
1. Ursachen für Verformungen
Es gibt einen Fall, bei dem der Stahl beim Schweißen durch die Hitze schmilzt. Aufgrund der thermischen Ausdehnung und Kontraktion kommt es beim Abkühlen und Schrumpfen des Stahls zu einer ungleichmäßigen Schrumpfung – dies ist der Grund für das beschriebene Phänomen.
2.Verformung beim SchweißenEinflussfaktoren
Es gibt zahlreiche Faktoren, die sich auf Schweißverformungen auswirken. Fasst man diese zusammen, so konzentrieren sich die meisten auf die drei Bereiche Werkstoff, Konstruktion und Verfahren.
1) Materielle Faktoren
Diese Situation ist hauptsächlich auf die physikalischen Eigenschaften des Materials selbst zurückzuführen, insbesondere auf den Wärmeausdehnungskoeffizienten sowie auf die Auswirkungen der Streckgrenze und des Elastizitätsmoduls auf das Material. Je höher der Ausdehnungskoeffizient des Materials ist, desto größer ist die Schweißverformung. Bei steigendem Elastizitätsmodul nimmt die Schweißverformung ab, während eine hohe Streckgrenze zu höheren Eigenspannungen führt, was wiederum eine Zunahme der Verformung zur Folge hat. Da der Ausdehnungskoeffizient von Edelstahl größer ist als der von Kohlenstoffstahl, neigt Edelstahl bei gleicher Materialstärke zu einer stärkeren Schweißverformung als Kohlenstoffstahl.
2) Strukturelle Faktoren
Den entscheidenden Einfluss auf die Schweißverformung hat die Konstruktion der Schweißkonstruktion. Der allgemeine Grundsatz lautet: Mit zunehmender Einspannung nehmen die Schweißrestspannungen zu, während die Schweißverformung entsprechend abnimmt.
3) Prozessfaktoren
Es gibt einige Faktoren, die einen wesentlichen Einfluss darauf haben; dazu gehören das Schweißverfahren, die Schweißwärmezufuhr (d. h. Stromstärke und Spannung), die Positionierung der Bauteile oder die Art ihrer Befestigung, die Schweißreihenfolge sowie der Einsatz von Schweißvorrichtungen. Von diesen Faktoren hat die Schweißreihenfolge den größten Einfluss.
3. Begrenzung von Schweißverformungen
01 Gestaltungsmaßnahmen
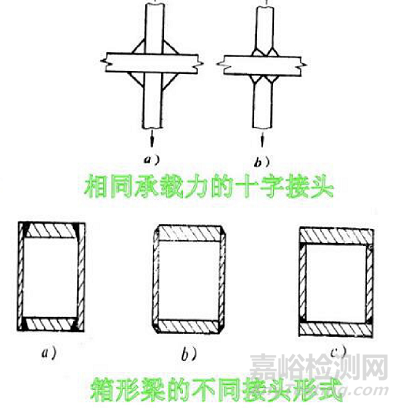
1) Sinnvolle Wahl der Abmessungen und der Art der Schweißnaht
Sofern die Tragfähigkeit der Konstruktion gewährleistet ist, sollten möglichst kleine Schweißnähte verwendet werden, um die Auswirkungen der Schweißwärmeeinbringung auf die Materialeigenschaften zu minimieren.
![图片[1]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_0.png)
2) Sinnvolle Wahl der Länge und Anzahl der Schweißnähte
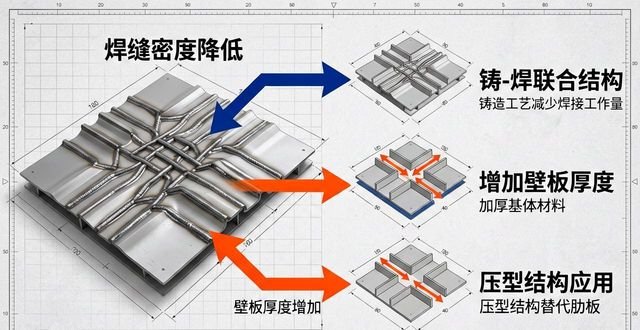
Sobald die Genehmigung vorliegt, werden Profile und Stanzteile verwendet; an Stellen mit zahlreichen und dicht beieinander liegenden Schweißnähten können –Schweißkonstruktionen eingesetzt werden, wodurch die Anzahl der Schweißnähte reduziert werden kann. Darüber hinaus kann eine angemessene Erhöhung der Wanddicke zur Verringerung der Anzahl der Rippen oder der Einsatz einer profilierten Konstruktion anstelle einer Rippenkonstruktion dazu beitragen, eine Verformung der dünnen Bleche zu verhindern.
3) Die Position der Schweißnähte sinnvoll anordnen
Die Schweißnähte sollten so angeordnet werden, dass sie möglichst symmetrisch zur neutralen Achse des Querschnitts verlaufen oder sich dieser Achse annähern; dies trägt in hohem Maße dazu bei, die Durchbiegung von Trägern und Stützen zu verringern.
![图片[3]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_2.png)
1) Methode der umgekehrten Verformung
Der Einsatz von Gegenverformung zur Kontrolle der Schweißnahtverformung ist die am häufigsten verwendete Schweißmethode.
2) Die Methode der Sicherheitsmarge
Beim Zuschnitt werden die tatsächliche Länge oder Breite der Teile gegenüber den Konstruktionsmaßen leicht vergrößert, um die Schrumpfung der Schweißteile auszugleichen. Diese Methode dient dazu, Schrumpfungsverformungen der Schweißteile zu verhindern.
3) Starre Befestigung
Bei Schweißkonstruktionen sollten Spannvorrichtungen oder starre Halterungen verwendet werden, um diese so gut wie möglich zu fixieren. Auf diese Weise lassen sich Winkel- und Biegeverformungen wirksam kontrollieren.
① Befestigen Sie die Schweißnaht auf einer starren Unterlage (geeignet für die starre Befestigung beim Verbinden dünner Platten).
![图片[4]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_3.png)
Die Schweißteile zu einer Konstruktion mit höherer Steifigkeit zusammenfügen; die Schweißteile zu einer symmetrischen Konstruktion zusammenfügen – dies eignet sich für die Fertigung von Konstruktionen wie T-Trägern.
![图片[5]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_4.png)
(iii) Verwendung von Schweißvorrichtungen zur Erhöhung der Steifigkeit und des Zwangs der Struktur.
④ Verwenden Sie provisorische Verstrebungen, um die strukturelle Festigkeit zu erhöhen.
![图片[6]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_6.png)
4) Wahl einer sinnvollen Reihenfolge für Montage und Schweißen
Die Montagereihenfolge hat einen erheblichen Einfluss auf die Verformung der geschweißten Struktur.
Zunächst sollten große, komplexe Schweißkonstruktionen, sofern die Bedingungen dies zulassen, in mehrere einfach strukturierte Bauteile unterteilt werden. Anschließend werden diese Bauteile einzeln verschweißt, und schließlich werden die fertig geschweißten Bauteile zur Endmontage zusammengefügt.
![图片[7]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_7.png)
② Die zu schweißende Stelle sollte sich in der Nähe der neutralen Achse des Bauteils befinden.
![图片[8]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_8.png)
③ Bei Konstruktionen mit unsymmetrischer Anordnung der Schweißnähte sollte beim Montageschweißen die Seite mit weniger Schweißnähten zuerst geschweißt werden.
(iv) Konstruktionen mit symmetrisch angeordneten Schweißnähten müssen von einer geraden Anzahl von Schweißern symmetrisch geschweißt werden.
![图片[9]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_9.png)
⑤ Beim Schweißen langer Schweißnähte (mit einer Länge von mehr als 1 m) können die Arbeiten in der in der folgenden Abbildung dargestellten Reihenfolge und Ausrichtung durchgeführt werden, um die Schrumpfungsverformung nach dem Schweißen zu verringern.
![图片[10]-焊接变形的成因及控制方法-大连富泓机械有限公司](/wp-content/uploads/2026/05/1780144042665_10.png)
Im Hinblick auf Schweißverformungen sollten wir bei der Auswahl des Schweißverfahrens darauf achten und ebenso bei der Festlegung der Prozessparameter für dieses Verfahren Es sollten möglichst Verfahren und Prozessparameter mit geringer Wärmeeinbringung gewählt werden, um zu verhindern, dass die Wahl von Verfahren und Prozessparametern mit höherer Wärmeeinbringung zu einer Zunahme der Schweißverformung führt. Es ist jedoch notwendig, in der Praxis viele Erfahrungen zu sammeln und daraus Lehren zu ziehen.














Keine Kommentare