

Technischer Brief:
Dieses Patent schlägt einen Mechanismus mit automatischer Be- und Entladefunktion für das Problem der geringen Effizienz und der großen Sicherheitsrisiken vor, wenn das Be- und Entladen bei der traditionellen Stangenverarbeitung manuell durchgeführt wird. Der Mechanismus mit Hilfe von hydraulischem Druck, um den Hebekörper zu fahren, durch seine und pneumatische horizontale Bewegung Gerät miteinander zusammenarbeiten, um den Block in einer synchronen Weise zu heben und tun seitliche Verschiebung Wirkung zu erreichen, kann automatisch die Bar in die Verarbeitung Position verarbeitet werden, sowie wurde die Verarbeitung der Bar für das Be- und Entladen Operationen abgeschlossen, um die Sicherheit und Effizienz des Betriebes Prozess zu verbessern.
Schlüsselwörter: Automatisches Be- und Entladen von Stangen, hydropneumatischer Antrieb, Automatisierungsmaschinen
Automatischer Be- und Entlademechanismus für Stangen
[Patent Abstract] Die vorliegende Erfindung offenbart eine technische Lösung für einen automatischen Be- und Entlademechanismus für Stangen. Auf einem Bett ist eine Führungshülse vertikal befestigt. Im Inneren der Führungshülse ist eine Steigschiene vorgesehen. Mit dem oberen Ende der aufrechten Stange ist ein Hebekörper fest verbunden. Oberhalb des Hubkörpers ist ein Schieber befestigt. Eine mit dem Schlitten kompatible Linearführung ist mit einer horizontalen Antriebsvorrichtung verbunden. Oberhalb der Linearführung sind ein erster und ein zweiter Träger befestigt, die zur Abstützung der Stange dienen. Zwischen dem Hebekörper und dem Bett ist ein Hebeantriebsmechanismus vorgesehen. Dieser automatische Be- und Entlademechanismus ist einfach aufgebaut, leicht zu bedienen, bequemer in der Steuerung, sicher und zuverlässig beim Be- und Entladen, was Zeit und Arbeit spart und die Arbeitseffizienz verbessert.
Patentbeschreibung] Automatischer Be- und Entlademechanismus für Stabmaterial
[Technischer Bereich]
Die vorliegende Erfindung betrifft einen automatischen Be- und Entlademechanismus für Stangen, der in Bearbeitungsmaschinen verwendet wird, bei denen der Ladevorgang während der Bearbeitung der Stangen durchgeführt wird, während der auch der Entladevorgang durchgeführt wird, ist der Fall.
[Hintergrundtechnologie]
Bearbeitungsmaschinen, um die Durchführung der Verarbeitung der Bar an der Zeit, die Notwendigkeit zur Durchführung der Fütterung Betrieb, das heißt, in der Bar auf die Verarbeitung Position, und dann die Umsetzung der Schneidprozess, um nach dem Ende der Operation, sondern auch zur Durchführung der Operation des Materials, das heißt, wurde verarbeitet bar entladen werden. Derzeit sind die meisten der Fütterung und Entladung Operationen manuell abgeschlossen, für die schwereren Bars, die Verwendung von Hebe-Mechanismus, um seine nach oben und unten, so dass sowohl zeitaufwendig, sondern auch verbrauchen Arbeitskräfte, sondern auch versteckte Sicherheitsrisiken zu betreiben.
[Inhalt der Erfindung]

Die vorliegende Erfindung hat einen solchen Zweck, das heißt, um einen Mechanismus, der Mechanismus hat einige Eigenschaften, seine Struktur ist einfach, es ist gut zu bedienen, es ist leicht zu kontrollieren, es ist sicher Be-und Entladen, es spart Zeit und Mühe, es ist geringe Intensität der Arbeit, dieser Mechanismus für die automatische Be-und Entladen von Bar Material Mechanismus, der die Mängel der bestehenden Technologie zu überwinden.
Das Bett ist vertikal mit einer Führungshülse befestigt, die Führungshülse ist mit einer vertikalen Stange ausgestattet, das obere Ende der vertikalen Stange ist fest mit dem Hebekörper verbunden, der Hebekörper ist mit einem Schieber befestigt, und der Schieber ist mit einer horizontalen Antriebsvorrichtung mit der linearen Führung verbunden, die lineare Führung ist mit einem ersten Block und einem zweiten Block befestigt, die das Stangenmaterial tragen, und es gibt einen Hebe- und Senkantriebsmechanismus zwischen dem Hebekörper und dem Bett.
Auf der Oberseite des Hubkörpers befindet sich ein Zylinder, der mit einer pneumatischen Vorrichtung verbunden ist, die die erwähnte horizontale Antriebsvorrichtung darstellt, und das äußere Ende der mit dem Zylinder verbundenen Kolbenstange ist mit der erwähnten Linearführung verbunden. Der Zylinder ist vertikal über dem Bett installiert und die hydraulische Steuervorrichtung ist miteinander verbunden, dieser Zylinder ist der Hebe- und Senkantriebsmechanismus, und der Zylinder, der mit der Kolbenstange außerhalb des Endes des Hebe- und Hubkörpers verbunden ist, ist miteinander verbunden.
Wie beschrieben gibt es zwei Linearführungen, die parallel zueinander angeordnet sind. An einem Ende der Linearführung befindet sich eine Anschlussplatte. Das Ende der Kolbenstange, das mit dem Zylinder verbunden werden soll, wird mit Hilfe dieser Verbindungsplatte mit der Linearführung verbunden.
Die Erfindung verfügt über einen automatischen Be- und Entlademechanismus für Stangenmaterial, wenn das Werkstück auf der Bearbeitungsposition bearbeitet wird, befindet sich das Stangenmaterial auf der zu bearbeitenden Position im Wartezustand, die erste Halterung befindet sich in der Position unter dem zu bearbeitenden Stangenmaterial, und die zweite Halterung befindet sich in der Position unter der Bearbeitungsposition, nachdem die Bearbeitung abgeschlossen ist, erzeugt der Ölzylinder die Aktion und treibt den Hebekörper an, um sich zu erheben, gleichzeitig steigen der Luftzylinder, der Schieber, die lineare Führung, die erste Halterung und die zweite Halterung gemeinsam an, zu dieser Zeit bewegt sich die vertikale Stange relativ zur Führungshülse nach oben und spielt die Rolle der Führung. Gleichzeitig steigen der Zylinder, der Schieber, die lineare Führung, der erste Block und der zweite Block nach oben, zu diesem Zeitpunkt bewegt sich die vertikale Stange in Bezug auf die Führungshülse nach oben und spielt die Rolle der Führung. Die bearbeitete Stange wird von der Bearbeitungsposition gelöst und auf die zweite Palette gelegt, gleichzeitig wird die zu bearbeitende Stange auf die erste Palette gelegt, und dann treibt die Wirkung des Zylinders die lineare Führung nach rechts relativ zum Schieber in der horizontalen Richtung, so dass die erste Palette zu bearbeitende Stange in die Bearbeitungsposition, die zweite Palette zu bearbeitende Stange in die untere Materialarbeitsstation, um das nächste Material zu erreichen, und dann kehrt der Zylinder in die Ausgangsposition zurück, und dann kehrt der Zylinder auch in die Ausgangsposition zurück. Der Zylinder kehrt dann in seine Ausgangsposition zurück, gefolgt vom Luftzylinder, der in der Ausgangsposition ankommt, um den nächsten Zyklus auszuführen. Dieser automatische Be- und Entlademechanismus ist einfach im Aufbau, bequem in der Bedienung, einfach in der Steuerung, sicher im Be- und Entladen, was Zeit und Mühe spart und die Arbeitseffizienz verbessert.
[Patentbeilage]
[Illustration]
Abbildung 1 ist eine schematische Darstellung der Struktur der vorliegenden Erfindung [spezifische Ausführungsform];
FIG. 2 ist eine schematische Draufsicht auf das in FIG. 1 dargestellte Gerät.
[Besondere Durchführungsmodalitäten]
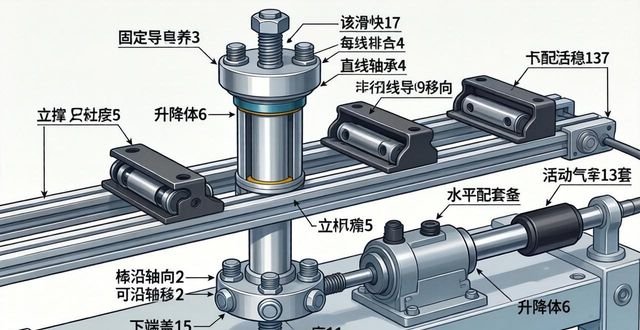
Wie in Figur 1 dargestellt, handelt es sich bei I um ein Bett einer Werkzeugmaschine, auf dem eine Führungshülse 3 vertikal befestigt ist, und in dem die Führungshülse 3 mittels eines Linearlagers 4 mit einer Stange 5 ausgestattet ist, die in axialer Richtung beweglich ist. Der untere Teil der Führungshülse 3 ist mit sechs gleichmäßig über den Umfang verteilten Befestigungsbolzen 2 befestigt. Der untere Teil der Führungshülse ist mittels Schrauben mit dem unteren Deckel 15 verbunden, und der obere Teil der Führungshülse 3 ist mit dem oberen Deckel 12 der Führungshülse verschraubt. Der untere Teil der Führungshülse 6 ist fest mit dem oberen Teil des Steigrohrs 5 verbunden, und der untere Teil des Steigrohrs 6 ist mit dem unteren Deckel 11 verschraubt, der ebenfalls in FIG. 2 dargestellt ist. Oberhalb des Hebekörpers 6 sind zwei Reihen von Gleitern 17 befestigt, zwei in jeder Reihe, mit denen zwei lineare Führungsschienen 9 parallel eingerichtet sind, die linearen Führungsschienen 9 sind mit einer horizontalen Antriebsvorrichtung verbunden, die horizontale Antriebsvorrichtung ist auf dem Hebekörper 6 mit einer pneumatischen Vorrichtung installiert, die mit dem Zylinder 13 verbunden ist, und die Kolbenstange 7, die an den Zylinder 13 angepasst ist, ist mit der Verbindungsplatte 8 an ihrem äußeren Ende verbunden, und jede der linearen Führungsschienen 9 ist mit der Verbindungsplatte 8 verbunden, und die Verbindungsplatte 8 bewegt sich mit der Kolbenstange 7, wenn sich die Verbindungsplatte 8 mit der Verbindungsplatte 8 bewegt. Wenn sich die Verbindungsplatte 8 mit der Kolbenstange 7 bewegt, kann sie jede Linearführung 9 in Bewegung setzen. Oberhalb der linearen Führungsschienen 9 sind parallel verlaufende erste und zweite Halterungen 10 und 14 zur Abstützung des Stangenmaterials angebracht. Zwischen dem Hebekörper 6 und dem Bett I ist ein Hebeantriebsmechanismus vorgesehen. Am Bettkörper I ist ein mit der hydraulischen Steuervorrichtung verbundener Zylinder 16 vertikal befestigt, der ein Teil des Hubantriebsmechanismus ist, und es gibt eine mit dem Zylinder 16 verbundene Kolbenstange, deren äußeres Ende mit dem Hubkörper 6 verbunden ist.
Der automatische Be- und Entlademechanismus der Stange der vorliegenden Erfindung, wenn das Werkstück in der Bearbeitungsposition bearbeitet wird, ist die zu bearbeitende Stange in einer Wartesituation, der erste Block 10 ist in der unteren Position der zu bearbeitenden Stange, und der zweite Block 14 ist in der unteren Position der Bearbeitungsposition, nach der Beendigung der Bearbeitung, der Ölzylinder erzeugt die Aktion und treibt den Hubkörper 6 nach oben, und zur gleichen Zeit, der Zylinder 13, der Schlitten 17, die lineare Führung 9, der erste Block 10 und der zweite Block 14 steigen zusammen nach oben. Gleichzeitig steigen der Zylinder 13, der Schlitten 17, die lineare Führung 9, der erste Block 10 und der zweite Block 14 zusammen nach oben, wobei die vertikale Stange 5 relativ zur Führungshülse 3 nach oben bewegt wird und eine Führungsrolle spielt. Das verarbeitete Stangenmaterial, das von der Verarbeitungsposition abgenommen wurde, wird in geeigneter Weise auf der zweiten Palette 14 abgelegt, und gleichzeitig wird das zu verarbeitende Stangenmaterial auf der ersten Palette 10 abgelegt, und dann wird die lineare Führung 9 angetrieben, um sich durch die Wirkung des Pneumatikzylinders 13 nach rechts in der horizontalen Richtung in Bezug auf den Schlitten 17 zu bewegen, was dazu führt, dass die erste Palette 10 das zu verarbeitende Stangenmaterial in die Verarbeitungsposition befördert, und die zweite Palette 14 das verarbeitete Stangenmaterial zur unteren Materialstation zum Entladen befördert. Die zweite Palette 14 befördert das bearbeitete Stangenmaterial zum Entladen in die Entladestation, woraufhin der Zylinder 16 in seine Ausgangsposition zurückkehrt, gefolgt vom Zylinder 13, der ebenfalls in seine Ausgangsposition zurückkehrt und die Ausgangsposition für den nächsten Zyklus erreicht. Dieser automatische Be- und Entlademechanismus hat eine einfache Struktur und zeichnet sich durch eine gute Bedienung, eine einfache Steuerung, eine sichere Be- und Entladesituation aus, spart Zeit und Mühe und verbessert die Arbeitseffizienz.
[Claims]
1. eine Vorrichtung zum automatischen Be- und Entladen von Stangen, die durch folgende Merkmale gekennzeichnet ist: im Bettkörper (I) ist die Führungshülse (3) vertikal befestigt, und die Führungshülse (3) ist mit einem Steigrohr (5) ausgestattet, dessen oberes Ende fest mit einem Hubkörper (6) verbunden ist, an der Oberseite des Hubkörpers (6) ist ein Schieber (17) befestigt, und eine mit dem Schieber (17) zusammenpassende Linearführung (9) ist mit einer horizontalen Antriebsvorrichtung, einem ersten Stützblock (10) und einem zweiten Stützblock (14) verbunden, und zwischen dem Hubkörper (6) und dem Bettkörper (I) ist ein Hubantrieb vorgesehen. Die mit dem Schlitten (17) zusammenpassende Linearführung (9) ist mit einer horizontalen Antriebsvorrichtung verbunden, und ein erster Stützblock (10) und ein zweiter Stützblock (14) sind oberhalb der Linearführung befestigt, um das Stangenmaterial zu stützen, und ein Hebe- und Senkantriebsmechanismus ist zwischen dem Hebekörper (6) und dem Bett (I) vorgesehen.
2. automatischer Be- und Entlademechanismus für Stangen nach Anspruch 1, mit den folgenden Merkmalen: die horizontale Antriebsvorrichtung ist oben auf dem Hebekörper (6) mit einem Zylinder (13) installiert, der mit einer pneumatischen Vorrichtung verbunden ist, und das äußere Ende der mit dem Zylinder (13) zusammenpassenden Kolbenstange (7) ist mit der linearen Führung (9) verbunden; der Hebe- und Entlade-Antriebsmechanismus ist vertikal auf dem Bett (I) mit einem Ölzylinder befestigt, der mit einer hydraulischen Steuervorrichtung verbunden ist, und das äußere Ende der mit dem Ölzylinder zusammenpassenden Kolbenstange ist mit der linearen Führung (9) verbunden; der Hebe- und Entlade-Antriebsmechanismus ist vertikal auf dem Bett (I) mit einem Ölzylinder befestigt, der mit einer hydraulischen Steuervorrichtung verbunden ist, und der Ölzylinder ist mit einem Ölzylinder verbunden, der mit einem Ölzylinder verbunden ist, der mit einer hydraulischen Steuervorrichtung verbunden ist. Der Hebeantriebsmechanismus ist ein vertikal am Bett (I) befestigter und mit der hydraulischen Steuervorrichtung verbundener Zylinder, und das äußere Ende der zum Zylinder passenden Kolbenstange (6) ist mit dem Hebekörper (6) verbunden.
3. automatische Be- und Entladeeinrichtung für Stangen nach Anspruch 2, dadurch gekennzeichnet, dass an einem Ende der Linearführungen (9) zwei parallel zueinander angeordnete Linearführungen (9) mit einer Verbindungsplatte (8) vorhanden sind, und dass das mit dem Pneumatikzylinder (13) zusammenpassende Ende der Kolbenstange (7) mit Hilfe der Verbindungsplatte (8) mit den Linearführungen verbunden ist.
[Dokumentnummer] B23Q7/
Der Tag der Offenbarung ist der 5. März 2014, der Anmeldetag ist der 6. November 2013 und der Tag des Prioritätsbesitzes ist ebenfalls der 6. November 2013.
Peng Xiaodang, Zhu Enlin, He Jun, Zhang Lei, Jin Minglai und Fang Chenbin sind die Erfinder und Dalian Machine Tool (CNC) Co. ist der Anmelder.













Keine Kommentare