
Drehmaschinen, Fräsmaschinen, Hobelmaschinen, Schleifmaschinen, Bohrmaschinen, Ausbohrmaschinen, die höchste Präzision dieser Maschinen und die Toleranzen, die mit den verschiedenen Bearbeitungsmethoden erreicht werden können, sind hier zu sehen.


I. Drehen
Das Werkstück wird gedreht und der Drehmeißel bewegt sich in einer geraden oder gekrümmten Linie innerhalb der Ebene, um die Arbeit auszuführen.BearbeitungDas Drehen erfolgt in der Regel auf einer Drehmaschine und dient der Bearbeitung der zylindrischen Innen- und Außenflächen des Werkstücks sowie der Stirnflächen und der konischen Flächen, einschließlich der Formflächen und Gewinde.

Beim Drehen liegt die Genauigkeit normalerweise im Bereich von IT8 bis IT7, während die Genauigkeit vonOberflächenrauhigkeitDann liegt er im Bereich von 1,6 μm bis 0,8 μm.
(1) Beim Schruppdrehen besteht das Ziel darin, die Effizienz des Drehens durch eine große Schnitttiefe und einen großen Vorschub zu verbessern, ohne die Drehgeschwindigkeit zu verringern, aber die Bearbeitungsgenauigkeit beträgt nur bis zu IT11, und die Oberflächenrauheit liegt im Bereich von Rα20 bis 10μm.
(2) Beim Semi-Finish-Drehen, versuchen Sie, hohe Geschwindigkeit zu verwenden, und zur gleichen Zeit, verwenden Sie auch einen kleineren Vorschub, und verwenden Sie auch eine kleinere Schnitttiefe, Bearbeitungsgenauigkeit erreichen kann IT10 bis IT7, Oberflächenrauhigkeit ist Rα10 bis 0.16μm.
(3) Die Verwendung von feinen Reparatur Diamant-Drehwerkzeuge, in der Hochpräzisions-Drehmaschine, High-Speed-Präzisions-Drehen von Nichteisen-Metall-Teile, kann die Bearbeitungsgenauigkeit von IT7 bis IT5, die Oberflächenrauheit von Rα0.04 bis 0.01μm, wie Drehen heißt ”Spiegel drehen”.
Fräsen
Fräsen bezieht sich auf die Verwendung von rotierenden Multi-Nut-Werkzeuge, um das Werkstück zu schneiden, die eine hocheffiziente Bearbeitungsmethode, geeignet für die Bearbeitung von flachen Oberflächen, geeignet für die Verarbeitung von Nuten, geeignet für die Verarbeitung einer Vielzahl von geformten Oberflächen wie Keilwellen, Zahnräder und Gewinde, sondern auch geeignet für die Verarbeitung der besonderen Form der Form, etc., nach dem Fräsen der Hauptbewegung Geschwindigkeitsrichtung mit der Richtung des Werkstücks Futter ist die gleiche oder die entgegengesetzte Richtung der Situation ist auch in der glatten Fräsen und Rückwärtsfräsen unterteilt. Je nachdem, ob die Richtung der Hauptbewegung mit der Richtung des Werkstückvorschubs während des Fräsens übereinstimmt oder entgegengesetzt ist, wird sie in glattes Fräsen und umgekehrtes Fräsen unterteilt.

Beim Fräsen kann die Bearbeitungsgenauigkeit in der Regel IT8 bis IT7 erreichen, während die Oberflächenrauhigkeit im Bereich von 6,3 bis 1,6 μm liegt.
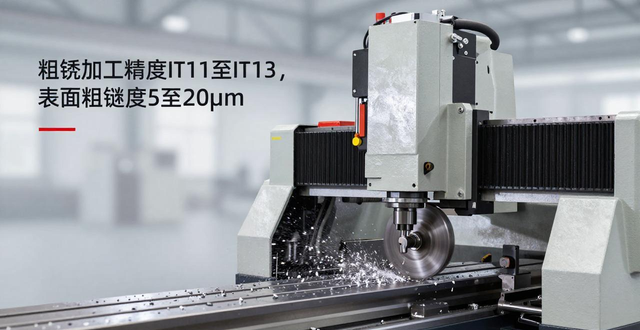
(1) Beim Schruppfräsen liegt die Bearbeitungsgenauigkeit im Bereich von IT11 bis IT13, und die Oberflächenrauheit liegt zwischen 5 und 20 μm.
(2) Beim Semi-Finish-Fräsen liegt die entsprechende Bearbeitungsgenauigkeit im Bereich von IT8 bis IT11, und die Oberflächenrauheit liegt im Bereich von 2,5 bis 10μm.
(3) Beim Feinfräsen kann die Bearbeitungsgenauigkeit im Bereich von IT16 bis IT8 erreicht werden, und die Oberflächenrauheit liegt im Bereich von 0,63 bis 5μm.
III. Hobeln
Das Hobeln ist ein Schneidverfahren, bei dem ein Hobelmesser verwendet wird, um das Werkstück in einer horizontalen, relativ geraden Linie hin- und herzubewegen; es wird hauptsächlich bei der Formgebung von Teilen eingesetzt.

Beim Hobeln kann im Allgemeinen eine Genauigkeit von IT9 bis IT7 erreicht werden, während die Oberflächenrauheit im Bereich von Ra6,3 bis 1,6μm liegt.
(1) Nach dem Schrupphobeln liegt die Genauigkeit im Bereich von IT12 bis IT11, und die Oberflächenrauheit liegt im Bereich von 25 μm bis 12,5 μm.
(2) Halbfertigbearbeitungsgenauigkeit von IT10 bis IT9 mit Oberflächenrauhigkeit im Bereich von 6,2 bis 3,2μm.
3) Schlichthobeln, mit dem eine Genauigkeit von IT8 bis IT7 erreicht werden kann, während die Oberflächenrauhigkeit 3,2 bis 1,6 μm beträgt.
iv. Schleifen
Unter Schleifen versteht man das Abtragen von überschüssigem Material von einem Werkstück mit Hilfe von Schleifmitteln und Schleifwerkzeugen; es ist ein weit verbreitetes Endbearbeitungsverfahren im Maschinenbau.

Im Allgemeinen wird das Schleifen häufig bei Halbfertig- und Fertigbearbeitungen mit einer Genauigkeit von IT8 bis IT5 und noch höher sowie einer Oberflächenrauheit von 1,25 bis 0,16 μm eingesetzt.
(1) Die Oberflächenrauhigkeit beim Präzisionsschleifen beträgt 0,16-0,04μm.

(2) Die Oberflächenrauhigkeit des Ultrapräzisionsschleifens beträgt 0,04-0,01μm.
(3) Die Oberflächenrauhigkeit des Spiegelschleifens kann unter 0,01μm erreichen.
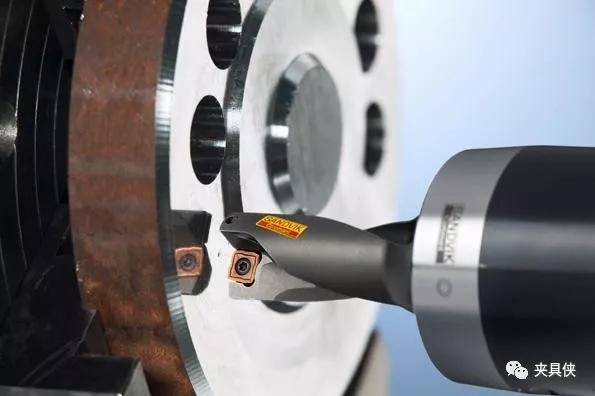
V. Bohren
Eines der grundlegenden Verfahren zur Bearbeitung von Löchern ist das Bohren, das häufig auf einer Bohrmaschine durchgeführt wird. Das Bohren kann auch auf einer Drehmaschine, auf einer Bohrmaschine oder auf einer Fräsmaschine durchgeführt werden.
Beim Bohren ist die Bearbeitungsgenauigkeit relativ gering, in der Regel nur bis zu IT10, die Oberflächenrauhigkeit liegt in der Regel im Bereich von 12,5-6,3μm, nach dem Abschluss der Bohrung, verwenden oft die Reiben und Reiben Weg zur Durchführung von Halbfinish und Finishing.
Bohren
Das Aufbohren ist ein spanabhebendes Verfahren, bei dem ein Werkzeug zur Vergrößerung des Innendurchmessers einer Bohrung oder einer anderen kreisförmigen Kontur verwendet wird. Bei seiner Anwendung, im Allgemeinen von der Halbschrupp- bis zur Schlichtbearbeitung, wird ein Werkzeug verwendet, in der Regel ein einschneidiges Bohrwerkzeug, das auch als Bohrstange bezeichnet wird.

(1) Boring Genauigkeit für Stahlwerkstoffe, können in der Regel den Standard von IT9 bis IT7 zu erreichen, ist die Oberflächenrauhigkeit im Bereich von 2,5 bis 0,16μm.
(2) Die durch Präzisionsbohren erzielte Bearbeitungsgenauigkeit kann den Wertbereich von IT7 bis IT6 erreichen, während die Oberflächenrauheit zwischen 0,63 und 0,08μm liegt.
Anmerkungen:
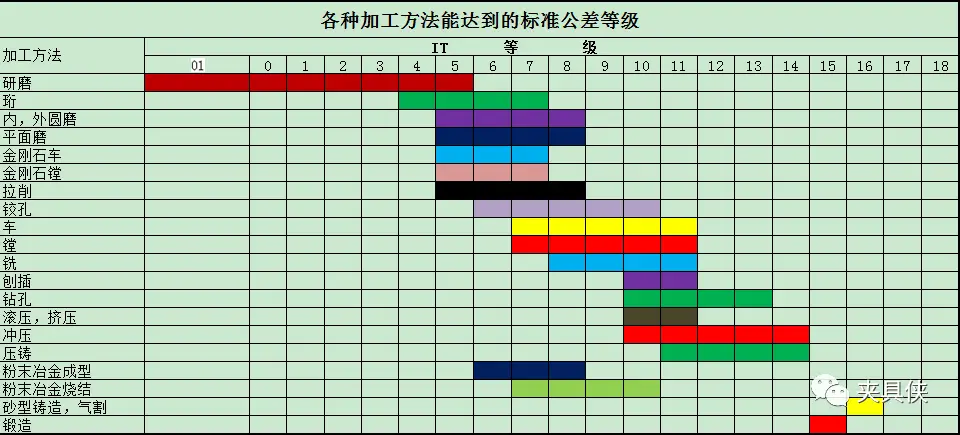
Die Bearbeitungsgenauigkeit ist ein Begriff, der zur Bewertung der geometrischen Parameter einer bearbeiteten Oberfläche verwendet wird, die den Feinheitsgrad des hergestellten Produkts charakterisiert. Messung der Bearbeitungsgenauigkeit in der Norm verwendet wird, ist das Toleranzniveau, Toleranzniveau von IT01, IT0, IT1, IT2, IT3 wurde auf IT18, IT01, IT0, IT1, IT2, IT3 bis IT18 insgesamt 20, IT01 wird durch das Teil Bearbeitungsgenauigkeit ist auf dem höchsten Niveau, IT18 wird durch das Teil Bearbeitungsgenauigkeit ist auf dem niedrigsten Niveau, das allgemeine Werk und Bergbaumaschinen mit IT7 Niveau Genauigkeit, allgemeine landwirtschaftliche Maschinen mit IT8 Niveau Genauigkeit. Allgemeine Fabrik- und Bergbaumaschinen mit IT7 Genauigkeitsgrad, allgemeine Landmaschinen mit IT8 Genauigkeitsgrad. Produktteile nach der Funktion des Unterschieds, die Notwendigkeit, die Bearbeitungsgenauigkeit zu erreichen ist nicht das gleiche, die Wahl der Verarbeitung Formen undVerarbeitungEs wird auch anders sein.














Keine Kommentare