
在传统制造里头, 复杂金属板材型材的切割, 一般是依赖那昂贵的冲压工具或者机械剪切工具, 这就致使在小批量、高重复的生产环境当中, 缺少成本效益, 并且灵活性不足。在处理高强度材料或者要求精细特征的零件之际, 机械切割很可能引发应力集中以及变形, 进而对最终装配精度造成影响。对于现代机械设计来讲, 能够兼顾设计自由度、切割速度以及边缘质量的非接触式多功能加工解决办法是非常重要的。镭射切割技艺借助高能量密度之光, 达成近乎所有工业材料的精准、高效以及无应力剥离, 于此达到这般需求, 为优化设计与制造工作流程给出一条变革性路径。
Was ist das?Laserschneiden
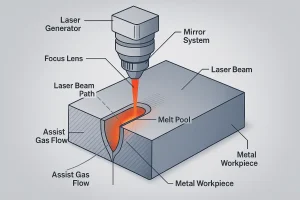
激光切割是一种先进的热分离工艺, 借助高度集中的强光束来去除材料, 其核心原理是, 由激光发生器产生一束光束, 这束光束具有单色、相干以及高度定向的特性, 接着, 那束光束经由聚焦透镜等光学系统进行传输, 而后集中到一个极小的焦点上, 进而产生巨大的能量密度。
![图片[1]-激光切割:工艺原理、优势和工业应用-大连富泓机械有限公司](/wp-content/uploads/2026/07/1784024207881_0.webp)
激光焊接工艺示意图,突出显示光束路径和熔池的形成。
聚光光斑_hit_工件表面之际, 材料迅速吸收到能量, 其温度径直飙升至熔点或沸点之上。因材料与所用辅助气体各异,_去除机制主要分作下述几种: 在此情形下, 惰性气体比方说氮气来把熔融材料吹走, 这为融合切割;在此情状下, 材料直接变为气体且喷出, 这 于存在一个蒸发切割中;还有就是火焰/氧化切割, 运用活性气体像氧气产生出放热反应, 以此助力熔化并加快切割进程。在现代industrielle Anwendung里头, 光纤激光器以及CO₂激光器, 光纤激光器凭借其相当出众的光束质量以及电气效率, 被越来越频繁地运用到金属加工领域。精准的数控运动系统能够保证激光光斑精确无误地依照编程路径达成高质量的轮廓切割。
Zentrale Stärken
激光切割技术, 通过提供可预测结果, 此结果对工程决策至关重要, 还提供操作效率, 从根本上改变了制造能力。以下基于结果的优势, 凸显了该工艺的价值。
äußerst präzise和尺寸准确性
微小聚焦点的激光束, 能实现非常窄的切口, 进而直接转化为具备高几何精度以及实现复杂特征的能力。因为加工过程属于非接触式, 所以消除了由夹紧力或切割力所形成的机械变形。这就保证了卓越的尺寸一致性与零件完整性, 而这对于需要遵从严格装配公差的部件来讲是极其关键的。
加快周转,提高生产率
激光切割速度非常快, 特别是在切割中薄板材之际, 跟大多数机械方法相比较, 能够明显缩短每个零件的切割时间周期。它配合高密度套料以及易于集成的自动材料处理系统, 这一工艺能够达成高产能, 并且将人工干预最大限度地予以减少。这种自动化的潜力以及速度压缩了交货的时间, 进而达成了原型和大批量生产的快速周转。
降低总体生产成本
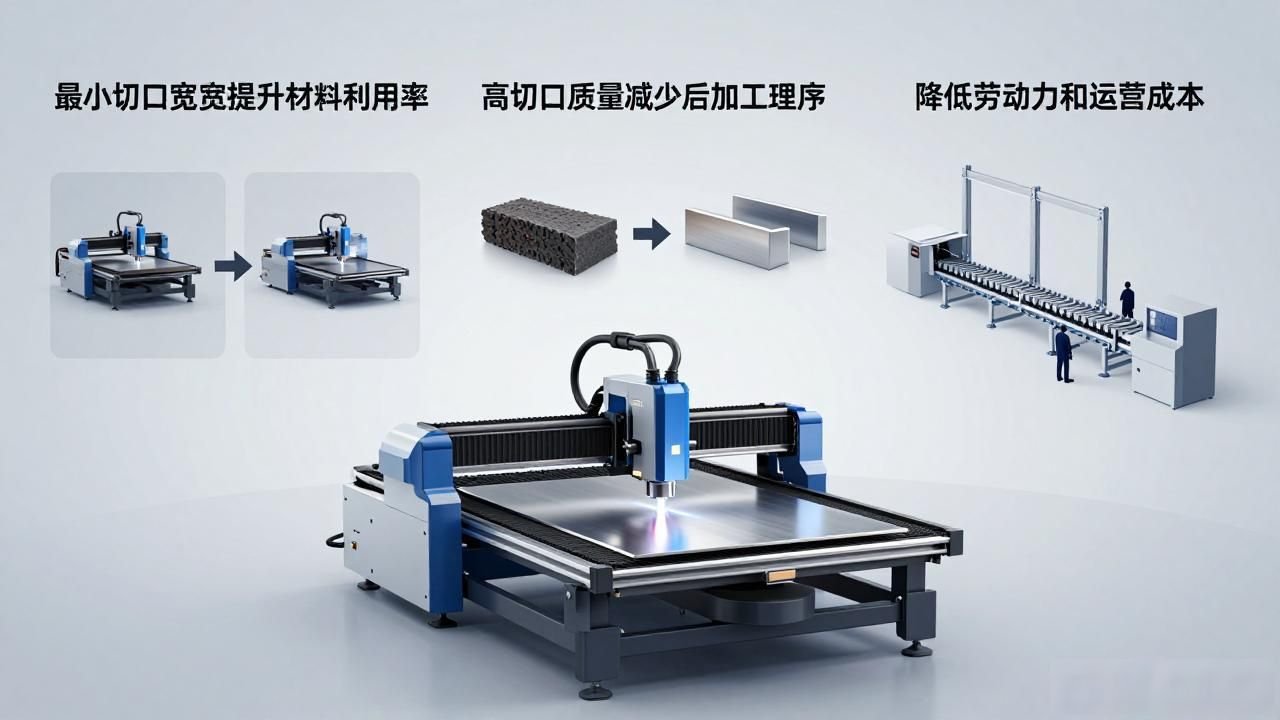
多种因素综合起来发挥作用, 使得总体拥有成本降低了(技术合作组织)。最小的切口宽度能够把材料利用率提升到最大限度, 对于昂贵的合金而言, 这有着特别的价值。除此之外, 因为切口质量是高的, 所以通常不需要进行去毛刺或打磨等二次加工工序, 或者大大减少了此类工序。后加工链被简化, 这直接让劳动力和运营成本降低了。
设计灵活,工艺多样
激光切割, 其运行本身并不需要借助工具。它能够立刻开展生产变更, 而且不存在延迟情况, 也无需耗费新的工具。这种具备高度灵活性特性的方式, 能够轻松地对复杂的设计迭代予以支持, 还能定制一次性零件。它的工艺有着很强的适应性, 几乎可以将所有工业材料涵盖其中, 这些材料包括从标准碳钢到会反射的铜的各类材质, 并且它支持各种不同的厚度, 能够为不一样的制造需求提供独一无二的解决方案。
材料和厚度能力类别典型激光类型常用材料主要流程说明
Speiseöl
光纤激光器
碳钢、不锈钢、铝、铜合金
加工效能表现突出, 氮元素融合实施切割的情形里头, 则能够保证边缘部分不会出现氧化物, 厚度能够达到超过二十毫米的程度。
非金属
CO₂ 激光器
丙烯酸、木材、聚合物、纺织品、复合材料
气化/烧蚀切割;需要热控制,以尽量减少 HAZ
在现代金属切割领域, 光纤激光器凭借其出众的光束质量以及电气效率占据着主导地位, 而对于切割非金属材料而言, CO₂激光器依旧是可靠的选择, 这是由于在切割过程中想要获得光滑边缘以及极少碳化物, 这点对于非金属材料切割极为关键。
成本与效率比较

选择切割工艺之际, 工程师得把激光切割同其余常见技术, 在成本指标方面, 在速度指标方面, 在质量指标方面, 进行定向比较。
面对水刀切割, 水刀涉及到一种作为冷切割工艺的存在, 这种工艺把切割过程里所产生的热量给消除掉了, 消除之对象为HAZ, 同时它适用于所有材料。然而, 激光切割在针对薄金属板进行切割时, 其速度要快出特别多, 况且操作以及维护成本一般来讲也是比较低的。水刀在对非常厚的工件予以切割时, 能够给出更好处于边缘位置的垂直度, 不过这会以速度的牺牲以及较高的磨料消耗成本作为代价。
等离子切割, 其成本效益高, 切割厚金属板时速度快。与之相反, 激光切割在精度方面优于等离子切割, 在边缘质量方面也优于等离子切割, 并且其切割面积更小, 另有HAZ的情况。对于公差要求较松的重型结构部件而言, 等离子是首选, 而激光则是高精度、中至薄规格应用的唯一选择。
对于大批量生产的简单零件而言, 和数控铣削或者冲压相比较, 冲压是最便宜的, 不过它需要较高的初始模具投资, 数控铣削能够达到最高精度, 然而因为材料去除率低, 所以速度较慢, 并且还会产生刀具磨损成本, 激光切割在灵活性、速度以及精度之间达成了最佳平衡, 特别适用于原型设计、中小批量加工以及具有复杂几何形状的零件, 进而实现了有利的总体拥有成本(TCO)。技术合作组织)。
Gerät
激光切割技术, 有着广泛的用途, 具备高精度的特点, 拥有速度快的优势, 它已然成为众多关键任务行业里的基础工艺。
![图片[4]-激光切割:工艺原理、优势和工业应用-大连富泓机械有限公司](/wp-content/uploads/2026/07/1784024207881_3.webp)
精密激光切割金属板示例,边缘整齐,设计灵活。
zu einem Urteil gelangen
激光切割, 是现代精密制造领域里, 那种不可或缺, 并且一直不断进展着的技术。它供应出一种高效的, 适应性强的, 质量处于受控状态的解决办法, 能让机械设计工程师达成复杂的几何形状, 能让制造工程师把生产工作流程给简化掉, 还能帮助采购经理获取高价值同时高成本效益好的定制零件。它圆满地处理了跟传统分离途径关联到的关键限制, 推动了设计意图跟制造现实之间那种紧密的结合。
使得以最优成本以及质量对您的设计予以生产, 将CAD图纸或者技术规格上传。我们的工程团队会给予专业性的审查以及精准的报价。













Keine Kommentare