
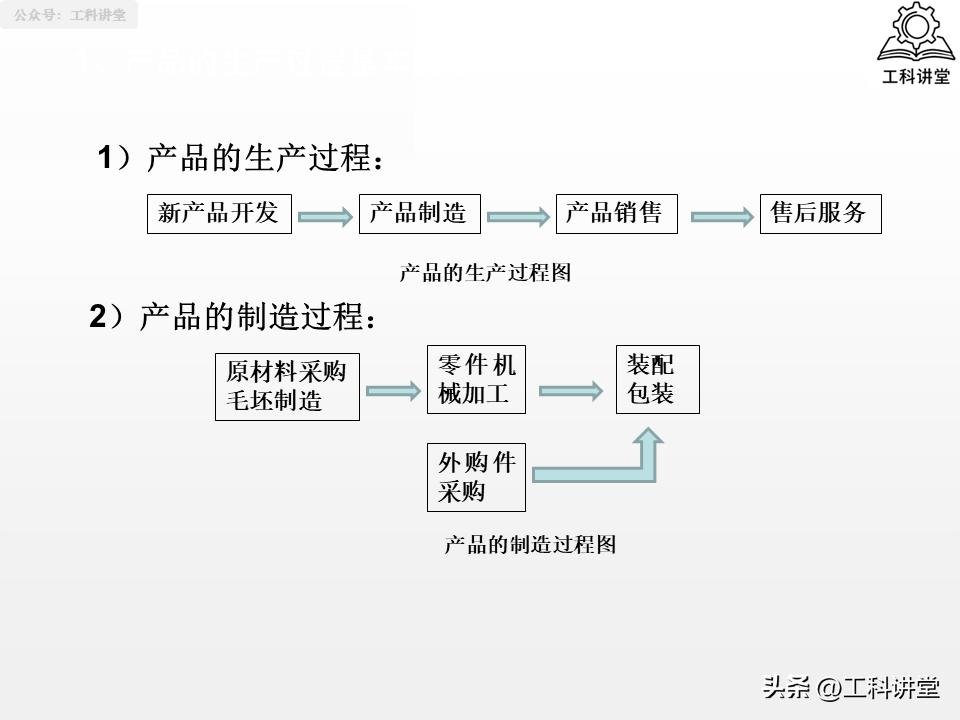
Im Bereich der Bearbeitung gehören Wellenteile zu verschiedenen Arten von Maschinen und Anlagen in den Kern der grundlegenden Teile, ist es vor allem für die Unterstützung der Übertragung Teile der Aufgabe verantwortlich, sondern auch die Rolle der Übertragung der Bewegung der Ferse Drehmoment schultern, die Verarbeitungsqualität der Wellenteile direkt bestimmt die Betriebsgenauigkeit und Lebensdauer der Ausrüstung. Von glatten Wellen in geformte Wellen, durch die grobe Drehen bis zum Feinschleifen, Wellenteile Verarbeitung beinhaltet eine Reihe von Verfahren, und eine Reihe von Prozess-Punkte, wenn Sie eine gute Arbeit der Wellenteile Verarbeitung tun wollen, müssen Sie die Kernpunkte des systematischen Lernens zu begreifen.
Dimension 1: Sich durch das Kernwissen über Wellenteile fressen
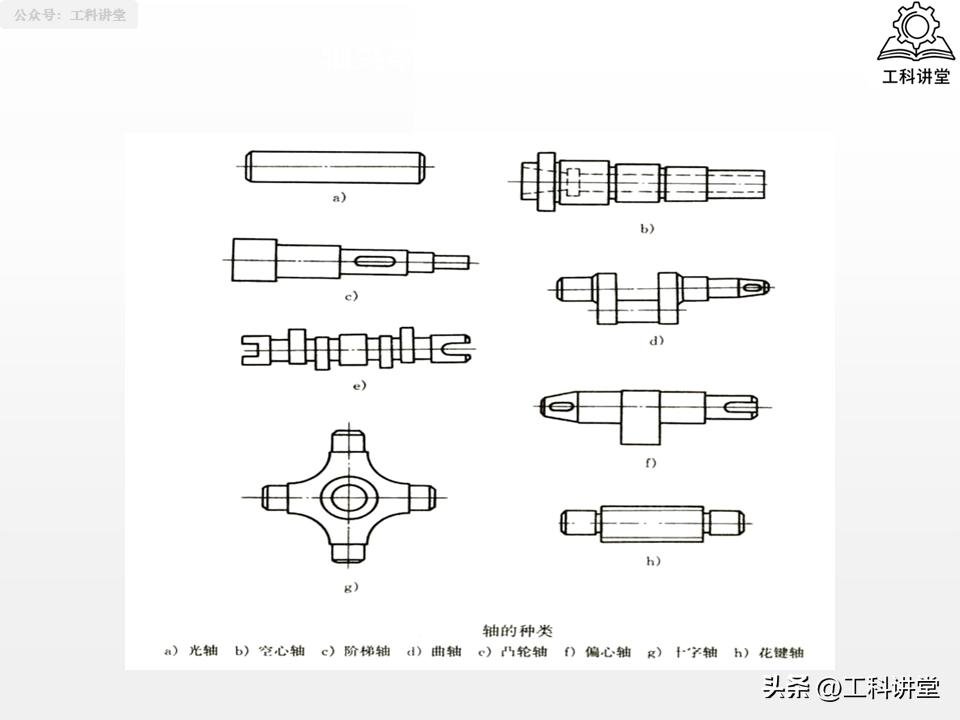
Verarbeitung von Wellenteilen, müssen wir zunächst ein Verständnis für die Teile selbst haben, ist sein Hauptmerkmal, dass die Länge größer ist als der Durchmesser, und seine Verarbeitung Oberfläche enthält interne und externe zylindrische Oberflächen, konische Oberflächen, Gewinde, Keilnuten, etc., nach der Struktur kann in glatte Wellen, gestufte Wellen, Hohlwellen, Profilwellen unterteilt werden, und nach der Steifigkeit der starren Wellen kann in starre Wellen und schlanke Wellen unterteilt werden. In Bezug auf die technischen Anforderungen, die Durchmessergröße Genauigkeit ist in der Regel IT5~IT9, Journal Rundheit, Zylindrizität sollte innerhalb des Toleranzbereichs des Durchmessers kontrolliert werden, die Unterstützung Journal und mit der Koaxialität des Journals ist besonders kritisch, die Oberflächenrauhigkeit nach der Verwendung der Szene Anforderungen von Ra0.16~2.5μm. zu sagen, in der Wahl der Materialien, 45 Stahl gehört zu den grundlegenden Modellen, für die mittlere Präzision der High-Speed-Welle, können Sie 40Cr, und hochpräzise Wellen wählen. 40Cr, und hochpräzise Welle, kann es GCr15 Lager Stahl verwenden; Rohlinge sind meist Rundstäbe und Schmiedeteile, nur große komplexe Wellen werden Gussteile ausgewählt, die Auswahl der Materialien und die Auswahl der Rohlinge ist das Kernprinzip der Abstimmung der Präzisionsanforderungen der Teile und die Verwendung von Arbeitsbedingungen.
Dimension 2: Methode zur Entwicklung des Bearbeitungsprozesses für Wellenteile
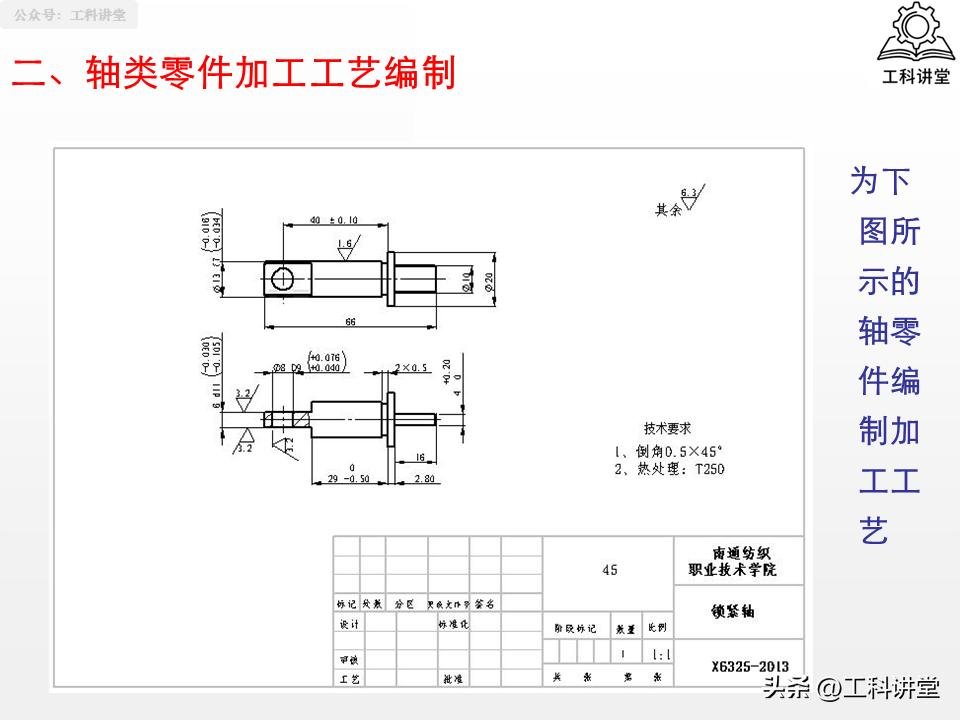
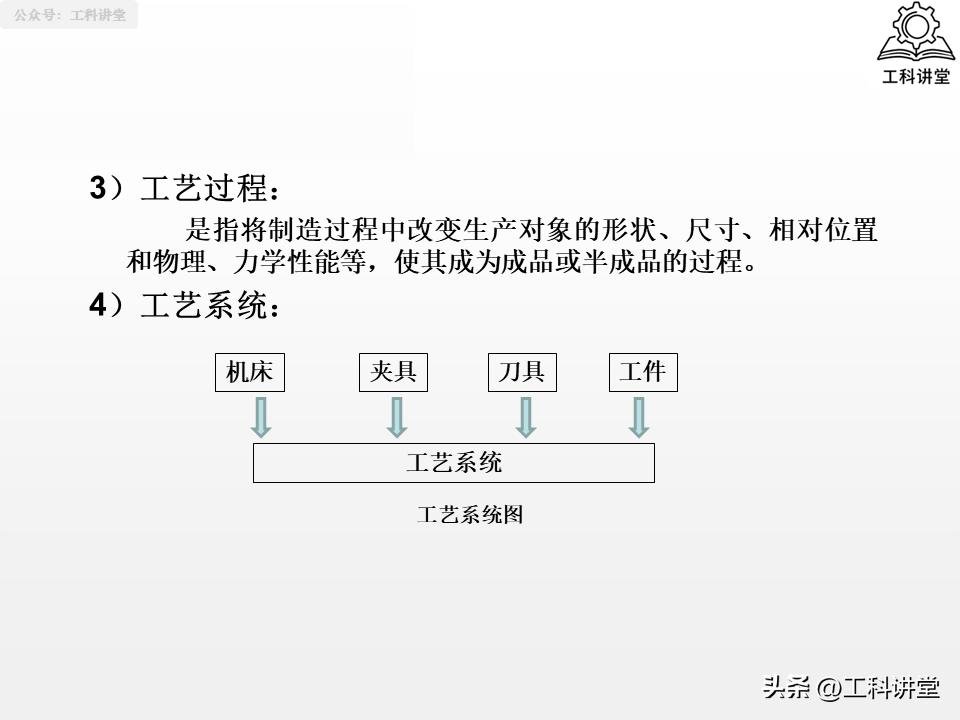
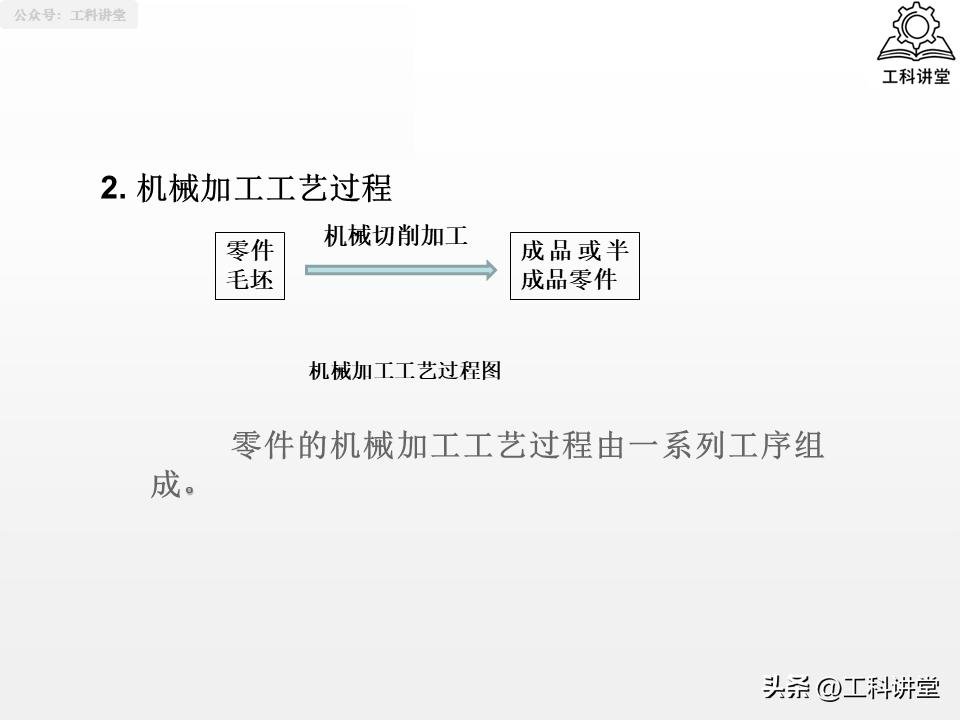
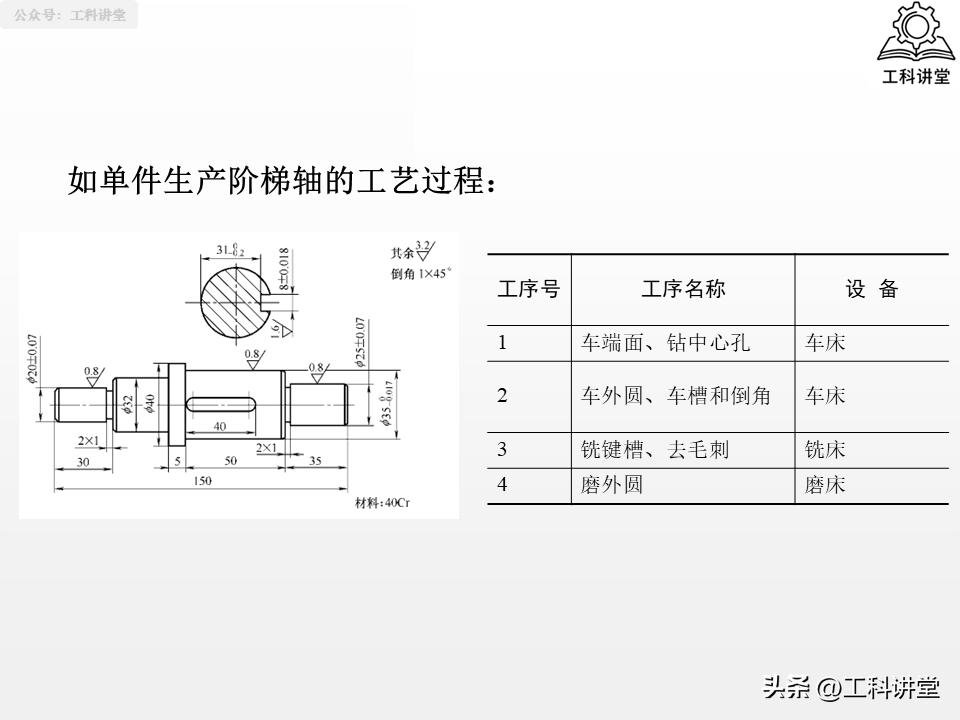
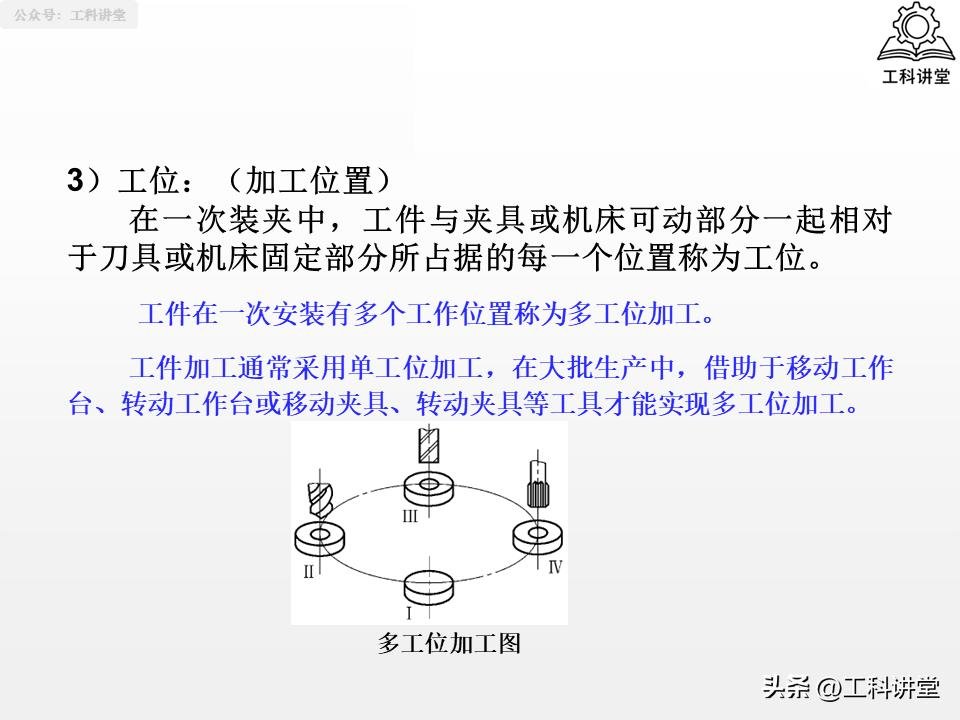
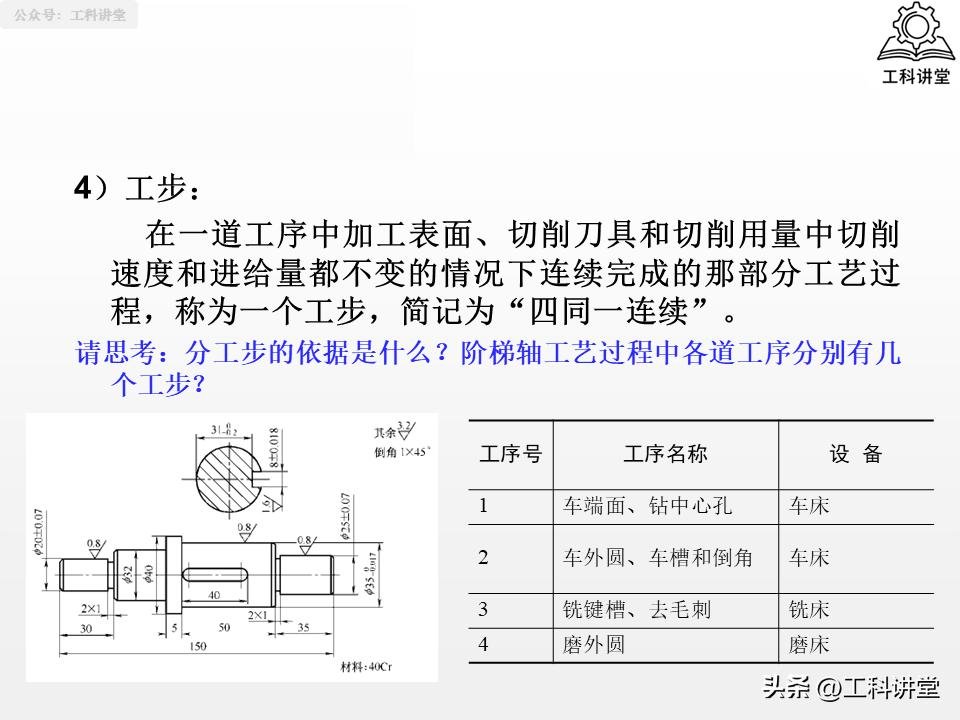
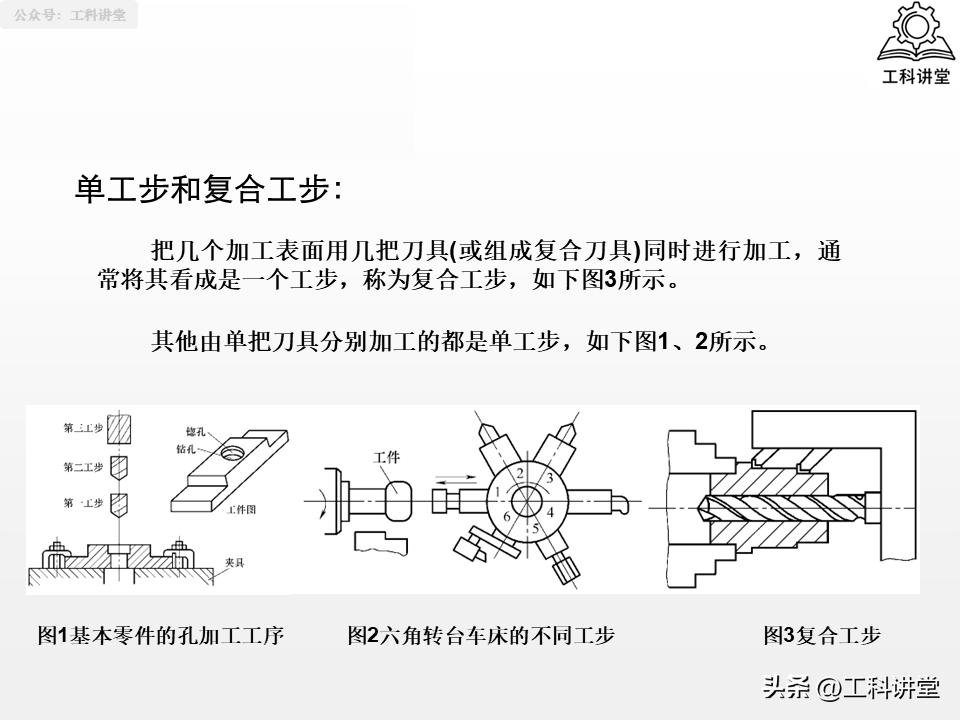
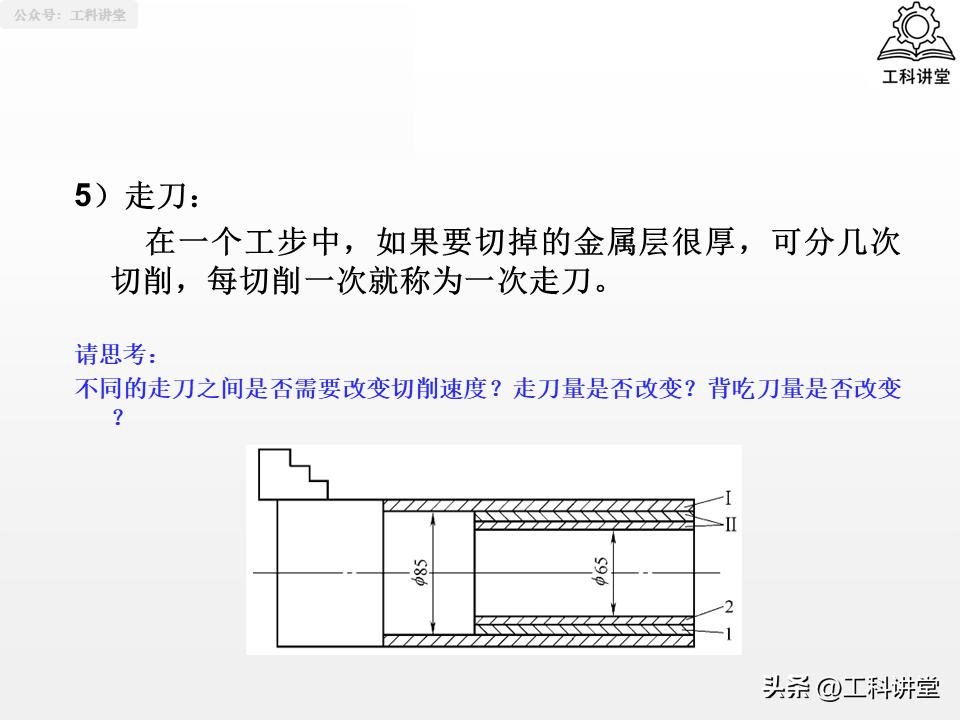
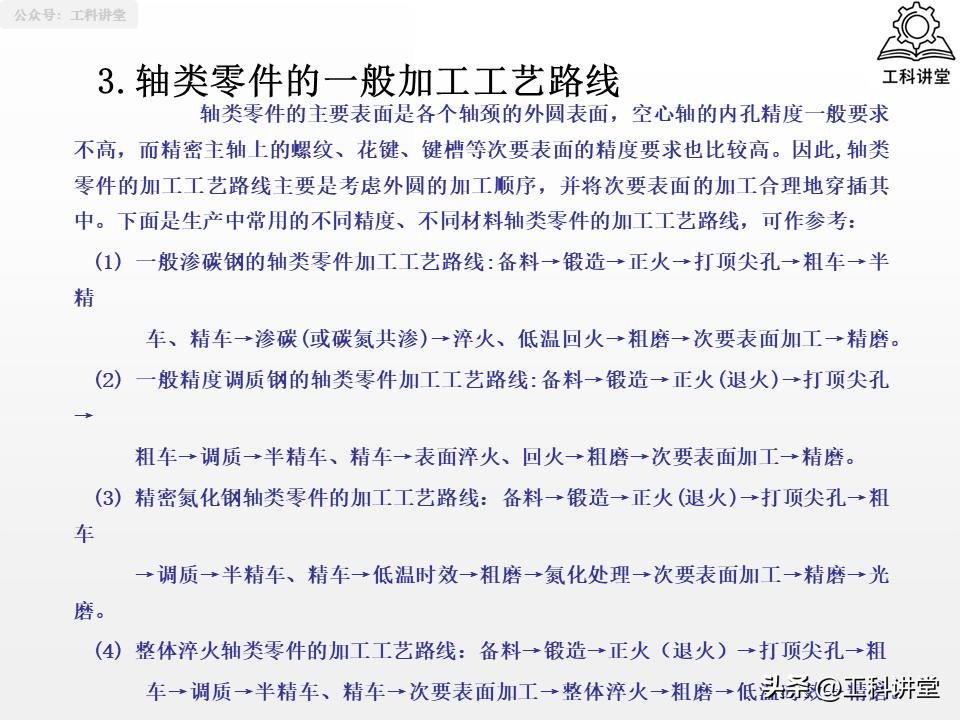
Wellenbearbeitung des allgemeinen Programms ist die Vorbereitung des Prozesses, vor allem müssen wir klären, die grundlegenden Einheiten des Prozesses, nämlich der Prozess als Kern, ist es von der Workstation, Workstation, Arbeit Schritt, zu Fuß Werkzeug zusammen, die Vorbereitung des Prozesses sollte auf der Grundlage der Produktion Batch, um die Einheit zu teilen, für die Produktion von einem einzigen Stück der Produktion, kann mäßig mit dem Arbeitsprozess zusammengeführt werden, und die Massenproduktion, dann müssen Sie Feinabstimmung der chemischen Schritt, um die Effizienz zu verbessern. Dass Wellenteile des allgemeinen Prozesses Route, basiert auf der Verarbeitung rund um den äußeren Kreis als die Hauptlinie, mit der Verarbeitung von sekundären Oberflächen durchsetzt, verschiedene Materialien und Präzision der Achse der Route ist anders, zum Beispiel die Route der gehärteten Stahlwelle ist die Vorbereitung, und dann Schmieden, gefolgt von Normalisieren, und dann spielen das obere Loch, und dann Schruppen, und dann Anlassen, und dann Halbfinish Drehen, dann die Oberfläche Abschrecken, gefolgt von Schruppen, und dann fertig schleifen, den Kern des Kerns der hier! Das Kernprinzip hier ist es, Schruppen und Schlichten zu trennen, Schruppen wird verwendet, um die Marge zu entfernen, Finishing ist die Präzision zu gewährleisten, und Abschrecken und andere Wärmebehandlungsprozesse müssen zwischen Schruppen und Halbfinish durchsetzt werden, um zu vermeiden, Verformung wegen der Wärmebehandlung, um die endgültige Genauigkeit beeinflussen.
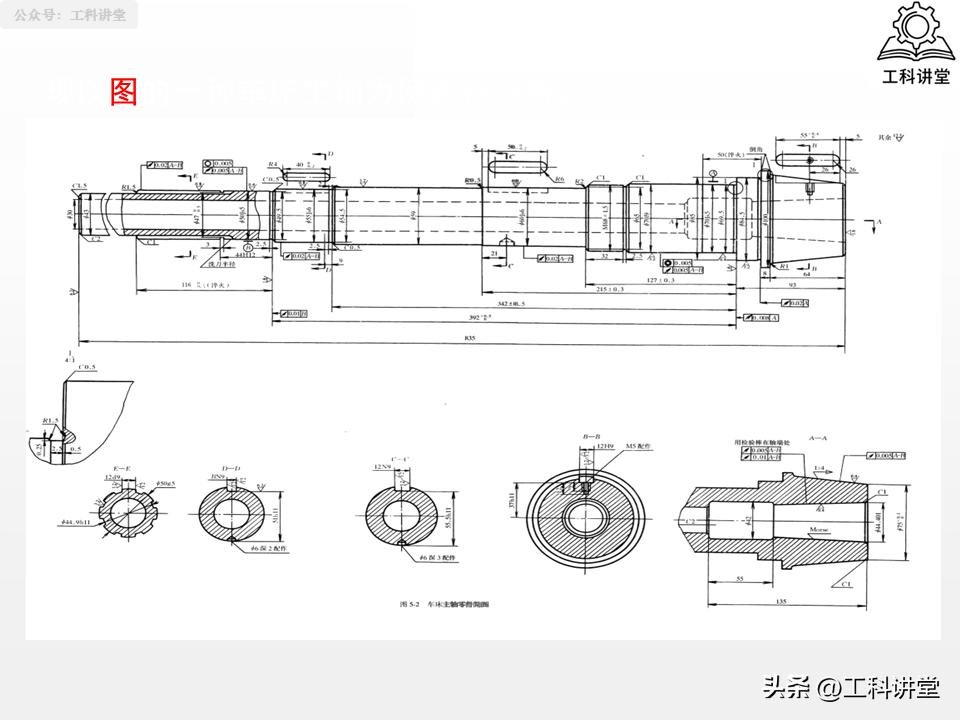
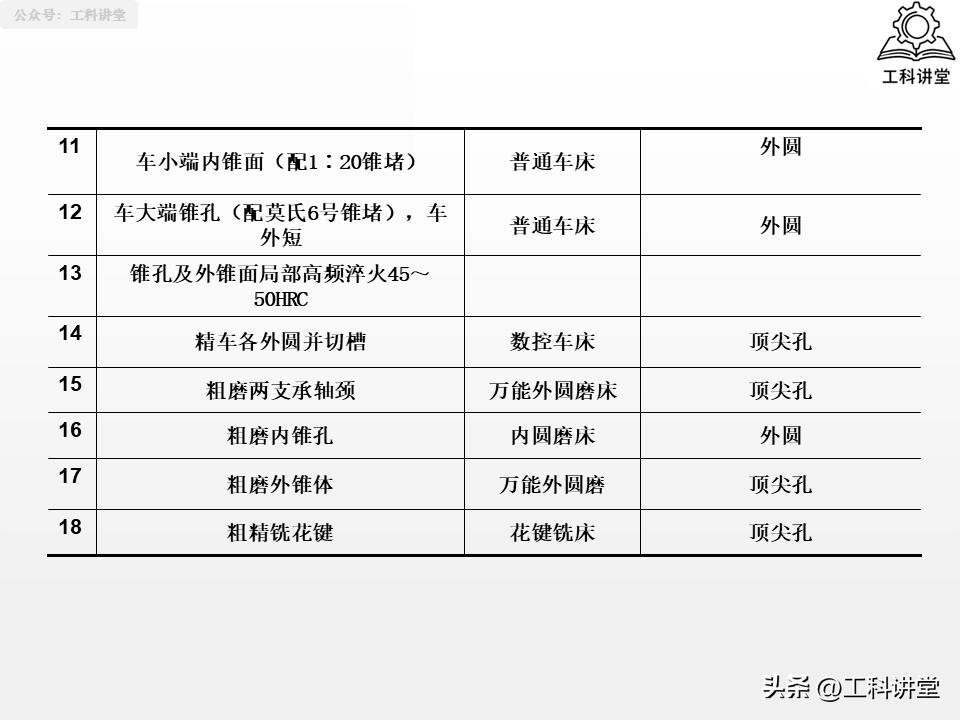
Dimension 3: Analyse des allgemeinen Bearbeitungsprozesses der Werkzeugmaschinenspindel
Werkzeugmaschinen-Spindel als ein typischer Vertreter der Hohlwellen, ist eine schwierige Welle Verarbeitung, den Kern der Verarbeitung ist es, sicherzustellen, dass die Unterstützung Zapfen, vordere konische Loch, der äußere Kegel der Koaxialität und Rechtwinkligkeit. Spindel-Bearbeitung Prozess Route muss berücksichtigt werden, die Wärmebehandlung und die Einheit der Positionierung Bezug auf 45 Stahl Schmiedestücke Spindel als Beispiel, die Kern-Route ist die Vorbereitung, Schmieden, Normalisieren, grobe Bearbeitung, Härten, Halbfinish, teilweise Abschrecken, Finishing, Grobschleifen, Spline-Bearbeitung, Feinschleifen, die meisten der Bearbeitung auf die Spitze des Lochs als Positionierung Referenz, tiefes Loch Bearbeitung ist die Verwendung von Kegel Stecker mit der Spitze des Lochs, um die Einheit der Benchmark. Der Schlüssel zur Spindelbearbeitung ist die Aufteilung der Bearbeitungsschritte in sehr klare. Zunächst die Schruppbearbeitung, um überschüssiges Aufmaß zu entfernen, dann die Halbfertigbearbeitung, um die Grundform zu vervollständigen, und schließlich die Fertigbearbeitung, um Verformungen zu beseitigen. Und um den Support-Zapfen, Kegel-Loch des Finish-Schleifen bis zum letzten, so dass die Garantie der Bearbeitungsgenauigkeit zu maximieren.
Dimension 4: Lösung der drei großen Prozessprobleme bei der Wellenbearbeitung
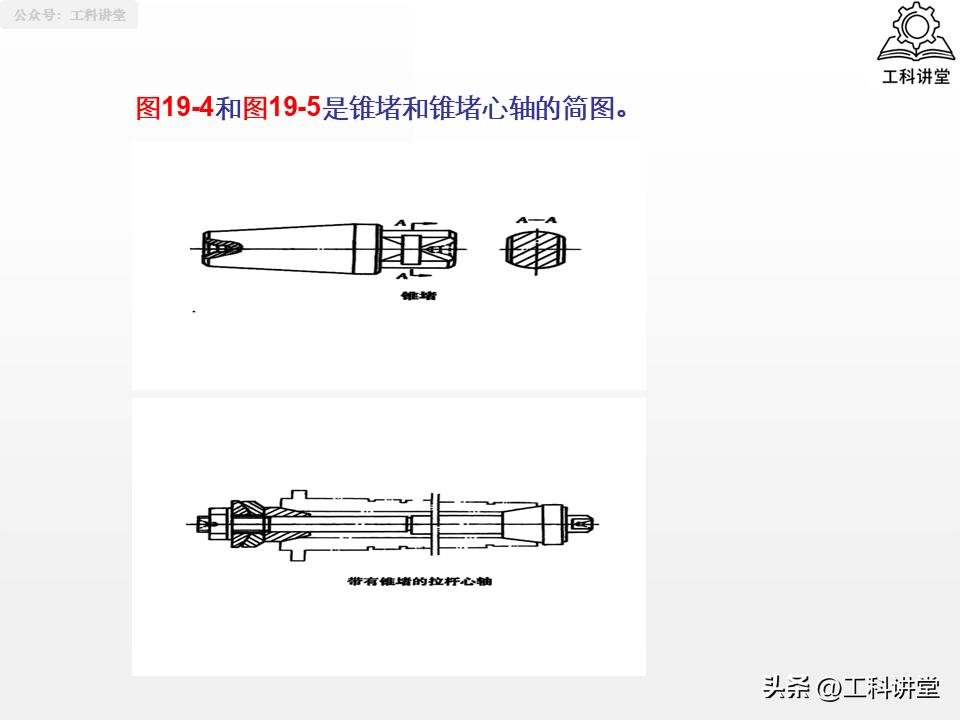
Shaft Verarbeitung, leicht zu treffen, die Hohlwelle Positionierung, Top-Loch Genauigkeit und tiefe Loch Bearbeitung der drei großen Probleme gibt, müssen Sie den richtigen Weg zu finden, um diese Gruben zu vermeiden. Erstens, für die Hohlwelle, um die Kegel-Stecker oder Kegel-Stecker-Achse, wenn der Kegel ist relativ kleinen Zustand auf die Verwendung von Kegel-Stecker, und wenn der Kegel ist relativ große Situation ist die Verwendung von Kegel-Stecker-Achse, und nach der Installation kann nicht in der Mitte des Tages ersetzt werden, um Positionierungsfehler zu vermeiden; Zweitens muss das obere Loch eine gute Arbeit des Schleifens zu tun, nach der Wärmebehandlung, Schleifen, bevor es notwendig ist, um die Durchführung der Reparatur Forschung Zweitens muss das obere Loch gut geschliffen werden, nach der Wärmebehandlung, vor dem Schleifen ist notwendig, um das Schleifen zu reparieren, um sicherzustellen, dass die Achse der beiden oberen Löcher zusammenfallen können, ist der Kegel Winkel genau, was der Schlüssel ist, um die Koaxialität der Wellen zu gewährleisten; Drittens sollte tiefes Loch Verarbeitung (L / D ≥ 5) angeordnet werden, um in der Anlassen nach dem Halbfinish Drehen des äußeren Kreises zu platzieren, nehmen Sie das Werkstück zu drehen, das Werkzeug in die Art und Weise zugeführt werden, um eine gute Arbeit in der Kühlung und Spanabfuhr im Zusammenhang mit Fragen zu tun, um zu verhindern, dass das Loch Wand rau werden.
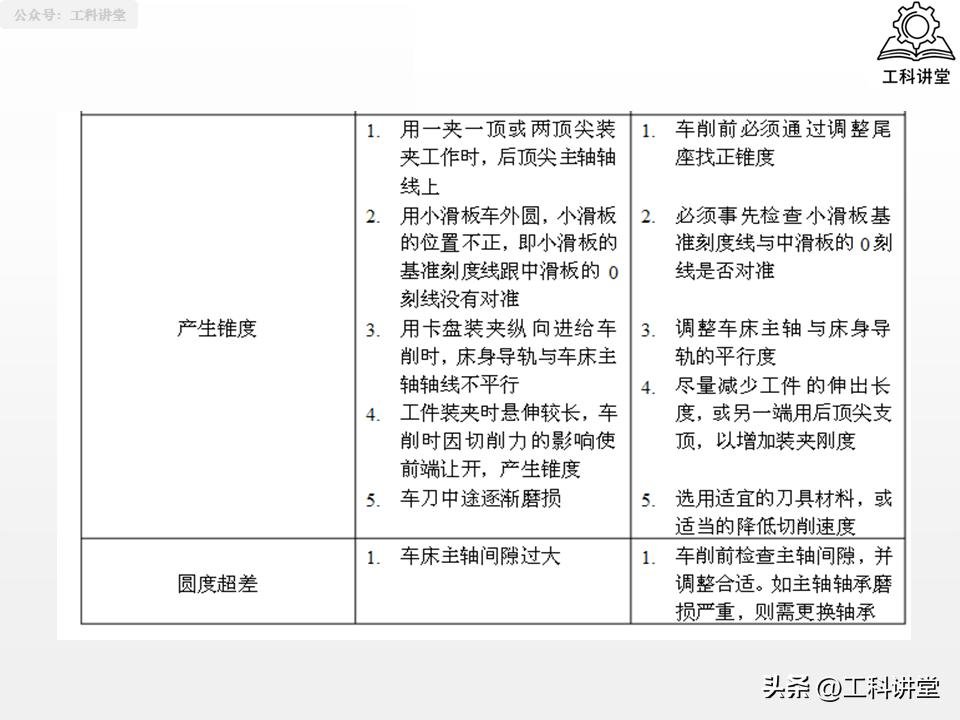
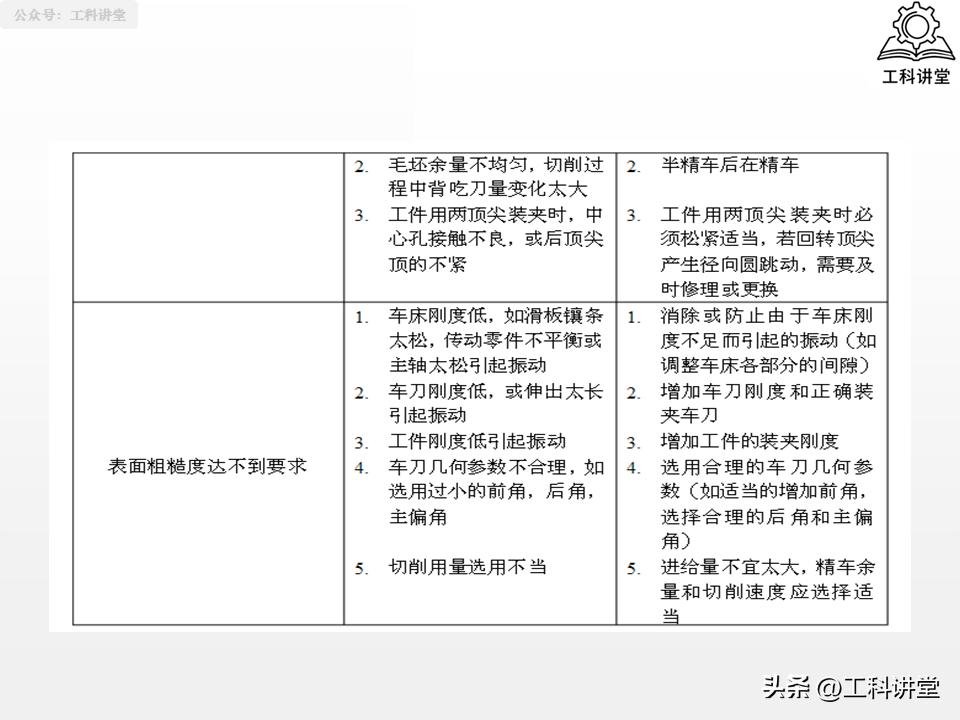
Dimension 5: Ausschussvermeidung und Rauheitskontrolle beim Wellendrehen
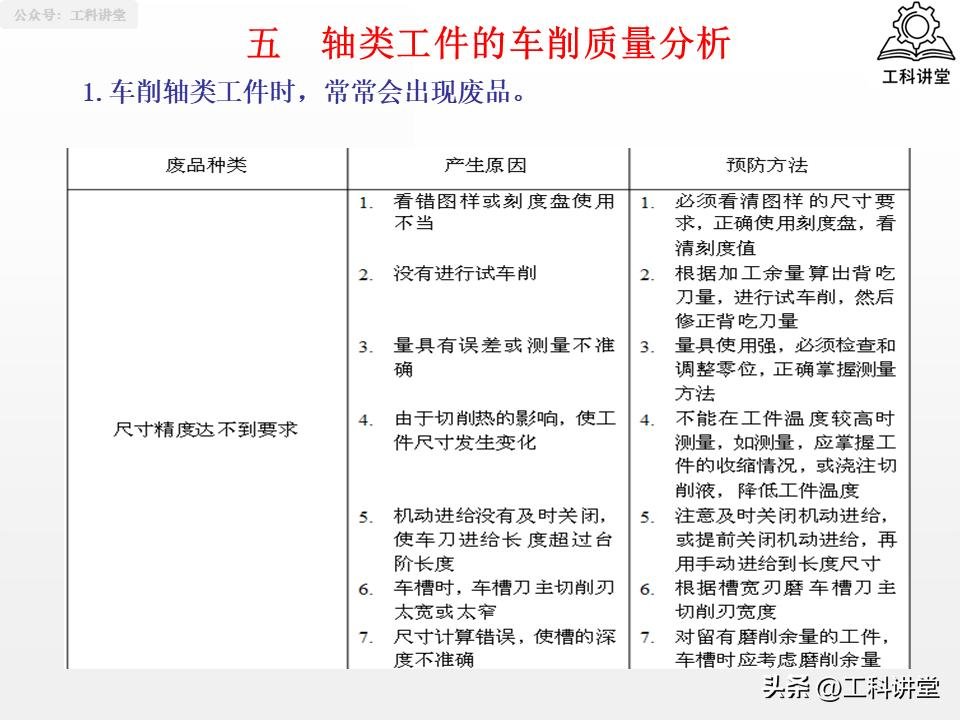
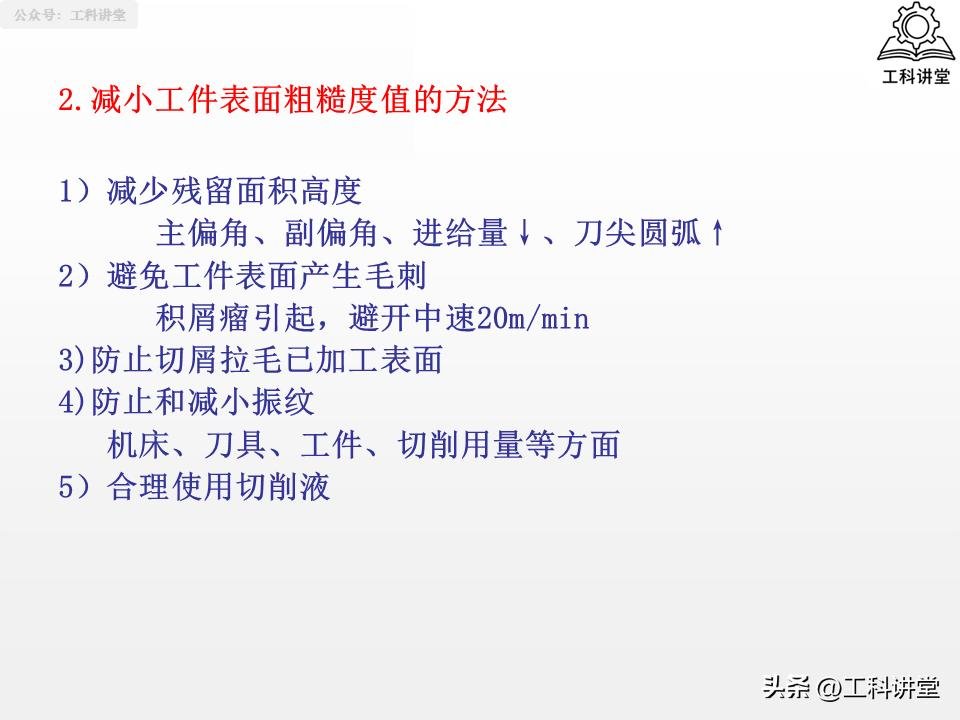
Shaft Verarbeitung in den grundlegenden Prozess des Drehens, Drehen, die meisten der Schrott aus der Größe Kontrolle, Form und Position Fehler, Oberflächenqualität der drei wichtigsten Probleme, wie folgt: wenn die Maßhaltigkeit ist nicht bis zu Standard, dann haben Sie eine gute Arbeit der Überprüfung der Zeichnungen und Proben, sondern auch Test-Drehen und Kalibrierung des Messgeräts, um die Auswirkungen der Hitze des Schneidens auf die Messung zu vermeiden; sobald der Kegel erzeugt wird, müssen Sie die richtige Reitstock zu finden, kalibrieren Sie die Skala der kleinen Schiebeplatte, so dass sichergestellt wird, dass die Drehbank Führung und die Spindel parallel bleiben; wenn die Rundheit zu schlecht ist, dann müssen Sie die Spindel Spiel, um sicherzustellen, dass das obere Loch Kontakt ist gut. Drehbankführung und Spindel müssen parallel bleiben; wenn die Rundheit zu schlecht ist, muss das Spindelspiel angepasst werden, um einen guten Kontakt der oberen Bohrung zu gewährleisten. Um die Oberflächenrauheit des Werkstücks zu reduzieren, ist der Kern, um die Restfläche zu reduzieren, um die wichtigsten Vize-Abweichung Winkel zu reduzieren, Futtermittel, erhöhen Sie die Spitze des Bogens, und zur gleichen Zeit zu vermeiden, Medium-Speed-Cutting, um die Ansammlung von Chip-Tumor zu verhindern, um die angemessene Verwendung von Schneidflüssigkeit, um zu verhindern, dass Chip Ziehen wurde verarbeitet Oberflächen, von der Werkzeugmaschine, Schneidwerkzeuge, Schneiden Dosierung aus verschiedenen Aspekten der Vibration Vibrationsmuster zu vermeiden.
PPT-Handout, eine Einführung in die Bearbeitung von Wellenteilen, am Ende des Artikels, um das Quelldokument des PPT-Handouts sowie eine erweiterte Trockenfassung ansehen zu können.




Aufgrund des begrenzten Inhalts der Titelseite werden nur die ersten 50 Seiten des Inhalts angezeigt
Vollständige Version des Quelldokuments des PPT-Handouts + erweiterter Probelauf













Keine Kommentare