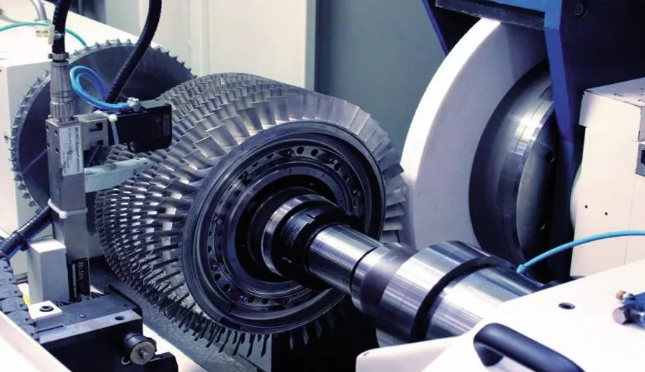
Willkommen bei Dalian Fu Hong Machinery Co.
Bereitstellung von hochwertigen Dienstleistungen für die chinesische Fertigungsindustrie vom Einzelprodukt bis zur Serienverarbeitung
Über Fuhong
Dalian Fuhong Machinery Co, Ltd. befindet sich in ...
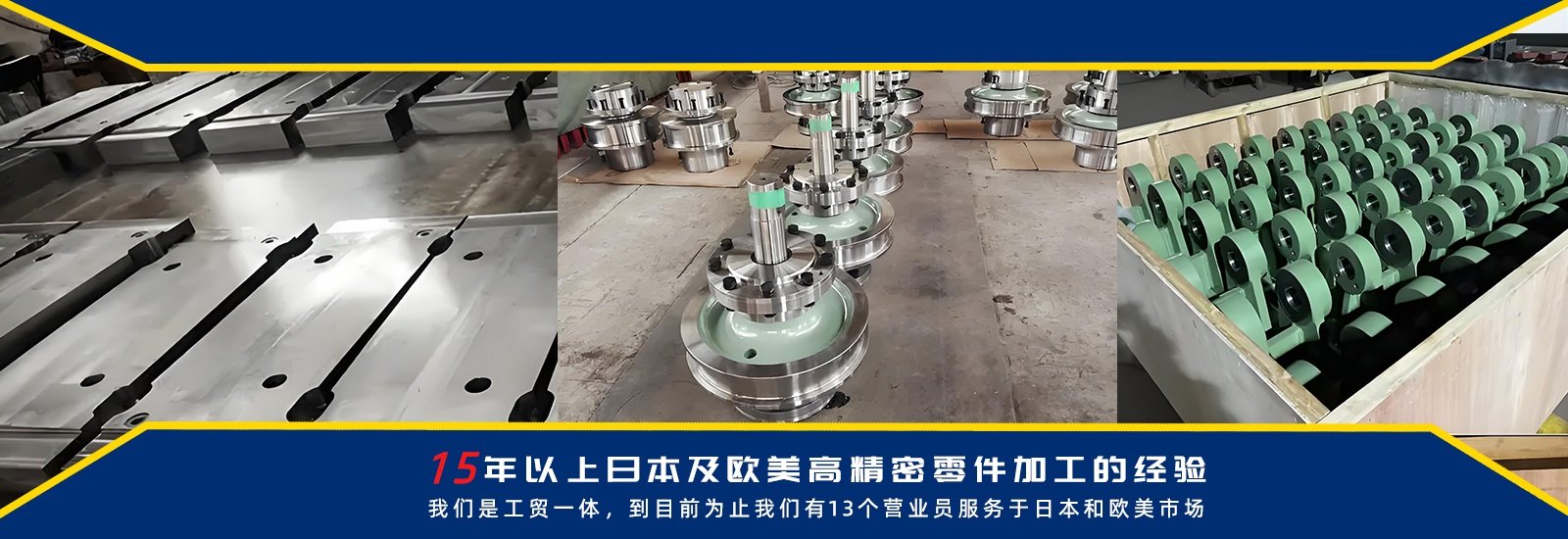
Fuhong-Produkte
Vom Einzelprodukt bis zur Stapelverarbeitung...
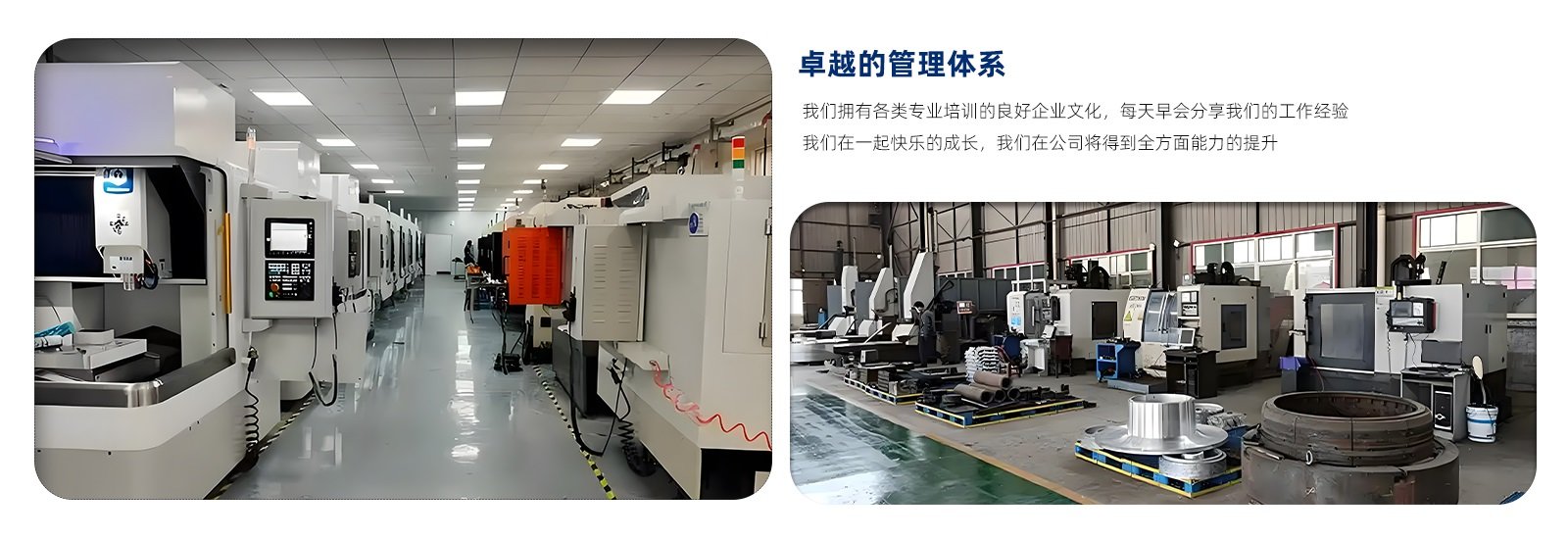
Ausrüstung Showcase
Zerspanung, Blechbearbeitung, Gießen, Wärmebehandlung...
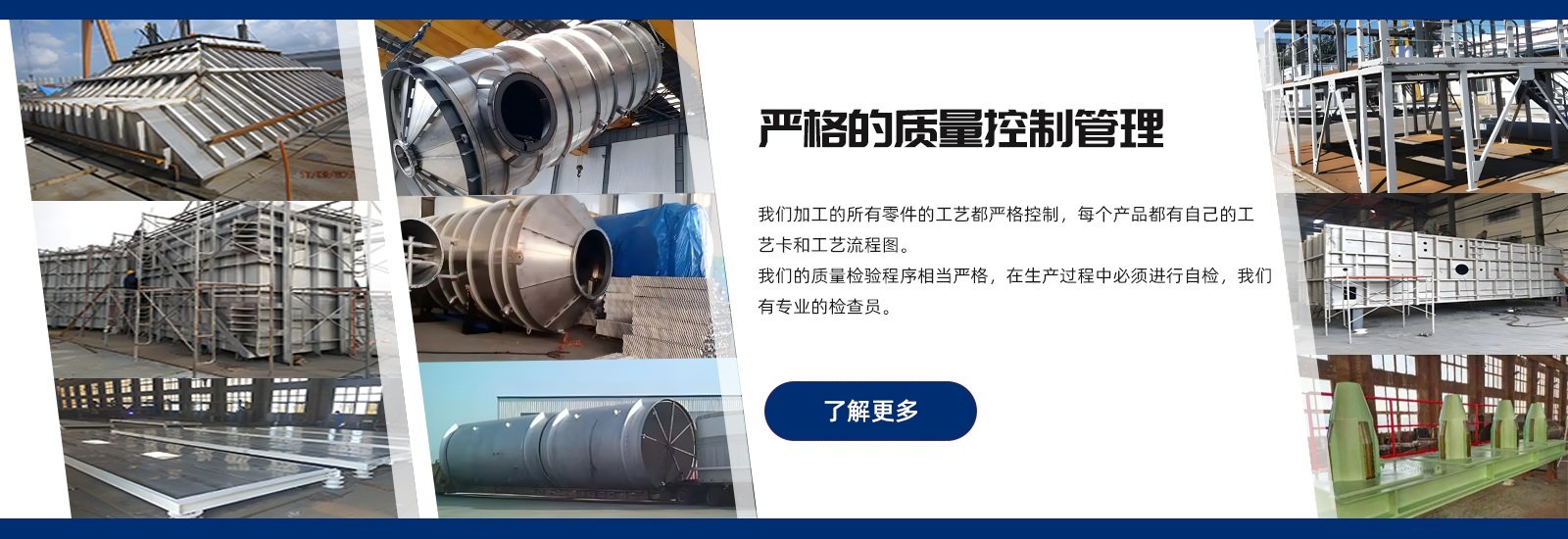
Qualitätsmanagement
Qualität und Integrität











Fu Hong Machinery befindet sich im Yingchengzi Industrial Park, Ganjingzi District, Dalian City, die Unternehmensphilosophie: die Grundlage des guten Glaubens, Qualitätsgeschäft, Service-Ruf, und Innovation basiert! Um "sparsames Unternehmertum, Ehrlichkeit, Demut, Einheit und Harmonie" als die Geschäftselemente, folgen die "Qualität des Überlebens, Ruf und Entwicklung" als die Geschäftsphilosophie, "Integrität, Service, Kommunikation, Fortschritt, Pionierarbeit und Innovation! "Im Prozess der kontinuierlichen Entwicklung stellen wir uns neuen Chancen und Herausforderungen mit einem neuen Geist und bieten unseren Kunden qualitativ hochwertige Produkte und perfekten Service. In den letzten Jahren, Dalian Fu Hong Maschinen und Anlagen und der Welt verschiedenen verwandten Einheiten zur Durchführung von engen Austausch und Zusammenarbeit, die Produkt-Innovation und den Ersatz einer Reihe von hochwertigen High-Tech-Niveau von Maschinen und Anlagen sowie die Bearbeitung von Produkten!

.jpg)









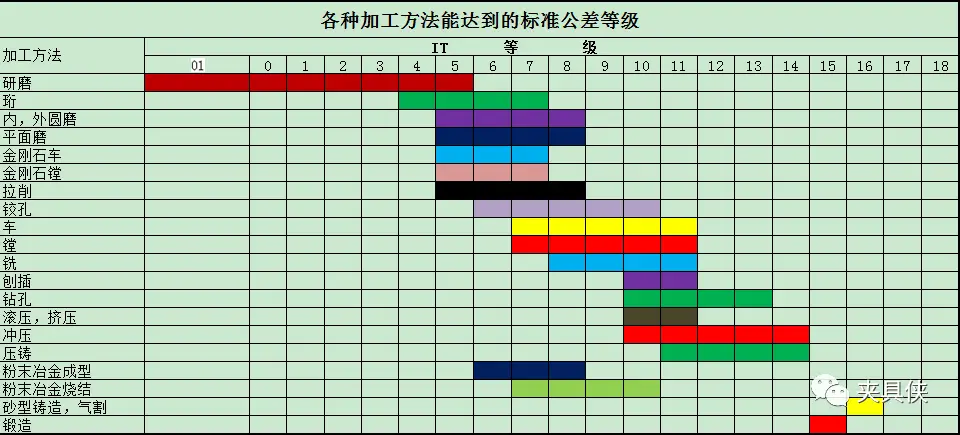
Was ist die maximale Bearbeitungsgenauigkeit der Werkzeugmaschine?

CNC-Bearbeitungstechnologie mechanischer Teile und Komponenten Kursunterlagen 2.1.1-Aufteilung der Bearbeitungsschritte.pptx

Ein umfassender Leitfaden für die spanende Bearbeitung: Die Kunst der Präzisionsfertigung von traditionell bis CNC
Rolle, Methoden und Prozessmerkmale der Wärmebehandlung

Kritische Rolle von Auflösungsphänomenen bei Schweiß- und Nietprozessen und Kontrollstrategien (Typische Auflösungsprozesse und Grenzflächenreaktionen beim Schweißen und Nieten)
Analyse der wichtigsten Punkte der Hochgeschwindigkeits-Elektrospindeltechnik für CNC-Werkzeugmaschinen

Automatischer Be- und Entlademechanismus für Stangen

In der Fertigungswerkstatt: Bergbau-Hydraulikbagger fünf Kernprozess offenbaren und Qualität Identifizierung Know-how
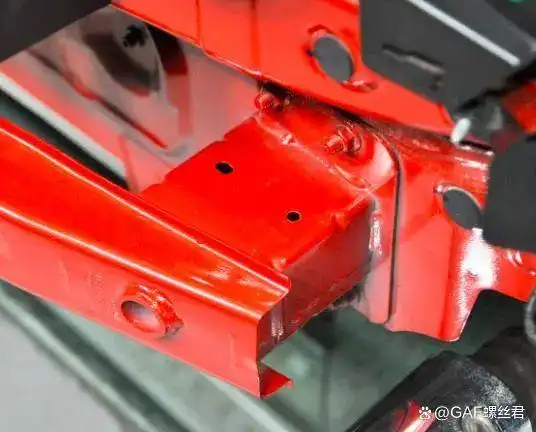
Vergleichende Analyse des Schraubens und Schweißens