

做BearbeitungProzess-Protokoll-Design, Prozess-Route Entwicklung ist das Kernskelett des gesamten Prozesses Design, die direkt bestimmt die Genauigkeit der Teile Verarbeitung kann nicht den Standard, es bestimmt auch die Effizienz der Produktion, es bestimmt auch, ob die Herstellungskosten kontrollierbar ist. Viele neue Handwerker machen oft den Fehler, sich auf einen einzigen Prozess der Verarbeitung von Parametern zu konzentrieren, aber die Logik des gesamten Prozesses Route zu ignorieren, die Rationalität des Endergebnisses der Teile Form und Position Toleranzen überschritten, sondern auch, um den Produktionszyklus wurde verlängert. Heute wollen wir den Kern der Logik des Prozesses Route zu sprechen gründlich, um die 4 goldenen Ordnung Prinzip, sowie 3 Arten von typischen Oberfläche der Standard-Bearbeitung Route, um Ihnen zu helfen, eine komplette Prozesskette Design-Ideen.
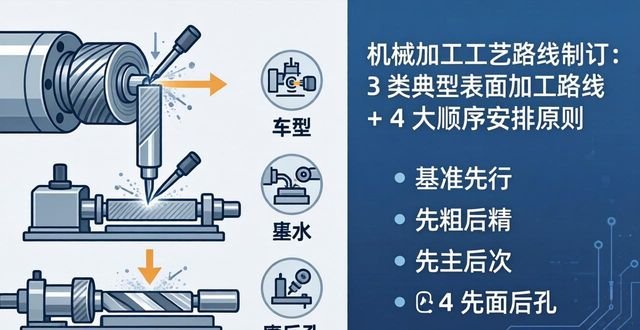
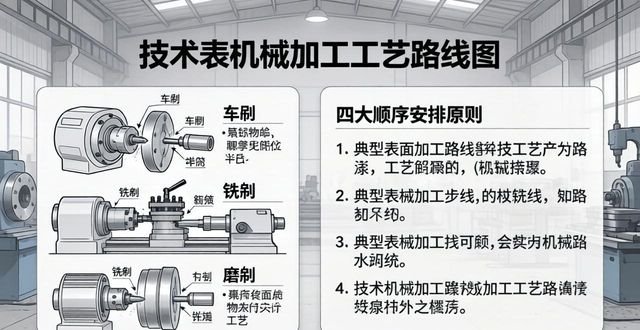
I. Die zugrundeliegende Logik der Entwicklung von Prozessabläufen: 4 Hauptprinzipien für die Anordnung von Prozessabläufen
Diese vier Grundsätze sind grundlegend für die Gestaltung von Prozesswegen, und wenn einer von ihnen verletzt wird, besteht eine hohe Wahrscheinlichkeit, dass im gesamten Prozess unkontrollierbare Probleme auftreten. Dies ist auch der Kern der wichtigsten Werkzeuge, die von erfahrenen Handwerkern zur Kontrolle der Qualität des Prozesses verwendet werden.
1. zuerst Benchmarking: Benchmarking vor der Bearbeitung
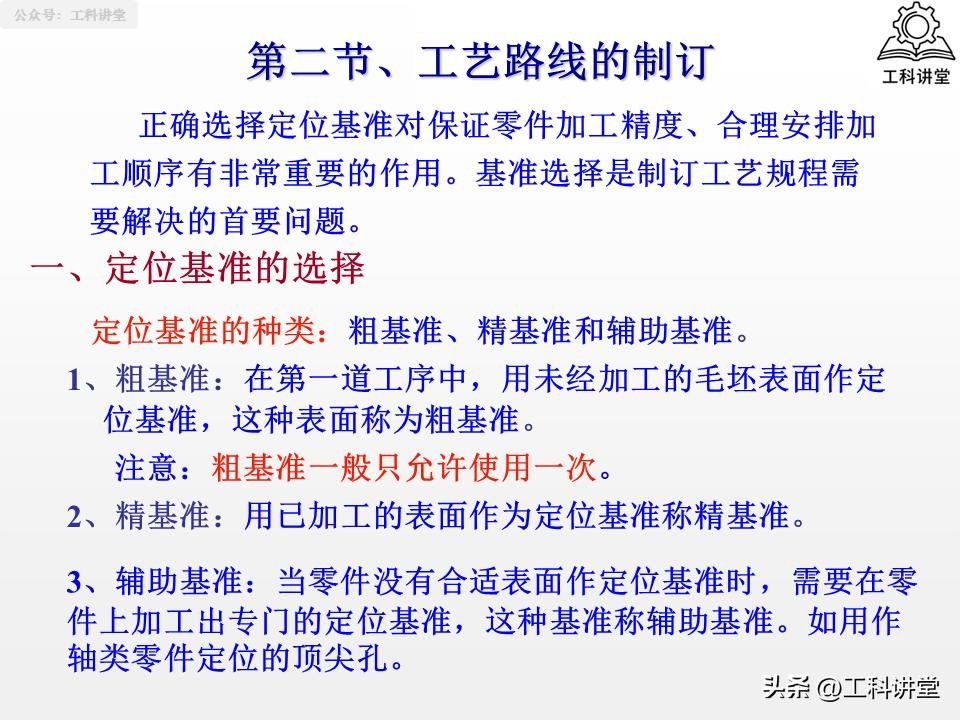
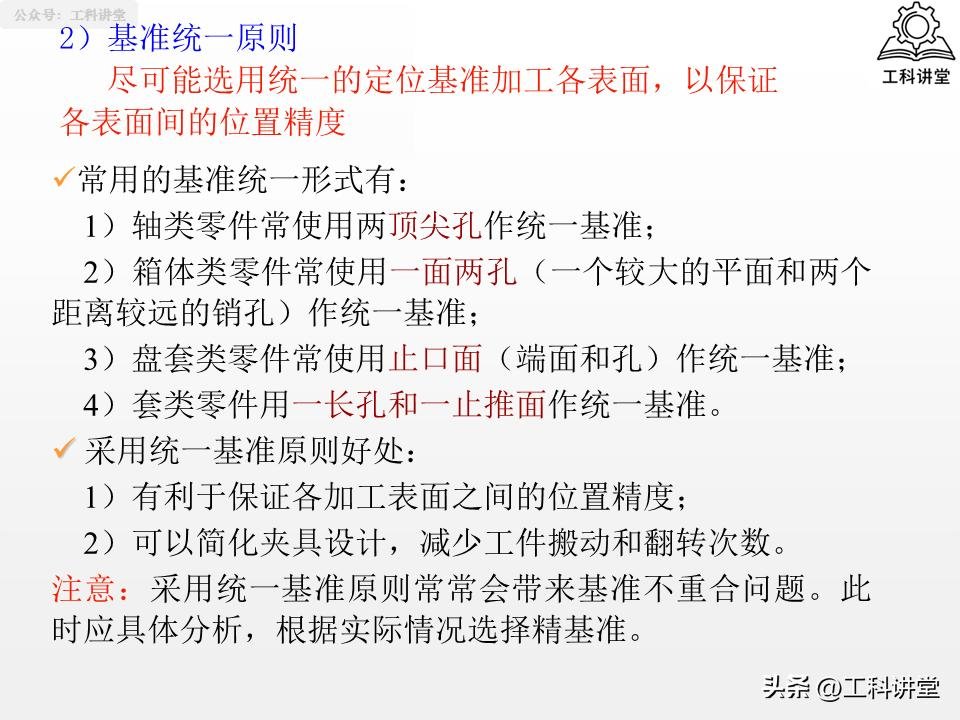
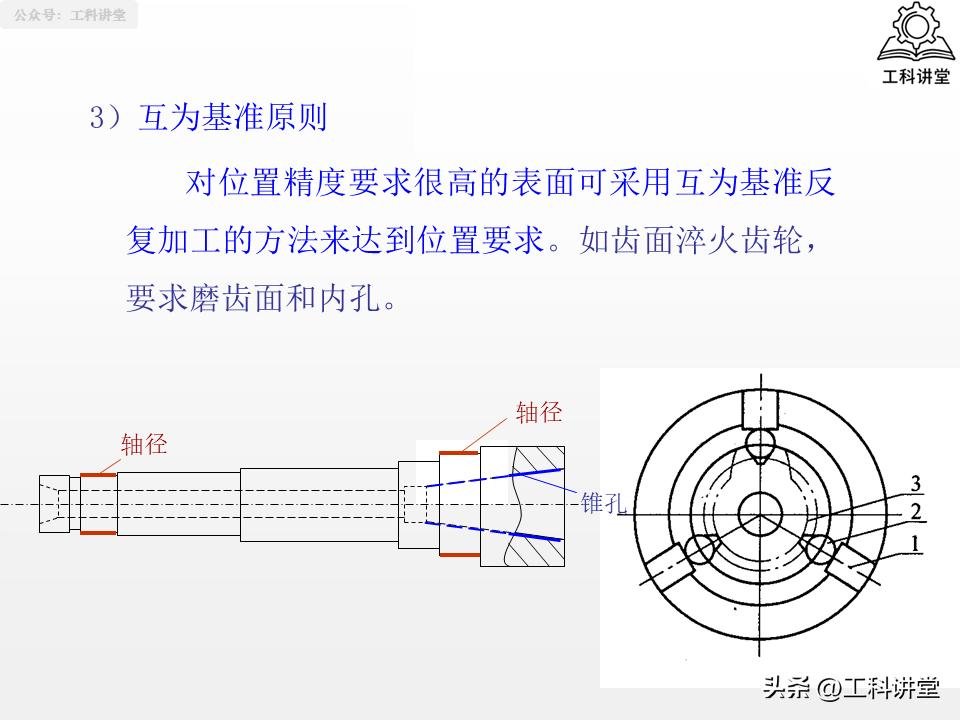
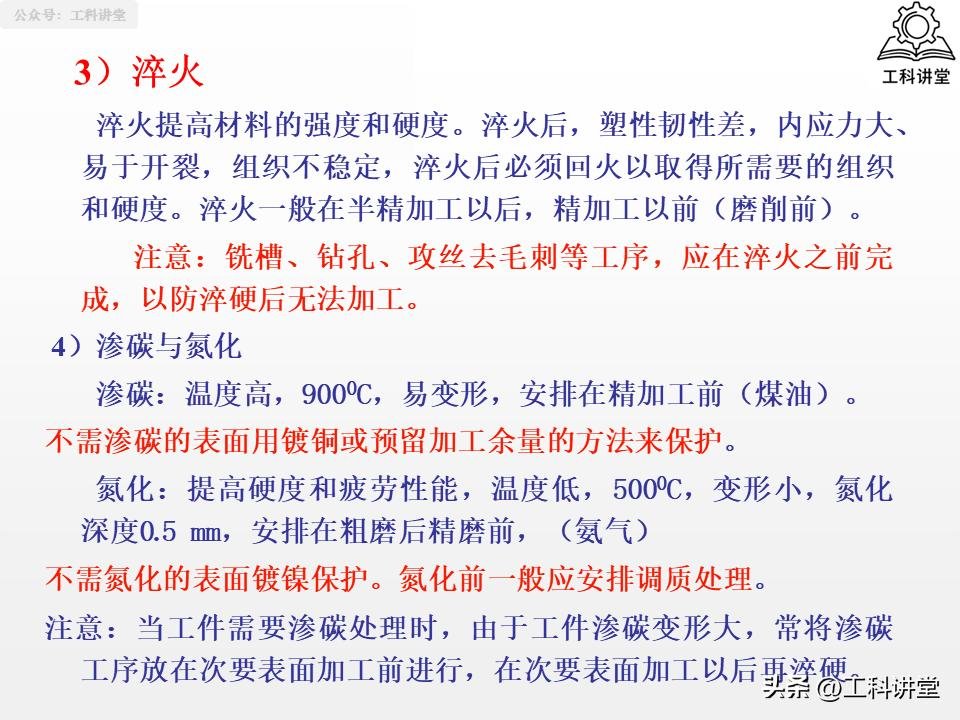
In allen Bearbeitungsabläufen ist dies die erste, die den Richtlinien folgt, im Wesentlichen “zuerst die Straße zu fixieren, und erst danach das Auto zu laufen”. Die Bearbeitungsgenauigkeit aller nachfolgenden Prozesse hängt davon ab, ob die Positionierungsreferenz stabil ist. In der Praxis ist der erste Schritt der Welle Teile müssen die erste Stirnfläche und die Oberseite des Lochs verarbeitet werden, Box-Teile sind vorrangig auf die Verarbeitung der “eine Seite zur gleichen Zeit gibt es zwei Löcher verbunden” die Art der einheitlichen Benchmarks gegeben; und in den wichtigen Oberflächenveredelung vor, unbedingt auf die Benchmarks zu reparieren, wie die Welle Teile in der Abschrecken, Präzisionsschleifen vor Nach dem Abschrecken muss das Mittelloch geschliffen werden, um die durch die Wärmebehandlung verursachte Verformung des Bezugspunkts zu beseitigen; dies ist ein wichtiger Punkt, den viele Anfänger sehr wahrscheinlich übersehen.
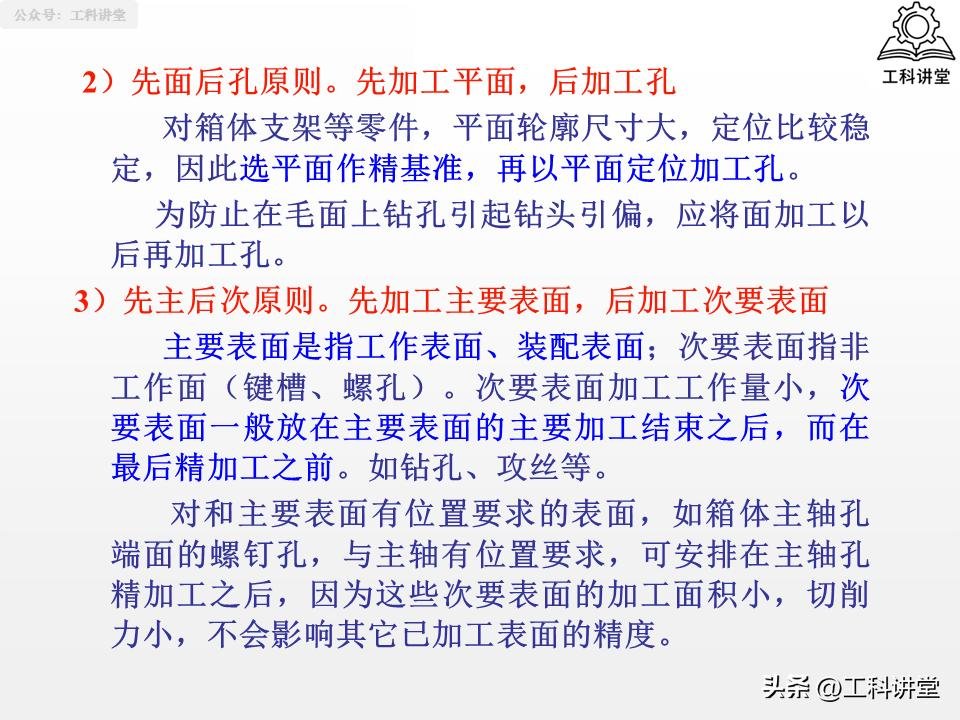
2) Der Grundsatz "Fläche vor Loch": erst die Fläche stabilisieren, dann das Loch bearbeiten.
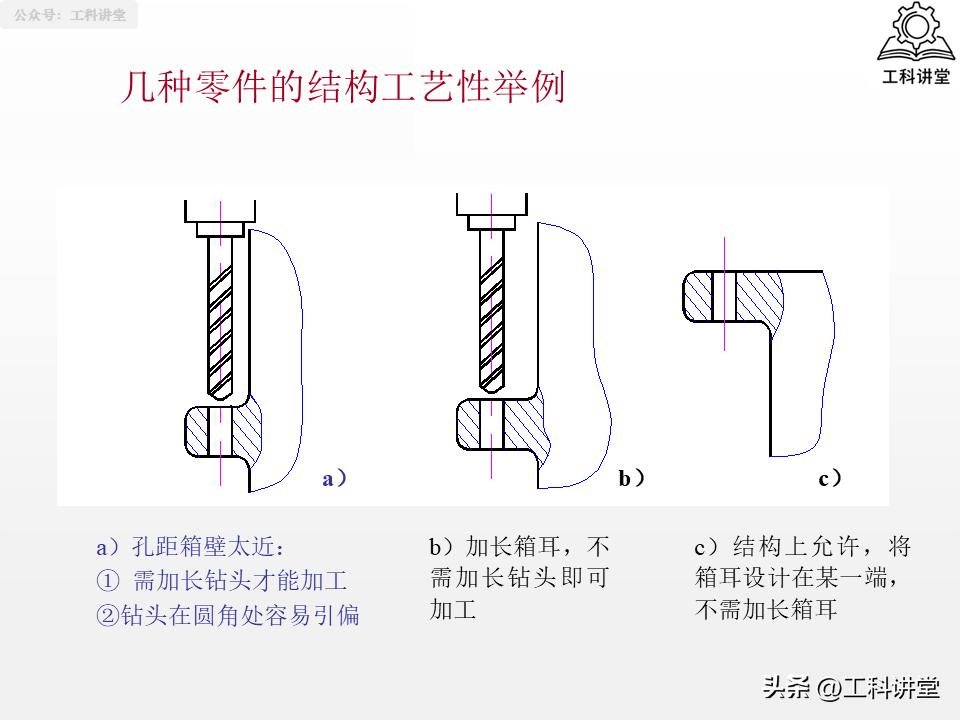
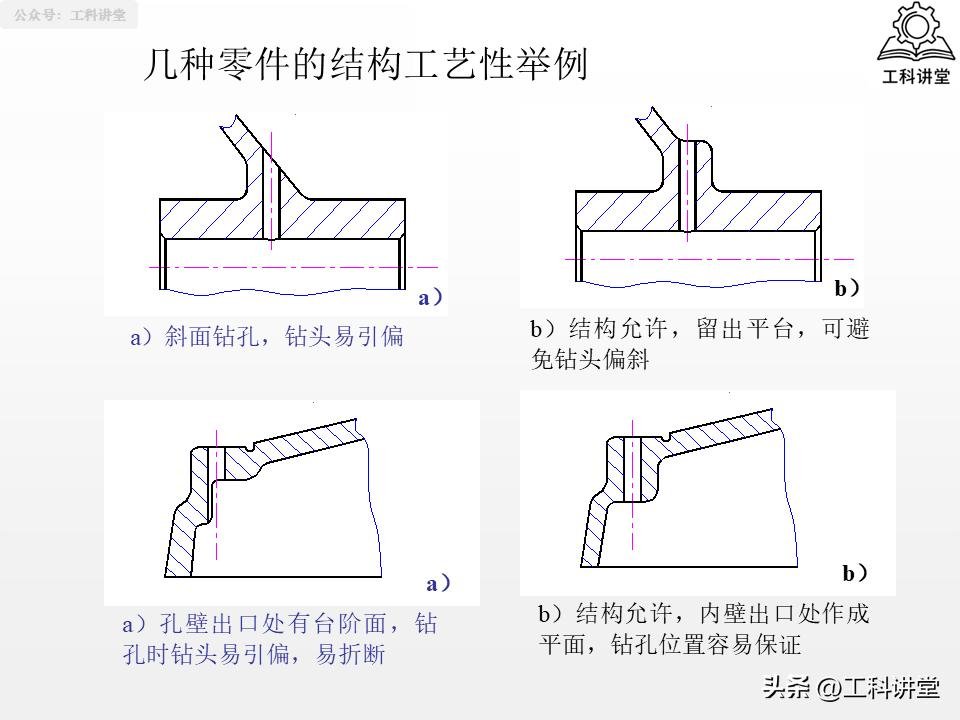
Vor allem für das Prinzip der Box, Klammer Teile, die Ebene der Kontur Größe ist groß, mit der Ebene als Positionierung Referenz, Klemmen wird stabiler und zuverlässiger, kritischer ist, dass die Ebene wird zuerst verarbeitet werden, und dann Bohren von Löchern in der Ebene, in der Verarbeitung von kleinen Löchern, tiefe Löcher, kann grundsätzlich vermieden werden, wenn der Bohrer in die Bohrung des Problems der Führung, Bruch, die Reihenfolge kann erheblich reduzieren die Rate der Schrott.
3. das Prinzip der Prioritätensetzung: Erhaltung des Kerns vor den Nebensächlichkeiten
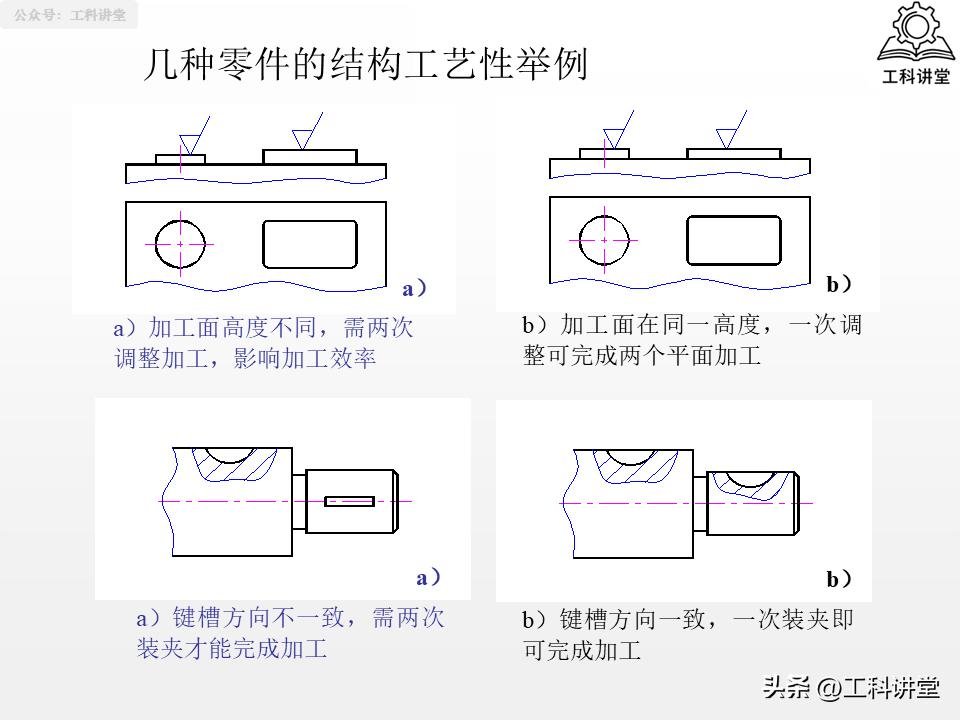
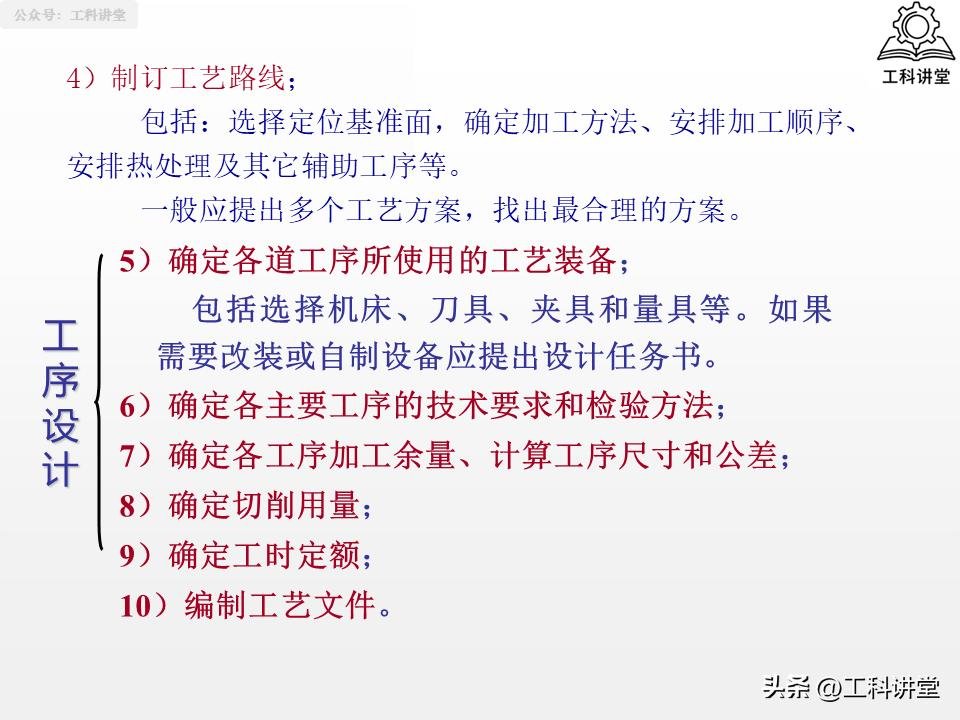
Für Teile, die Arbeitsfläche, Montage Bezugspunkt Oberfläche wie die Hauptoberfläche, direkt auf die Verwendung der Leistung der Teile eine entscheidende Rolle zu spielen, so muss es Priorität gegeben werden, um für die Verarbeitung zu arrangieren; und wie die Keilnut, Gewindebohrungen, Befestigungslöcher dieser sekundären Oberflächen, aufgrund der geringen Menge der Bearbeitung, Schnittkraft ist schwach, wird einheitlich in den großen Oberflächen angeordnet werden, um Semi-Finishing nach der endgültigen Fertigstellung vor Abschluss der Linie. Auf diese Weise wird nicht nur nicht durch die Verarbeitung von sekundären Oberflächen, was in der Kernoberfläche wurde fertig beschädigt, sondern auch in der Lage, die Anzahl der Klemmung zu reduzieren, und damit die Effizienz der Verarbeitung.
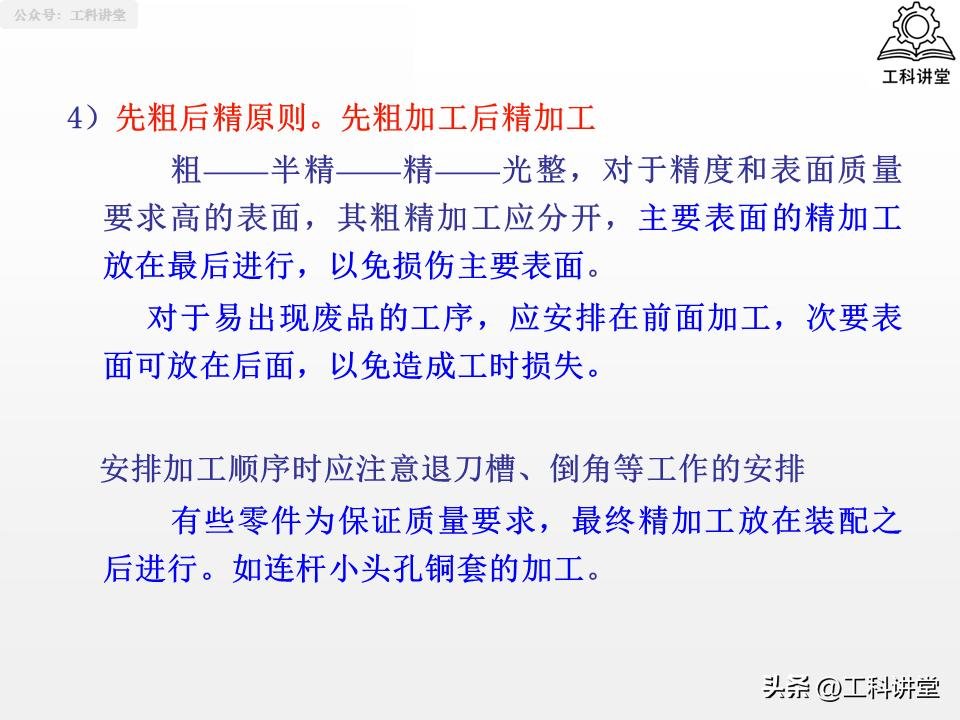
4. der Grundsatz "Rauheit vor Präzision": schrittweises Vorgehen zur Gewährleistung der Genauigkeit
Der gesamte Bearbeitungsprozess erfolgt Schritt für Schritt in der strengen Reihenfolge “Schruppen - Halbschlichten - Schlichten - Polieren”. In der Schruppphase liegt die Priorität auf dem schnellen Abtragen großer Teile. Beim Halbschlichten werden die durch das Schruppen verursachten Verformungen und Fehler korrigiert und damit die Grundlage für das Schlichten gelegt. Ziel des Schlichtens ist es, die in den Zeichnungen festgelegten Anforderungen an Genauigkeit und Rauheit vollständig zu erfüllen. Durch die Trennung von Schruppen und Schlichten wird einerseits verhindert, dass durch die Verformung beim Schruppen Zerspanungskräfte und Zerspanungswärme entstehen, was sich wiederum auf die endgültige Genauigkeit auswirkt, und andererseits können Sandlöcher im Rohling, unzureichende Ränder und andere Arten von Fehlern so früh wie möglich erkannt werden, wodurch die Verschwendung ungültiger Arbeitsstunden ohne Grund wirksam verringert wird.
Zweitens, der Kern der Landung der Praxis: 3 Arten von typischen Oberfläche der Standard-Verarbeitung Route
Mechanische Teile, egal wie komplex seine Struktur, in seinem Wesen, sind von drei Arten von grundlegenden Oberflächen des äußeren Kreises, Löcher, Ebenen, solange die drei Arten von Oberflächen, um die Bearbeitung Route, wird es in der Lage sein, sich mit der Mehrheit der konventionellen Teile des Prozesses Design.
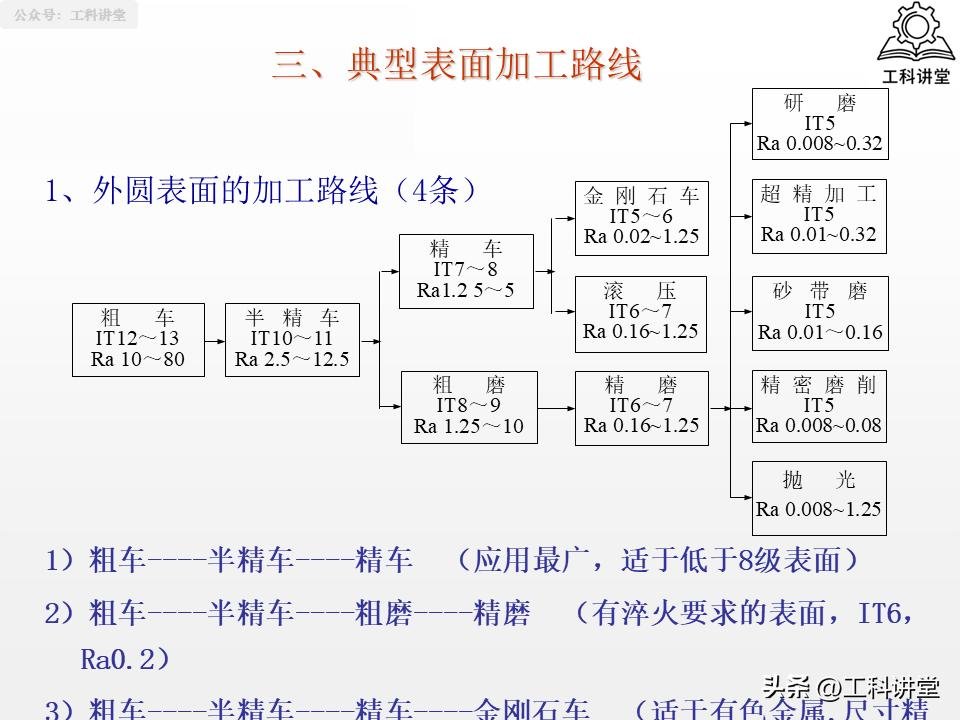
1. zylindrische Oberflächenbearbeitungswege
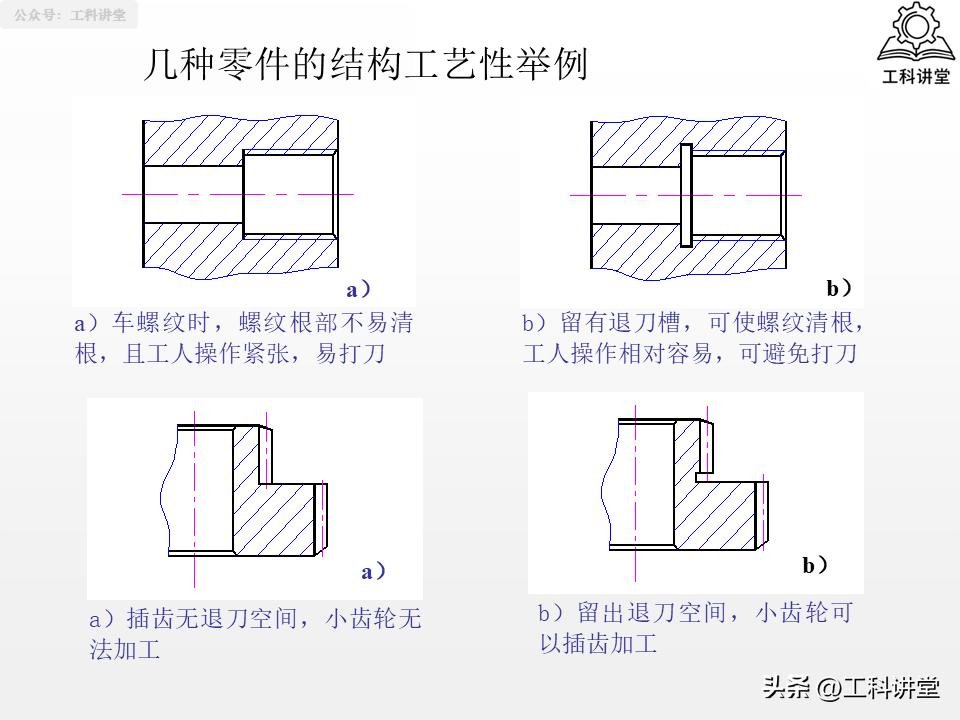
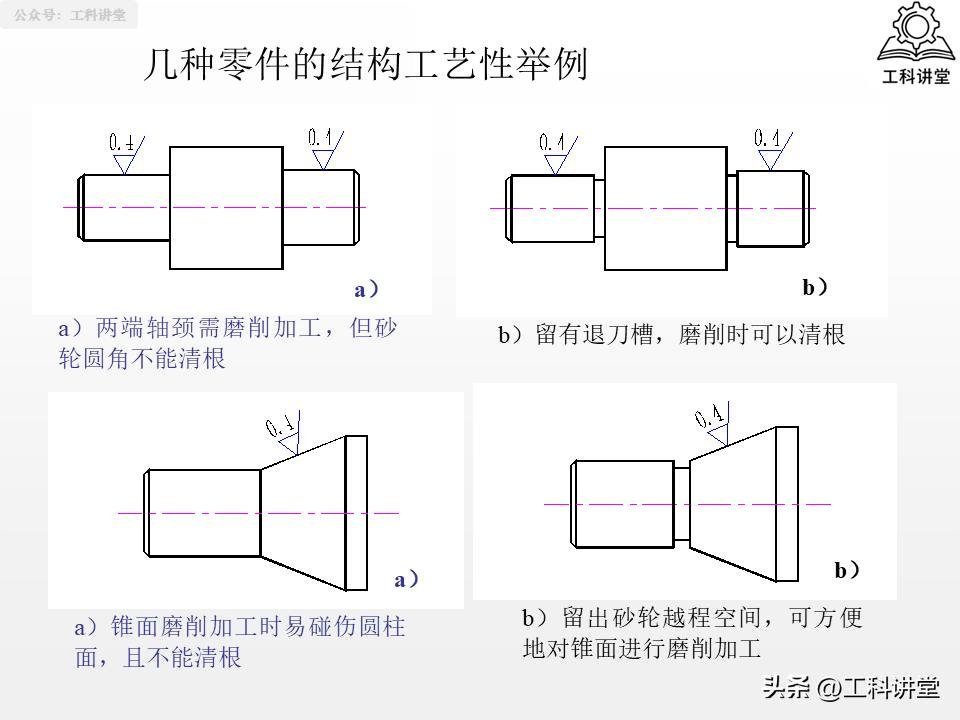
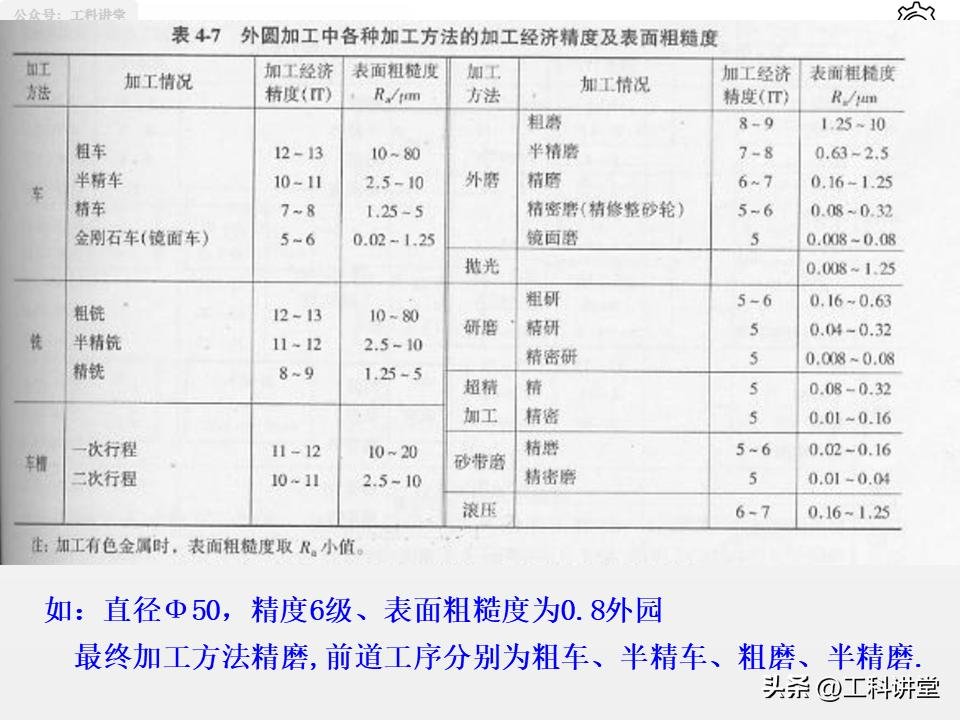
Sein äußerer Kreis, ist die Kernoberfläche von Wellen und Scheiben und Hülsenteile, gibt es klare Anwendungsszenarien für die allgemeine Route, die am häufigsten verwendet wird, ist Schruppen Drehen, und dann Semi-Finish-Drehen, gefolgt von Finish-Drehen, so dass die Anforderungen an die Genauigkeit innerhalb IT8 erfüllen; Teile mit Abschrecken Anforderungen müssen Schruppen Drehen, dann Semi-Finish-Drehen, gefolgt von Abschrecken, gefolgt von Grobschleifen, und dann Finish-Schleifen, unter Berufung auf Schleifen, um die Verformung der Wärmebehandlung zu korrigieren; Nichteisen-Teile sind aus weichen Materialien, und es ist leicht zu blockieren die Schleifscheibe. Das Material von Nichteisen-Metallteilen ist weich und kann die Schleifscheibe leicht blockieren, so dass es vorzuziehen ist, das Schruppdrehen, dann das Halbpräzisionsdrehen, gefolgt vom Präzisionsdrehen und schließlich das Diamantdrehen zu verwenden; für Teile mit ultrahohen Präzisions- und ultrageringen Rauheitsanforderungen ist es notwendig, das Schleifen nach dem Präzisionsschleifen sowie den Ultrafinish-Prozess zu erhöhen.
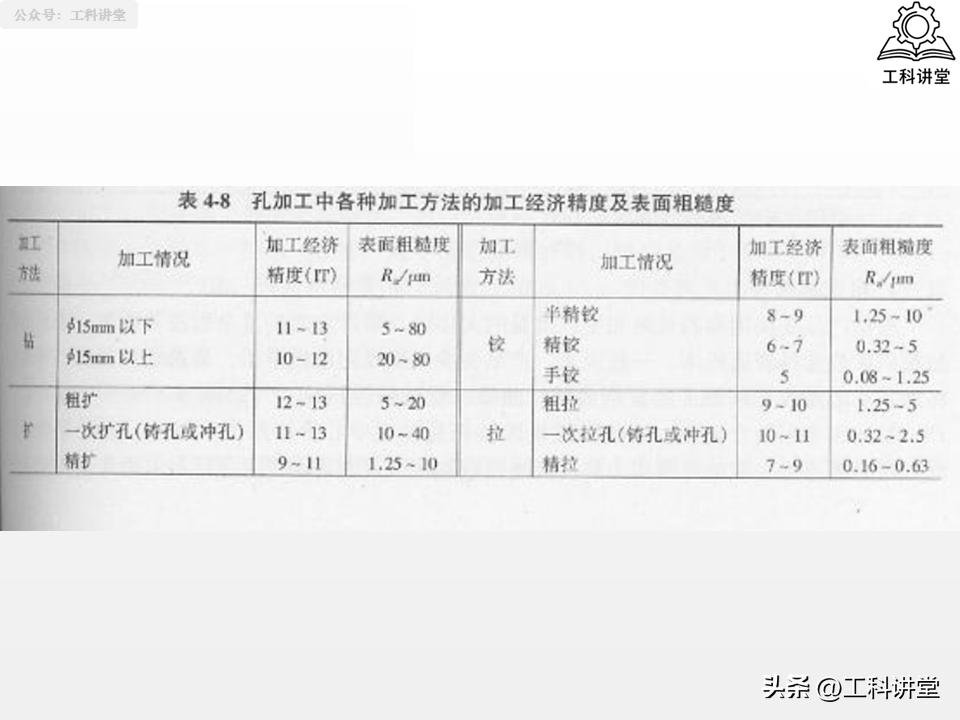
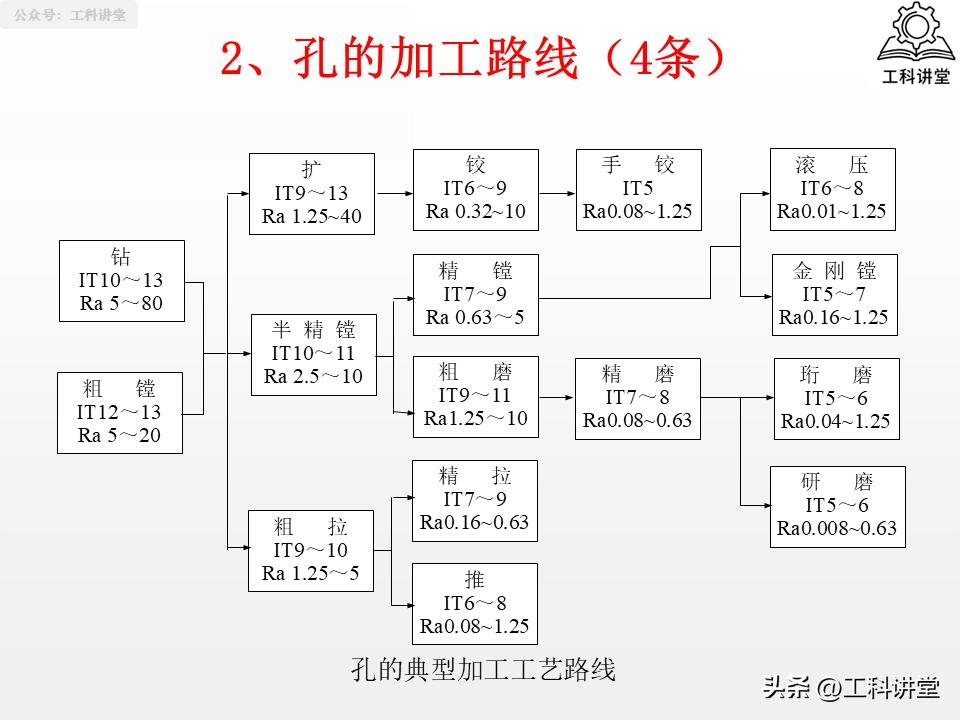
2. lochfräsen
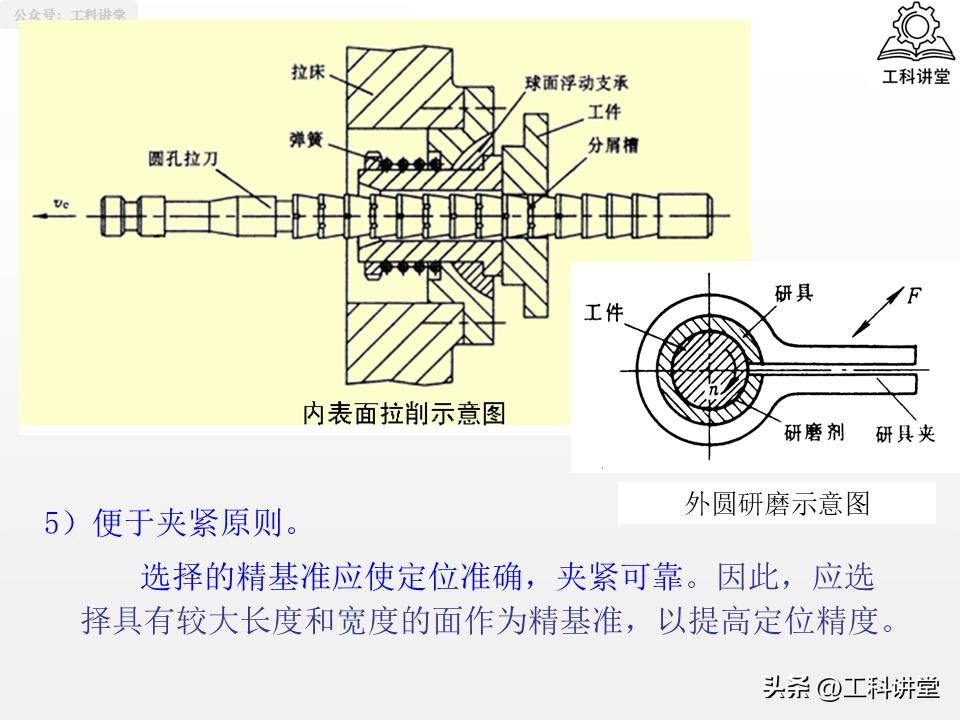
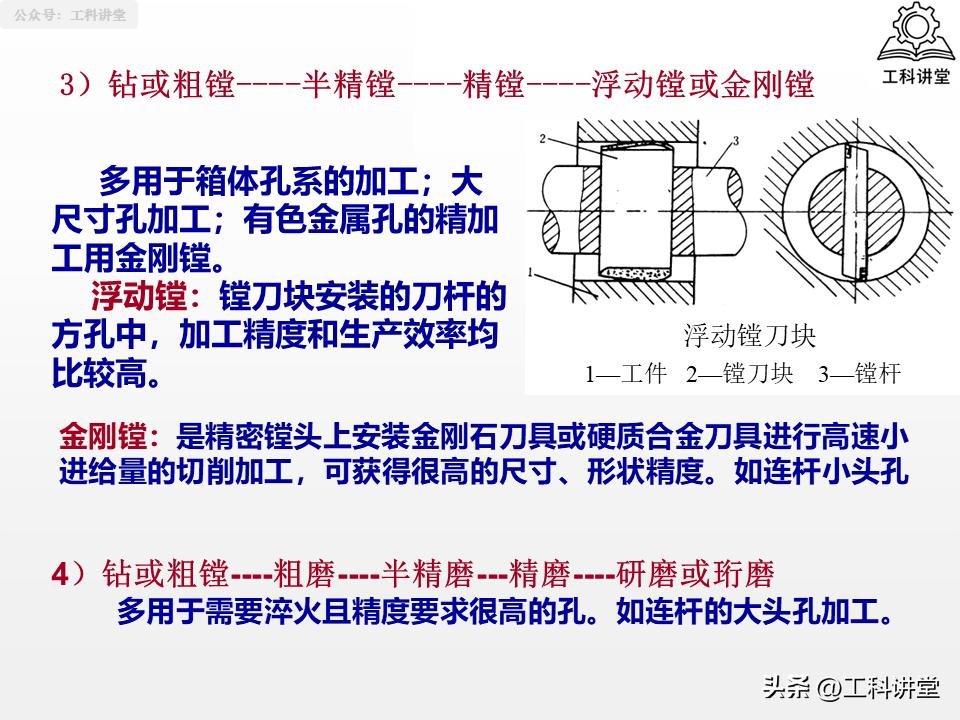
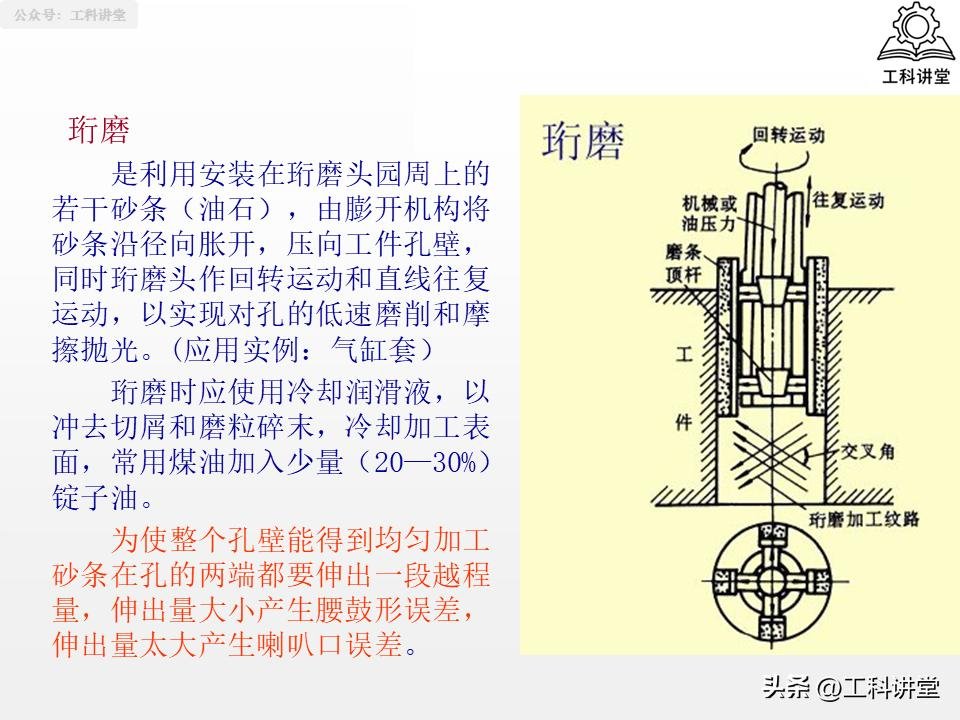
Für kleine und mittelgroße ungehärtete Löcher ist der klassische Weg Bohren - Aufweiten - Reiben. Für die Massenproduktion von Löchern für Futterscheiben und Buchsen wird die produktivere Route Bohren - Schruppen - Feinbohren bevorzugt. Für große Bohrungen in Gehäusen wird das Verfahren Vorbohren - Halbfeinbohren - Feinbohren - Fließbohren / Diamantbohren verwendet. Bei hochpräzisen Bohrungen, die gehärtet werden müssen, muss zur Gewährleistung der Genauigkeit grob geschliffen - halbfein geschliffen - fein geschliffen - gehont / geläppt werden.
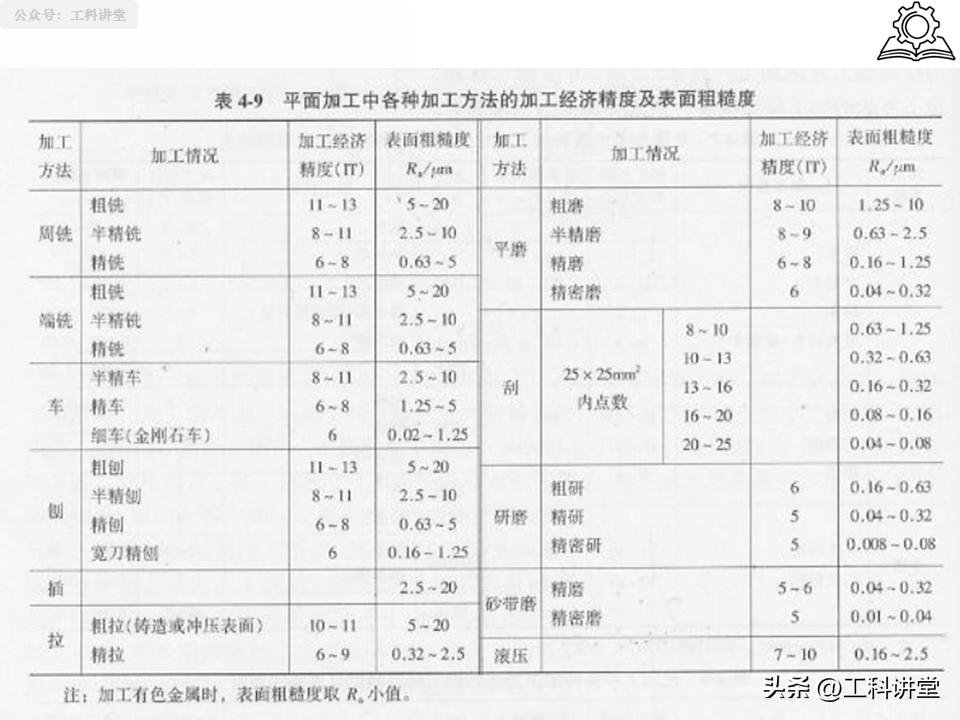
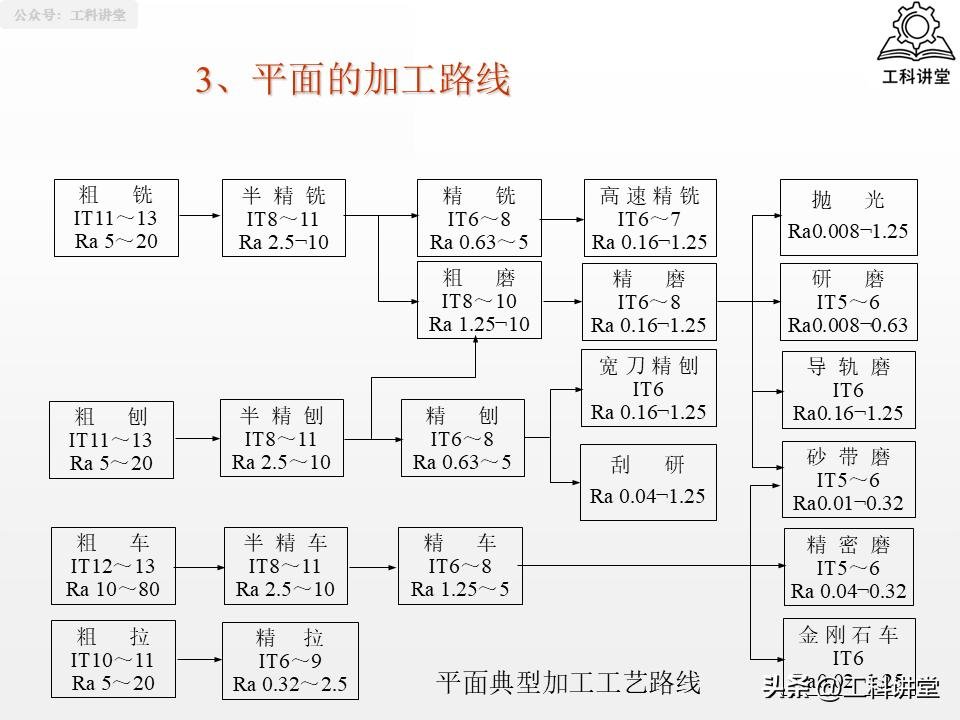
3. flache Bearbeitungswege
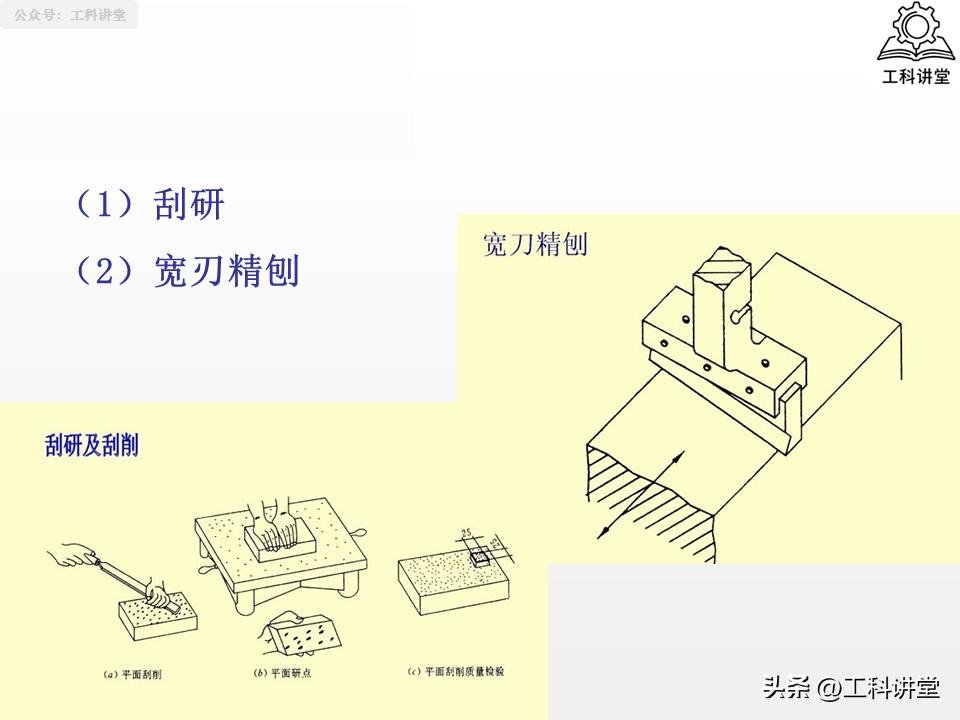
Flugzeug als das Herzstück der Box, Rahmenteile, Fräsen ist der Mainstream-Weg, es folgt die konventionelle Route ist zunächst grobe Fräsen, gefolgt von Halb-Finish-Fräsen, und schließlich feines Fräsen; für die schmale Ebene und ein einzelnes Stück der Kleinserienfertigung, das gleiche kann verwendet werden, zunächst grobe Hobeln, und dann Halb-Finish-Hobeln, und schließlich feines Hobeln, nicht unmöglich; und wenn es Anforderungen für das Abschrecken und hochpräzise Anforderungen für die Ebene, dann ist es unvermeidlich, dass zusätzliche Schleifverfahren, die Route ist grob Fräsen oder Hobeln, und dann Halbfinish Fräsen oder Hobeln, gefolgt von Abschrecken, und dann grobe Schleifen, und schließlich Feinschleifen; im Falle der Massenproduktion, die Ebene Verarbeitung wird die Priorität auf die Verwendung von Räumnadel, so dass die Effizienz der Qualität erreicht werden kann, um Sprünge und Grenzen verbessert werden.
In der Tat gibt es keine Standardlösung für die Prozessroute, die oben genannten Prinzipien und Routen sind das Grundgerüst, das letztendlich flexibel an die Ausrüstungsbedingungen der Fabrik, die Größe der Produktionscharge und die tatsächliche Verarbeitungskapazität angepasst werden muss, so dass das Grundgerüst flexibel angewendet werden kann, um Qualität, Effizienz und Kosten zu berücksichtigen, was der eigentliche Kern der Prozessgestaltung ist.
Das PPT-Handout bietet eine Einführung in die Vorschriften für Bearbeitungsprozesse, und das Quelldokument für das PPT-Handout sowie erweiterte Trockenübungen können am Ende des Artikels eingesehen werden.

Es gibt einhundertsechzig Seiten Volltext, die den gesamten Inhalt enthalten, und im Falle der Beschränkung der Inhaltsseiten, die zur Überschrift gehören, werden nur die ersten sechzig Seiten des Inhalts angezeigt.
Vollständige Version des Quelldokuments des PPT-Handouts + erweiterter Probelauf













Keine Kommentare