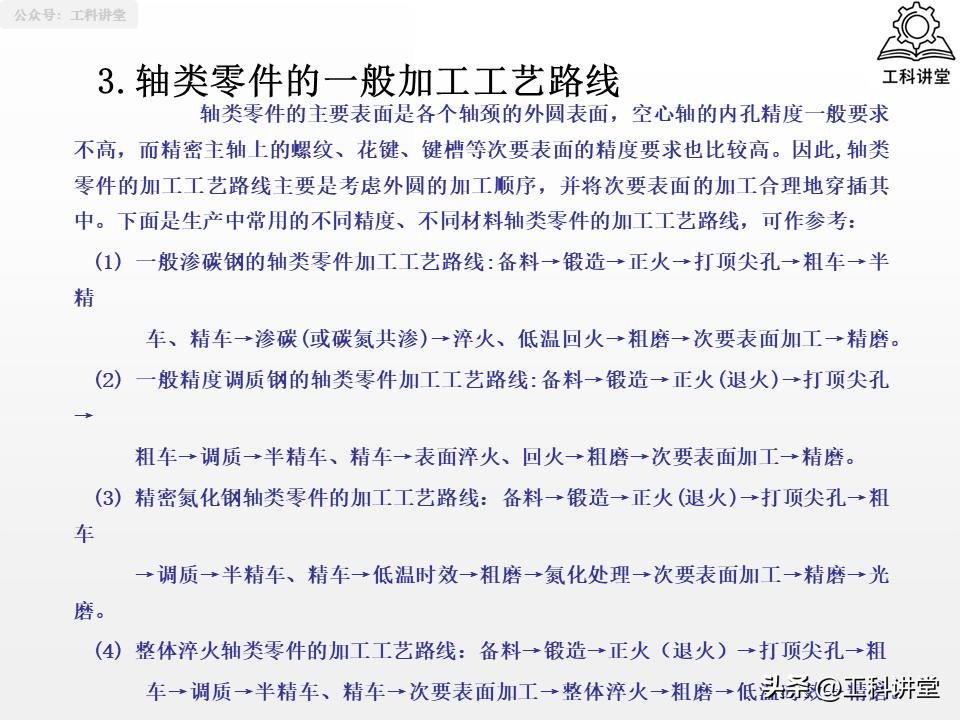
Shaft machining of the general programme is the preparation of the process, first of all, we must clarify the basic units of the process, specifically, the process as the core, it is installed by the workstation, workstation, work step, walking tool together, the preparation of the process should be based on the production batch to divide the unit, for the production of a single piece of production, can be moderately merged with the work process, and mass production, then, you need to fine-tune the chemical step in order to improve efficiency. That shaft parts of the general process route, is based on the processing around the outer circle as the main line, interspersed with the processing of secondary surfaces, different materials and precision of the axis of the route is different, for example, the route of the tempered steel shaft is the preparation, and then forging, followed by normalising, and then playing the top hole, and then roughing, and then tempering, and then semi-finish turning, then surface hardening, followed by rough grinding, and then finally grinding, the core of the here! The core principle here is to separate roughing and finishing, roughing is used to remove the margin, finishing is to ensure precision, and quenching and other heat treatment processes have to be interspersed between roughing and semi-finishing, to avoid deformation because of the heat treatment to affect the final accuracy.
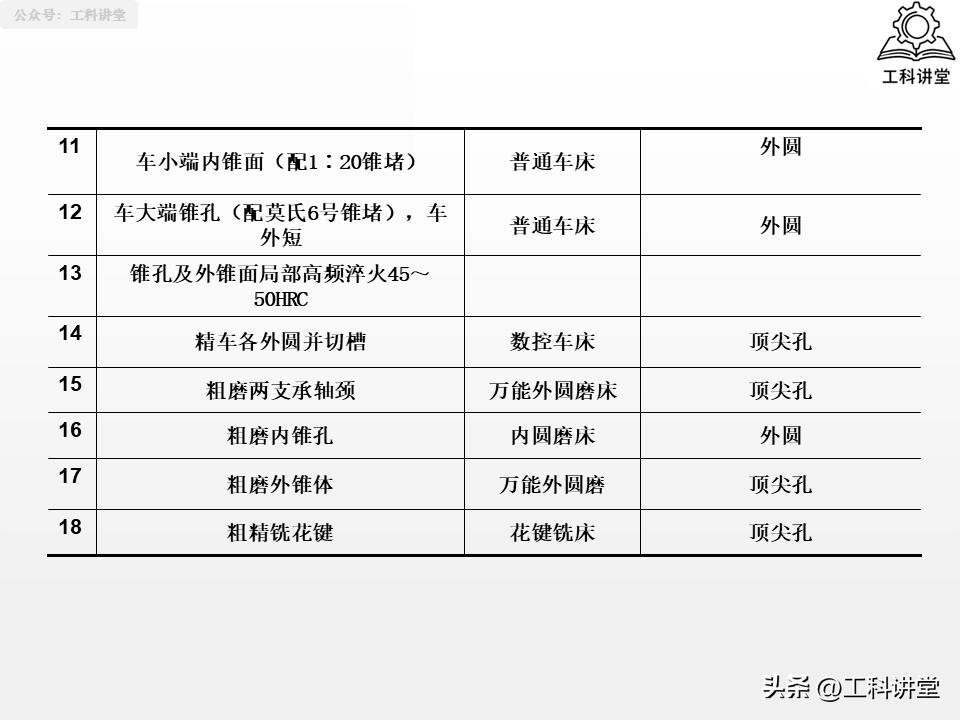
Dimension 3: Analysis of general machine tool spindle machining process
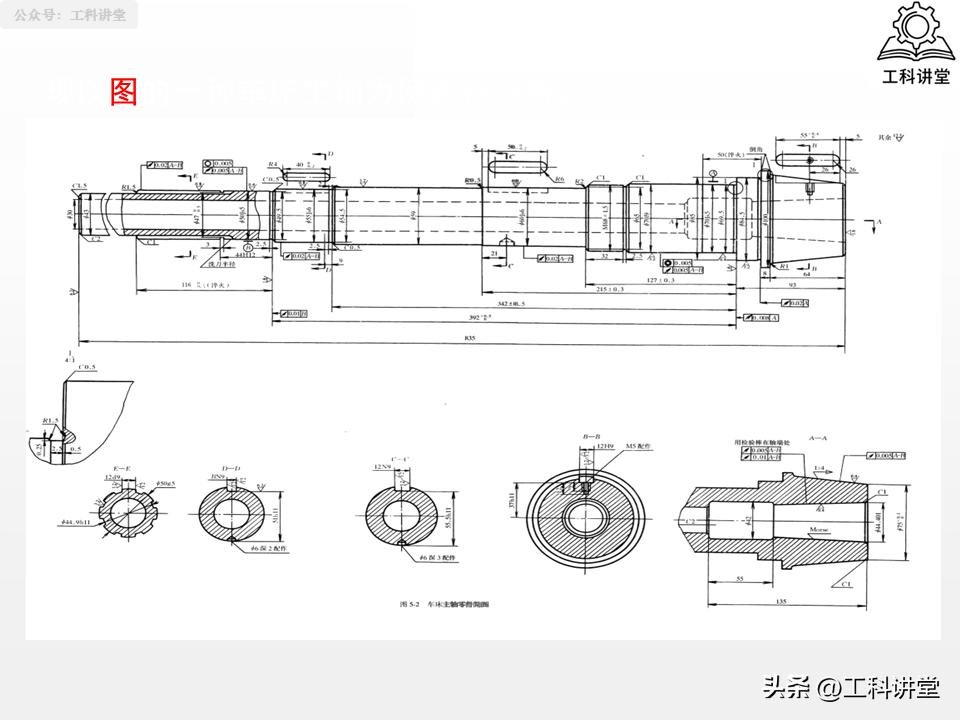
Machine tool spindle as a typical representative of hollow shafts, is a difficult shaft processing, the core of its processing is to ensure that the support journal, front tapered hole, the outer cone of the coaxiality and perpendicularity. Spindle machining process route needs to take into account the heat treatment and the unity of the positioning reference, to 45 steel forging spindle as an example, the core route is the preparation, forging, normalising, rough machining, tempering, semi-finishing machining, local quenching, precision turning, rough grinding, spline machining, fine grinding, most of the machining process to the top of the hole as a positioning reference, deep hole machining is the use of taper plugs with the top of the hole, to achieve the unity of the reference. The key to spindle machining is to divide the machining stages into very clear. Firstly, rough machining to remove excess allowance, followed by semi-finish machining to complete the basic shape, and then finish machining to eliminate deformation. And to include the support journal, taper hole of the finish grinding to the last, so as to maximise the guarantee of machining accuracy.
Dimension 4: Solving the three major process problems of shaft machining
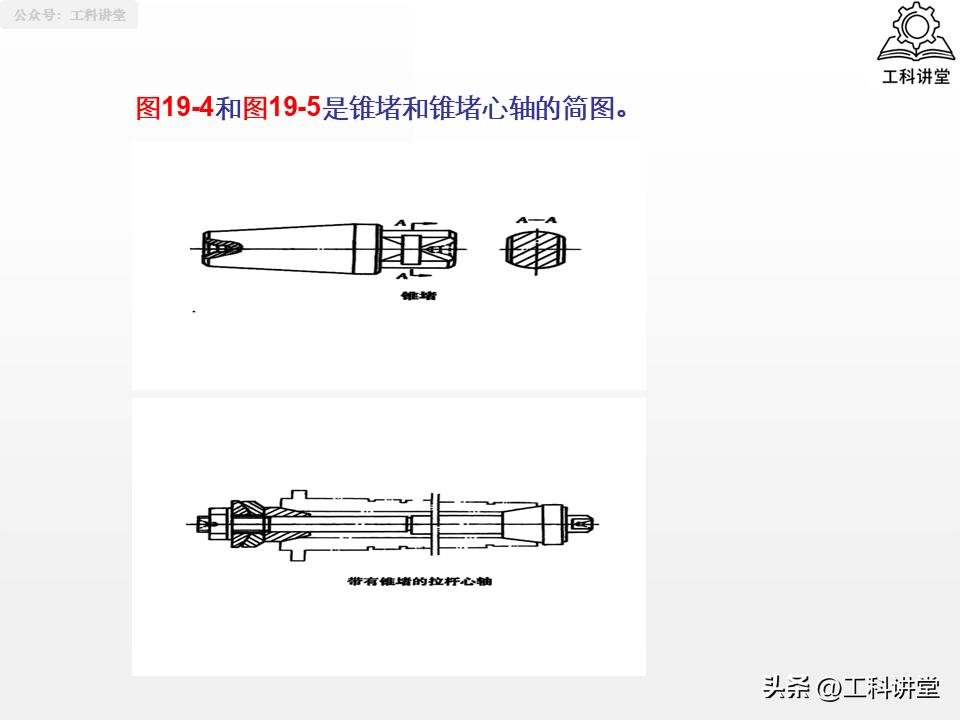
Shaft processing, easy to meet the hollow shaft positioning, top hole accuracy and deep hole machining of the three major problems exist, it is necessary to find the right way to avoid those pits. First, for the hollow shaft, to use the cone plug or cone plug axis, if the taper is relatively small condition on the use of cone plug, and if the taper is relatively large situation is the use of cone plug axis, and after installation can not be replaced in the middle of the day, in order to avoid positioning errors; Second, the top hole must do a good job of grinding, after heat treatment, grinding before it is necessary to carry out the repair research Secondly, the top hole must be well ground, after heat treatment, before grinding is necessary to repair the grinding, so as to ensure that the axis of the two top holes can be coincident, the cone angle is accurate, which is the key to ensure the coaxiality of shafts; Thirdly, deep hole processing (L/D ≥ 5) should be arranged to place in the tempering after the semi-finish turning of the external circle, take the workpiece to rotate, the tool to be fed into the way to do a good job in the cooling and chip removal related matters to prevent the hole wall from becoming rough.
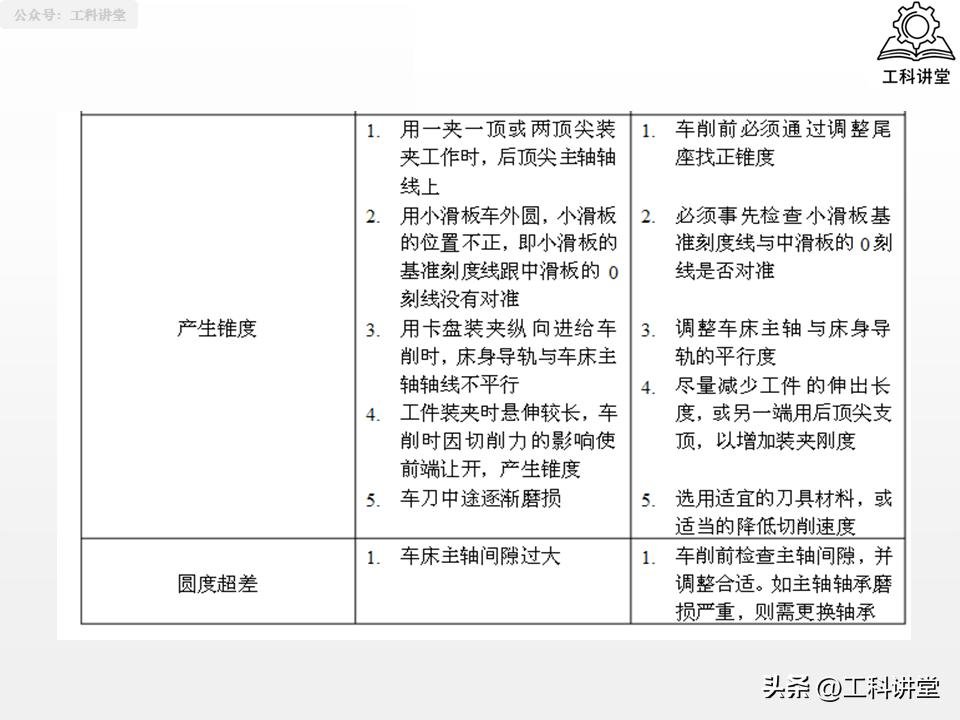
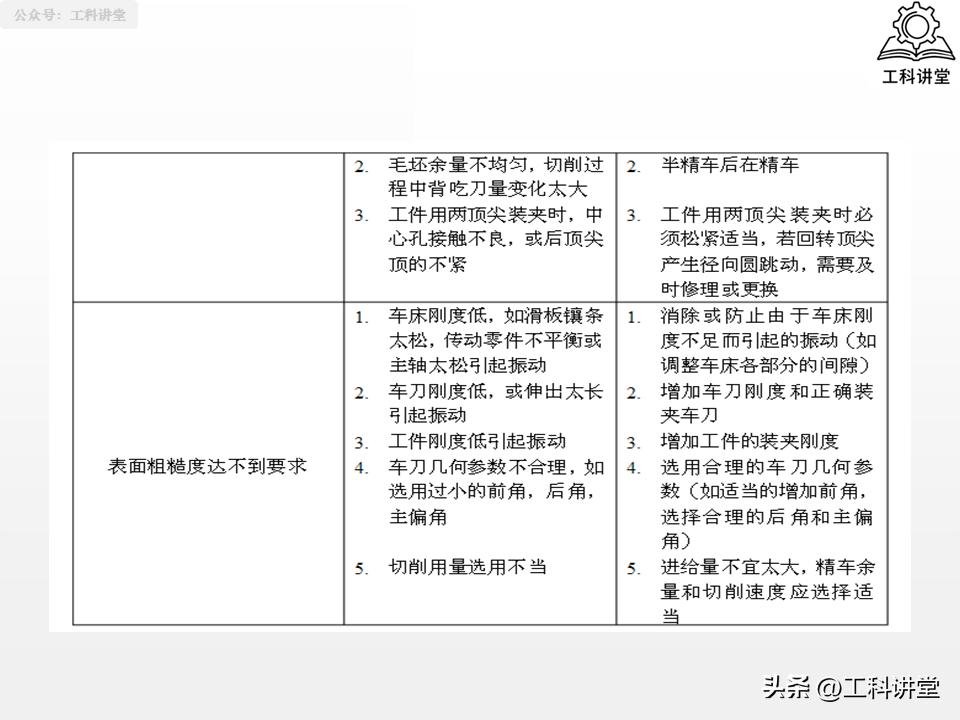
Dimension 5: Shaft turning scrap prevention and roughness control
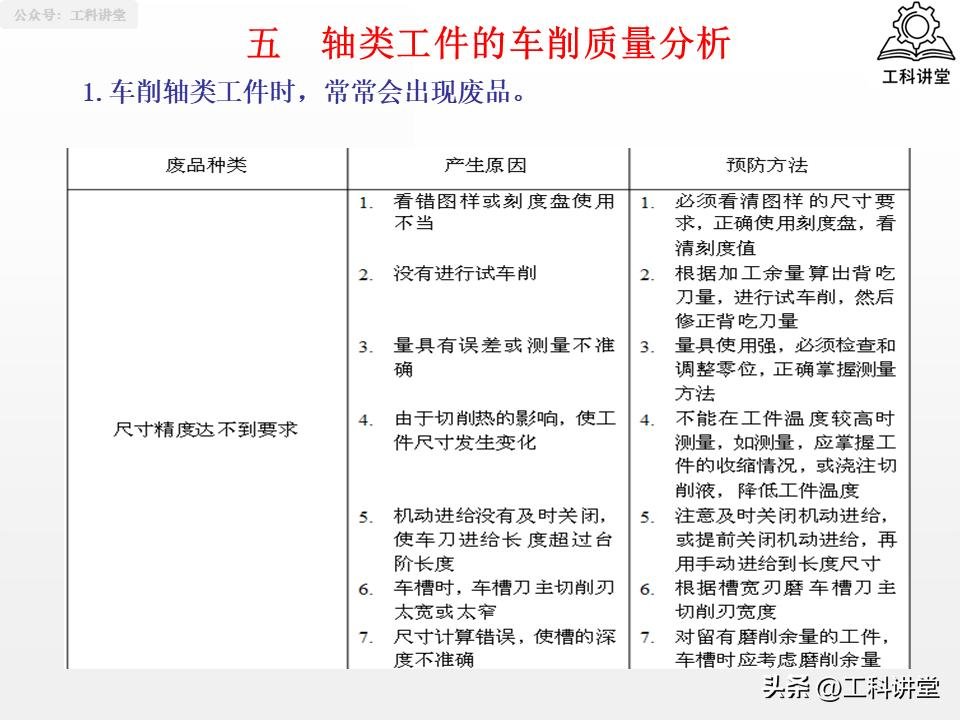
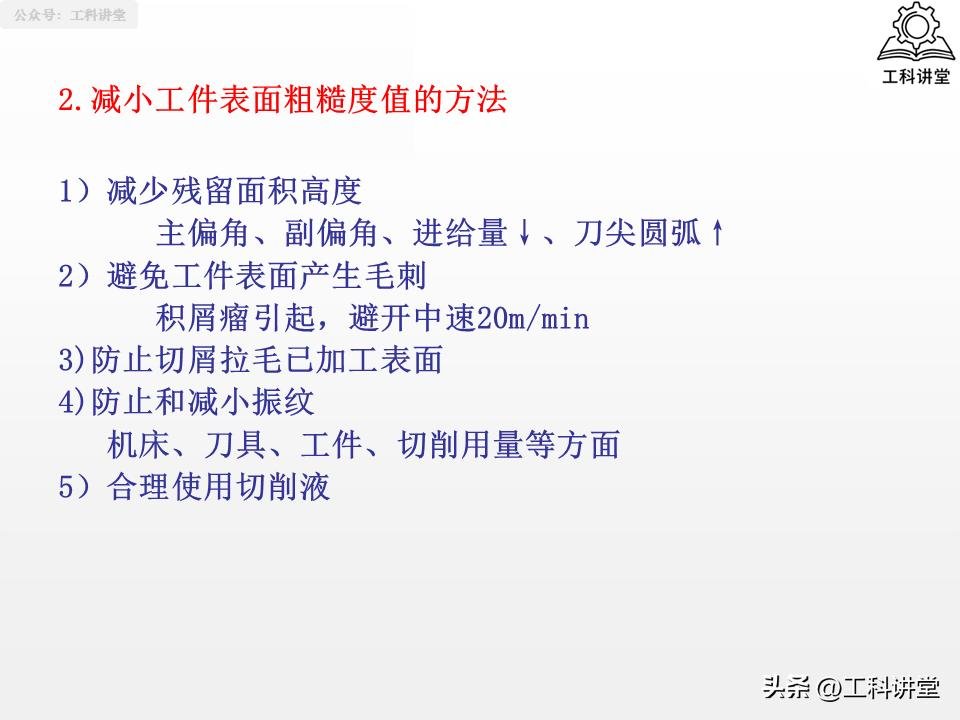
Shaft processing in the basic process of turning, turning, most of the scrap from the size control, shape and position errors, surface quality of the three major problems, as follows: if the dimensional accuracy is not up to standard, then you have to do a good job of checking the drawings and samples, but also test turning and calibration of the gauge, in order to avoid the impact of the heat of cutting on the measurement; once the taper is generated, you have to find the right tailstock, calibrate the scale of the small slide plate, thus ensuring that the lathe guide and the spindle remain parallel; if the roundness is too poor, then you need to adjust the spindle clearance to ensure that the top hole contact is good. Lathe guideway and spindle to maintain parallel; if the roundness is too poor, it is necessary to adjust the spindle clearance to ensure that the top hole contact is good. To reduce the surface roughness of the workpiece, the core is to reduce the residual area, to reduce the main vice-deviation angle, feed, increase the tip of the arc, and at the same time to avoid medium-speed cutting in order to prevent the accumulation of chip tumour, to the reasonable use of cutting fluid, to prevent chip pulling has been processed surfaces, from the machine tool, cutting tools, cutting dosage from various aspects of vibration vibration pattern to avoid.
PPT handout, an introduction to the machining of shaft parts, at the end of the article to be able to view the source document of the PPT handout, as well as extended dry.




Due to the limited content of the headline page, only the first 50 pages of content are displayed
Full version of PPT handout source document + extended dry run













No comments